- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Guide pratique d’utilisation de la presse plieuse E21
Guide pratique d’utilisation de la presse plieuse E21

Pour faire fonctionner la presse plieuse E21, commencez par saisir les paramètres de pliage requis dans le système de commande. Une fois le matériau correctement positionné et fixé, vous pouvez lancer le cycle de pliage en respectant tous les protocoles de sécurité standard. Pour obtenir des résultats réguliers et de haute qualité, il est essentiel d’effectuer la maintenance courante et des contrôles réguliers des outils.
Pour un guide détaillé, étape par étape, de l’ensemble du processus, veuillez consulter le manuel d’utilisation complet ci-dessous.

Système E21 : introduction
Le système E21 est un système de commande spécialisé, conçu spécifiquement pour les presses plieuses. Il offre un équilibre optimal entre performance et rentabilité, réduisant considérablement le coût global de la machine tout en maintenant une précision conforme aux normes industrielles requises.
Les principales caractéristiques du système E21 comprennent :
l L’écran LCD haute définition prend en charge le chinois et l’anglais bilingues, et affiche les paramètres de programmation sur une seule page, ce qui rend la programmation plus rapide et plus pratique.
l Le positionnement intelligent des axes X et Y prend en charge le réglage manuel, éliminant ainsi le besoin de dispositifs mécaniques de positionnement manuel.
l Les fonctions intégrées de maintien de la pression et de temporisation de déchargement facilitent l’utilisation et réduisent les coûts.
l Fonction de sauvegarde et de restauration des paramètres en un clic, permettant de rétablir les paramètres à tout moment selon les besoins, ce qui réduit les coûts de maintenance. Prise en charge de la programmation en plusieurs étapes pour améliorer l’efficacité de production et la précision de l’usinage.
l Tous les boutons du panneau sont des micro-interrupteurs et ont été rigoureusement testés pour la CEM, les hautes et basses températures, les vibrations, etc., afin de garantir la stabilité et la durée de vie du produit.
l La certification CE facilite l’accès aux marchés étrangers.
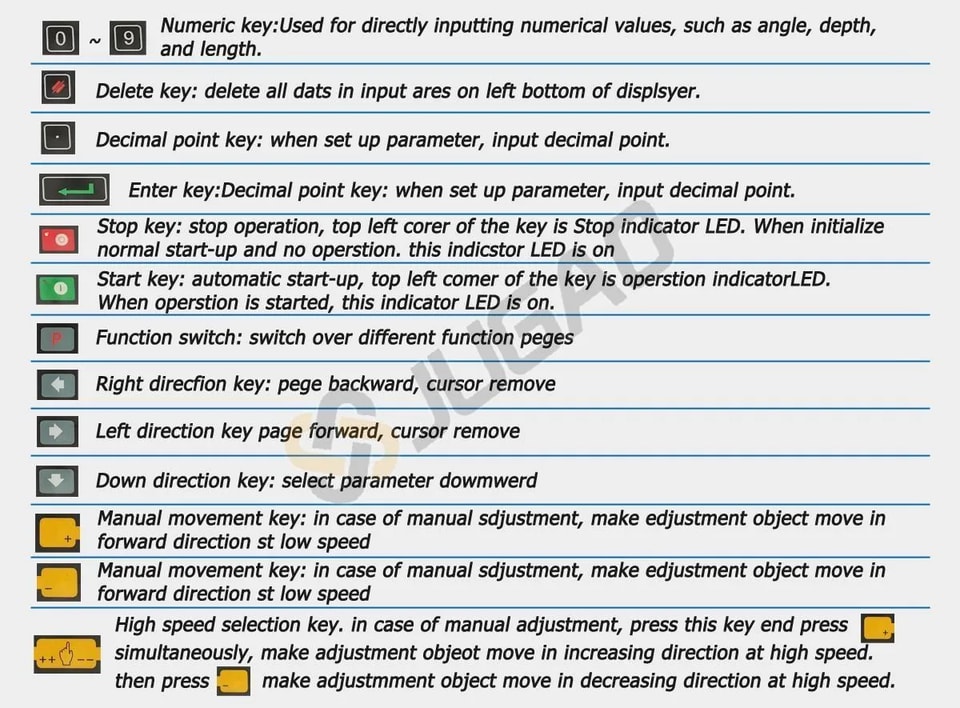
Les fonctions des touches du panneau sont décrites dans le tableau.
