- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Réglage et utilisation de la presse plieuse
Réglage et utilisation de la presse plieuse


1. Réglage de la machine-outil
(1) Réglage du parallélisme entre le coulisseau et la table de travail
Si la machine-outil est à synchronisation par arbre de torsion, un boîtier à vis sans fin est installé à l’extrémité supérieure du vérin, et les vérins gauche et droit sont reliés par un arbre de synchronisation démontable, auquel s’ajoutent deux tubes hexagonaux pour relier les vérins gauche et droit. Lorsque la vis sans fin du vérin effectue un tour dans le sens horaire, le piston du vérin s’élève de 0,2 mm. Lorsque la vis sans fin tourne d’un tour dans le sens antihoraire, la tige de piston du vérin descend de 0,2 mm. En cas de pliage prolongé ou de tôle irrégulière, s’il existe une erreur de parallélisme entre le coulisseau et le plan de la table de travail, le tube hexagonal peut être retiré et la vis sans fin de n’importe quel boîtier de vis sans fin de vérin peut être réglée manuellement (l’écart de parallélisme doit être identifié avant le réglage). Une fois le réglage correct effectué, l’arbre de synchronisation est reconnecté.

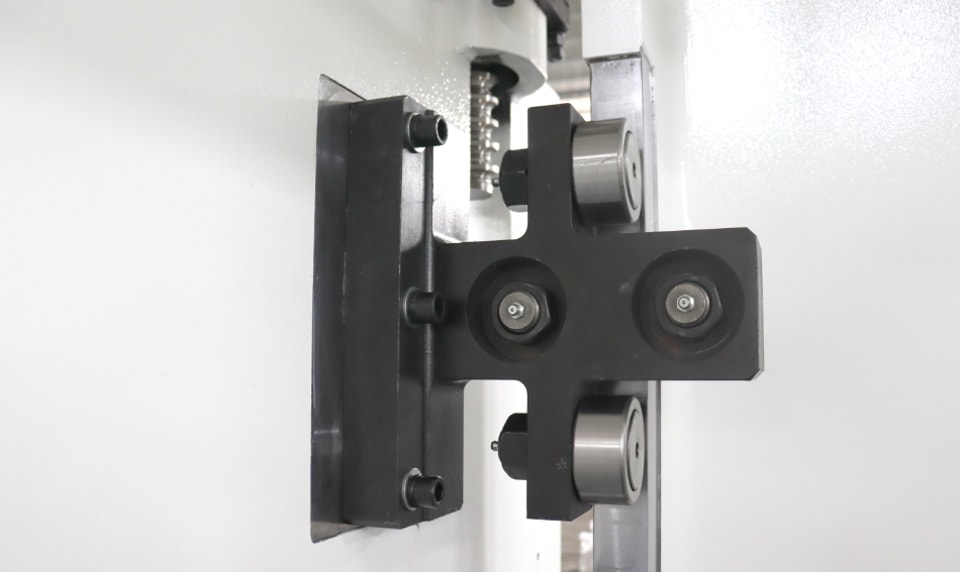
(2) Réglage du jeu du rail de guidage de la machine-outil
La machine-outil est équipée, à chaque extrémité du coulisseau, d’un siège de rail de guidage, d’un rail de guidage, d’une cale de réglage et d’une vis de réglage. Le siège du rail de guidage est fixé sur le coulisseau, et le rail de guidage est relié au montant. Lorsque la machine-outil est fréquemment utilisée, l’espace entre le siège du rail de guidage et le rail de guidage augmente. Veuillez utiliser une clé pour régler les vis, mais ne les serrez pas trop afin d’éviter d’endommager le siège du rail de guidage et le rail de guidage.
(3) Réglage de la pression de la machine-outil
Les machines-outils ordinaires sont équipées d’un tableau de pression de pliage installé sur le côté droit du montant de la machine. Lors du pliage, veuillez vous référer au tableau pour choisir l’ouverture de la matrice et régler la pression (la pression maximale de la machine-outil est de 25 MPa, et la pression nominale est de 31,5 MPa). S’il s’agit d’une machine CNC 51, le système CNC peut calculer automatiquement la pression de pliage et la position du point mort bas en fonction de la forme réelle de la pièce. En théorie, aucun calcul ni réglage manuel ne sont nécessaires. Cependant, comme de nombreux facteurs influencent la précision du pliage, chaque lot d’angles de pliage doit être débogué à plusieurs reprises par le programme jusqu’à obtenir la position du point mort bas et répondre aux exigences de pliage.

(4) Moules et brides de la machine-outil
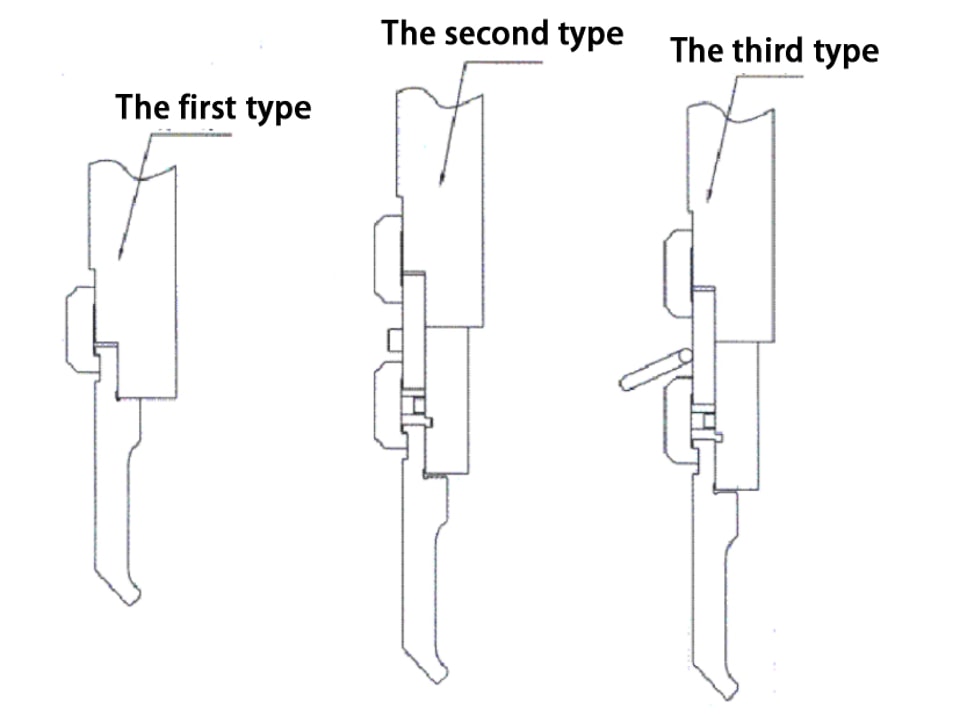
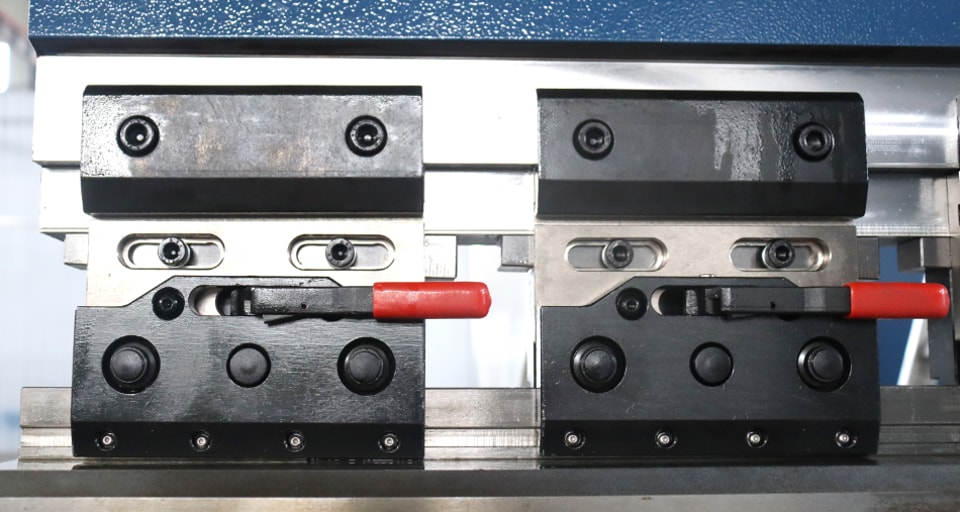
La presse plieuse de notre société peut être équipée de moules standard supérieurs et inférieurs selon les besoins de l’utilisateur et la situation réelle de la machine-outil. Le poinçon supérieur est équipé d’un système de serrage, qui se présente sous trois formes : la première est une configuration de poinçon supérieur à liaison directe, avec une structure simple et un faible coût. Elle repose sur le réglage de la compensation de flèche de la traverse inférieure pour répondre aux exigences de pliage. Lors de l’installation, elle serre directement le poinçon supérieur et le relie au coulisseau ; la deuxième est une configuration de poinçon supérieur avec serrage à compensation par cale inclinée ordinaire ; la troisième est une configuration de poinçon supérieur avec compensation par cale inclinée et serrage rapide. (Comme indiqué sur la figure)