Interface unique
Le contrôleur E21 adopte un afficheur LCD à matrice de points 160 × 160. La zone d’affichage est présentée ci-dessous.
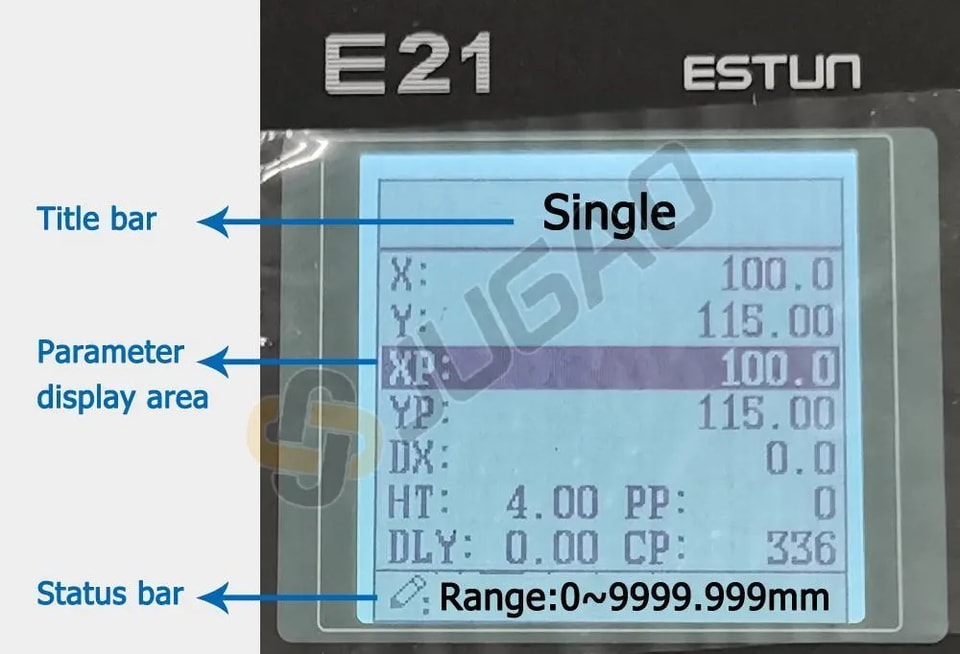
Barre de titre :affiche les informations pertinentes de la page actuelle, telles que son nom, etc.
Zone d’affichage des paramètres :affiche le nom du paramètre, sa valeur et les informations système.
Barre d’état :zone d’affichage des informations saisies, des messages d’invite, etc.
Les abréviations utilisées sur cette page sont indiquées dans le tableau.
X :Position actuelle de la butée arrière
Y :Position actuelle du coulisseau
XP :Position souhaitée de la butée arrière
YP :Position souhaitée du coulisseau
DX :Distance de rétraction de la butée arrière
HT :Temps de maintien
DLY :Temporisation de rétraction
PP :Pièce prédéfinie
CP :Pièce en cours de traitement
Programmation en une seule étape
L’E21 propose deux modes de programmation : la programmation en une seule étape et la programmation en plusieurs étapes. Les utilisateurs peuvent configurer la programmation selon leurs besoins réels.
La programmation en une seule étape est généralement utilisée pour traiter une pièce en une seule opération. À la mise sous tension du contrôleur, la page du programme en une seule étape s’affiche automatiquement.
Étapes d’utilisation
Étape 1Après le démarrage, l’appareil affiche automatiquement la page de configuration du programme en une seule étape.
Étape 2Appuyez sur sélectionnez le paramètre à configurer, puis appuyez sur
sélectionnez le paramètre à configurer, puis appuyez sur la touche numérique pour saisir la valeur du programme, puis appuyez sur pour terminer la saisie.
la touche numérique pour saisir la valeur du programme, puis appuyez sur pour terminer la saisie.
Étape 3Appuyez sur , le système exécutera ce programme.
, le système exécutera ce programme.
Programmation en plusieurs étapes
Le programme en plusieurs étapes sert à traiter une même pièce selon différentes étapes de traitement, à réaliser l’exécution successive de plusieurs opérations et à améliorer l’efficacité de production.
Étapes d’utilisation
Étape 1À la mise sous tension, l’appareil affiche automatiquement la page des paramètres du programme en une seule étape.
Étape 2Appuyez sur basculez vers la page de gestion des programmes, puis revenez à la page de gestion des programmes.
basculez vers la page de gestion des programmes, puis revenez à la page de gestion des programmes.
Étape 3Appuyez sur sélectionnez le numéro de série du programme, ou saisissez directement le numéro du programme, par exemple « 1 ».
sélectionnez le numéro de série du programme, ou saisissez directement le numéro du programme, par exemple « 1 ».
Étape 4Appuyez sur accédez à la page de réglage du programme en plusieurs étapes.
accédez à la page de réglage du programme en plusieurs étapes.
Étape 5Appuyez sur![]() sélectionnez le paramètre de programmation en plusieurs étapes à configurer, saisissez la valeur de réglage, puis appuyez sur
sélectionnez le paramètre de programmation en plusieurs étapes à configurer, saisissez la valeur de réglage, puis appuyez sur![]() et le réglage prend effet.
et le réglage prend effet.
Étape 6Une fois le réglage terminé, appuyez sur pour accéder à la page de réglage des paramètres d’étape.
pour accéder à la page de réglage des paramètres d’étape.
Étape 7Appuyez sur , sélectionnez le paramètre d’étape à configurer, saisissez la valeur du programme, puis appuyez sur
, sélectionnez le paramètre d’étape à configurer, saisissez la valeur du programme, puis appuyez sur![]() , et le réglage prend effet.
, et le réglage prend effet.
Étape 8Appuyez sur![]() pour passer d’une étape à l’autre. Si l’étape actuelle est la première, appuyez sur
pour passer d’une étape à l’autre. Si l’étape actuelle est la première, appuyez sur![]() pour accéder à la dernière page du réglage des paramètres d’étape ; si l’étape actuelle est la dernière, appuyez sur
pour accéder à la dernière page du réglage des paramètres d’étape ; si l’étape actuelle est la dernière, appuyez sur![]() pour accéder à la première page du réglage des paramètres d’étape.
pour accéder à la première page du réglage des paramètres d’étape.
Étape 9Appuyez sur , le système fonctionnera selon ce programme.
, le système fonctionnera selon ce programme.
Réglage des paramètres
Les utilisateurs peuvent configurer tous les paramètres nécessaires au fonctionnement normal du système, y compris les paramètres système, les paramètres de l’axe X et les paramètres de l’axe Y.
Étape 1Sur la page de gestion des programmes, appuyez sur pour accéder à la page des constantes de programmation ; sur cette page, il est possible de définir les constantes de programmation.
pour accéder à la page des constantes de programmation ; sur cette page, il est possible de définir les constantes de programmation.
Étape 2La plage de réglage des constantes de programmation est indiquée dans le tableau
Étape 3Saisissez le mot de passe « 1212 », puis appuyez sur pour entrer dans la page d’apprentissage.
pour entrer dans la page d’apprentissage.
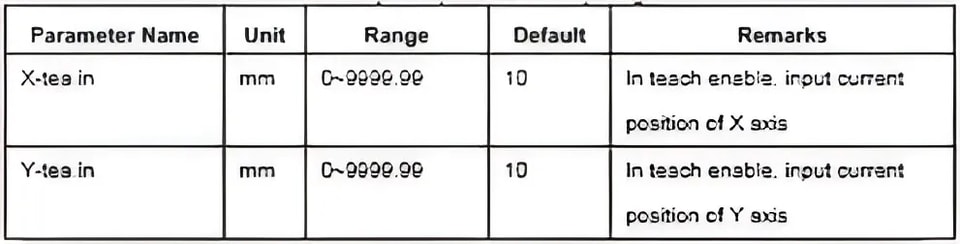
Étape 4Paramètre de montée, la plage de réglage des paramètres est indiquée dans le tableau.
Étape 5 Appuyez sur , retournez à la page des constantes de programmation,
, retournez à la page des constantes de programmation,
Alarme
L’appareil peut détecter automatiquement une anomalie interne ou externe et envoyer une alerte. Les messages d’alarme sont disponibles dans la liste des alarmes.
Étape 1Sur la page de gestion de programmation, appuyez sur pour entrer dans la page des constantes de programmation.
pour entrer dans la page des constantes de programmation.
Étape 2Sur la page des constantes de programmation, appuyez sur![]() pour entrer dans la page « Historique des alarmes » afin de consulter tout l’historique des alarmes. Les 6 dernières alarmes, leur numéro et leurs causes peuvent être consultés sur cette page.
pour entrer dans la page « Historique des alarmes » afin de consulter tout l’historique des alarmes. Les 6 dernières alarmes, leur numéro et leurs causes peuvent être consultés sur cette page.
Pannes courantes et dépannage
1. Le contrôleur ne s’allume pas / aucun affichage
Symptômes de panne :
L’écran est noir.
Aucun voyant n’est allumé.
Causes possibles et dépannage :
C1 : Problème d’alimentation principale.
Vérification : Assurez-vous que l’interrupteur principal de la machine est sur ON.
Vérification : Vérifiez que le câble d’alimentation principal est branché et que la tension est correcte.
C2 : Porte de la machine / capot de sécurité ouvert.
Vérification : Assurez-vous que toutes les portes de l’armoire électrique et les capots de sécurité sont correctement fermés. De nombreuses machines sont équipées d’interverrouillages de sécurité qui empêchent la mise sous tension.
C3 : Fusible grillé.
Vérification : Inspectez les fusibles principaux dans l’armoire électrique de la machine.
C4 : Bloc d’alimentation défectueux.
Vérification : L’alimentation interne en courant continu (par exemple 24 V CC) du contrôleur peut être défaillante. Cela nécessite un électricien qualifié.
2. Les axes (Y1, Y2, X, R) ne bougent pas ou affichent « erreur de suivi » / « défaut d’axe »
Symptômes de panne :
L’axe ne répond pas aux commandes manuelles.
Le contrôleur affiche un message d’erreur concernant l’entraînement de l’axe ou une erreur de suivi.
Un côté (Y1 ou Y2) est plus bas/plus haut que l’autre (désynchronisé).
Causes possibles et dépannage :
C1 : Défaut du variateur / amplificateur servo.
Vérification : Recherchez un code d’erreur sur le variateur servo lui-même (généralement situé dans l’armoire électrique). Consultez le manuel du fabricant du variateur.
Action : Réinitialisez le défaut en éteignant puis en rallumant la machine. Si le problème persiste, notez le code d’erreur pour le support technique.
C2 : Problème de codeur / câble de retour d’information.
Vérification : Inspectez les câbles du codeur connectés à l’arrière des servomoteurs pour détecter tout dommage ou toute connexion desserrée.
C3 : Obstruction mécanique.
Vérification : Vérifiez manuellement si le vérin (axe Y) ou la butée arrière (axe X) peut se déplacer librement. Il peut y avoir un blocage physique.
C4 : Frein moteur enclenché.
Vérification : Le frein du servomoteur (en particulier sur l’axe Y) peut ne pas se libérer. Vous pouvez entendre un bourdonnement du moteur, mais aucun mouvement.
3. Erreur « Axe non référencé » ou « Veuillez définir la référence »
Symptômes de panne :
La machine ne peut pas lancer un cycle.
Le contrôleur demande une procédure de référencement.
Causes possibles et dépannage :
C1 : La machine était hors tension.
Action : Il s’agit d’une procédure standard. Vous devez effectuer l’opération de « référencement » ou de « retour à zéro » après la mise sous tension de la machine. Accédez à l’écran manuel et exécutez le cycle de référencement pour tous les axes.
C2 : Défaut de l’interrupteur de référencement / du capteur de proximité.
Vérification : Le capteur qui détecte la position d’origine peut être encrassé, mal aligné ou défectueux. Cela nécessite souvent l’intervention d’un technicien.
4. Alarme de « surcharge » ou de « haute pression »
Symptômes de panne :
L’alarme se déclenche pendant le cycle de pliage, souvent près du point bas.
Causes possibles et dépannage :
C1 : Réglage de tonnage (pression) incorrect.
Vérification : La pression de pliage programmée est trop élevée pour le matériau ou la capacité de la machine. Revoyez le réglage de pression et réduisez-le dans le programme.
C2 : Mauvais choix de matrice.
Vérification : L’utilisation d’une matrice en V trop petite pour l’épaisseur du matériau exige une force excessive. Vérifiez que l’ouverture de la matrice en V est correcte pour le matériau (généralement, ouverture en V = 8 × l’épaisseur du matériau).
C3 : Pliage au-delà de la capacité de la machine.
Vérification : Vous essayez peut-être de plier un matériau trop épais ou trop long pour la capacité nominale de la machine.
5. Angle de pliage incohérent
Symptômes de panne :
L’angle de pliage varie d’une pièce à l’autre, même avec le même programme.
Causes possibles et dépannage :
C1 : Variations du matériau.
Vérification : Des variations d’épaisseur, de dureté ou de sens du grain du matériau peuvent provoquer des différences d’angle. Vérifiez les certificats matière.
C2 : Outillage usé ou incorrect.
Vérification : Inspectez le poinçon et la matrice pour détecter toute usure ou tout dommage. Assurez-vous que les outils corrects sont utilisés pour l’angle spécifié.
C3 : Absence de compensation de bombage.
Action : Si vous pliez de longues tôles, le banc de la machine peut fléchir. Utilisez la fonction de « bombage » (manuelle ou automatique) pour compenser cette flexion. Recalibrez si nécessaire.
C4 : Système hydraulique instable.
Vérification : Un niveau d’huile hydraulique bas, une huile sale ou une valve défectueuse peuvent provoquer une instabilité de la pression. Vérifiez le niveau et la température de l’huile.
6. La butée arrière (X, R, Z) n’atteint pas la position ou manque de précision
Symptômes de panne :
La butée arrière s’arrête au mauvais endroit ou vibre lors de l’arrêt.
Causes possibles et dépannage :
C1 : Obstruction mécanique ou désalignement.
Vérification : Recherchez des copeaux, débris ou bavures sur les rails et les vis de la butée arrière. Nettoyez et lubrifiez les guidages.
C2 : Accouplement ou courroie d’entraînement desserré(e).
Vérification : L’accouplement entre le servomoteur et la vis à billes, ou la courroie d’entraînement (le cas échéant), peut être desserré.
C3 : Jeu mécanique.
Action : Avec le temps, l’usure mécanique peut provoquer du jeu. Le contrôleur dispose souvent d’un réglage de « compensation du jeu » pouvant être ajusté par un technicien.
Schéma général de dépannage
1. Notez le message d’erreur exact affiché sur l’écran E21.
2. Consultez le manuel du fabricant de la machine. Il contient les codes d’erreur et les procédures les plus précis.
3. Effectuez une simple réinitialisation : mettez complètement la machine hors tension, attendez 10 secondes, puis rallumez-la.
4. Vérifiez les problèmes évidents : fils desserrés, disjoncteurs déclenchés, niveau d’huile hydraulique bas, bruits inhabituels.
5. Isolez le problème : déterminez s’il s’agit d’un problème de commande (contrôleur, programmation), électrique (moteur, variateur, capteur) ou mécanique (axe bloqué, outillage usé).
6. Contactez l’assistance technique : si le problème n’est pas résolu par les vérifications de base, communiquez-leur le message d’erreur exact et les étapes déjà effectuées.
Rappel : seules les personnes qualifiées doivent effectuer des réparations électriques internes.