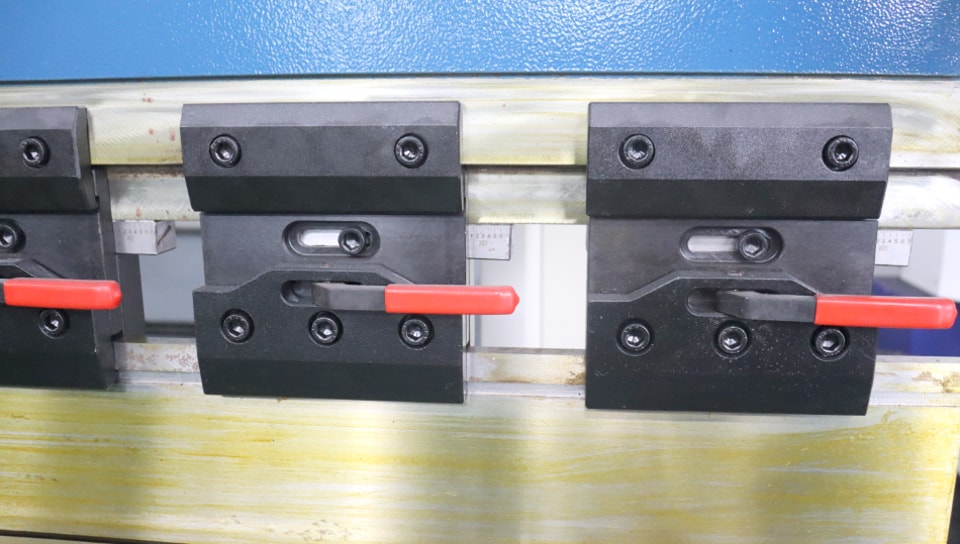
(5) La structure de configuration du serrage présente les caractéristiques suivantes :
a. Lors de l’installation du poinçon supérieur avec serrage ordinaire, veillez à prévenir tout glissement du poinçon supérieur afin d’éviter les blessures.
b. Le type à cale inclinée avec serrage ordinaire et le type à cale inclinée avec serrage rapide permettent d’ajuster la quantité de compensation du poinçon supérieur et du poinçon inférieur non parallèles afin d’obtenir l’effet optimal de base de l’angle de pliage.
- Préparation avant l’essai :
(1) Se familiariser avec le contenu du manuel, comprendre la structure de la transmission, le mode de fonctionnement et les précautions de sécurité et d’entretien de la machine-outil.
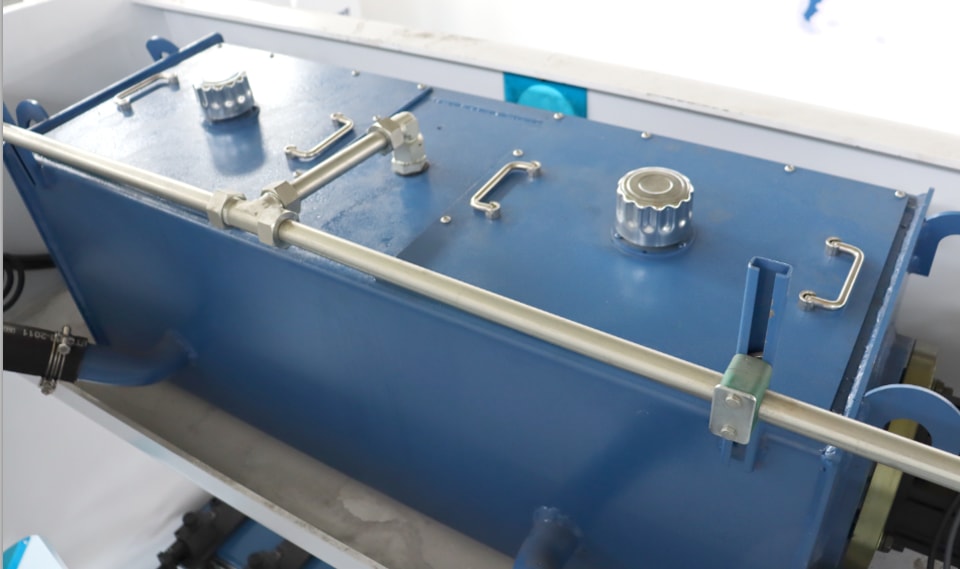
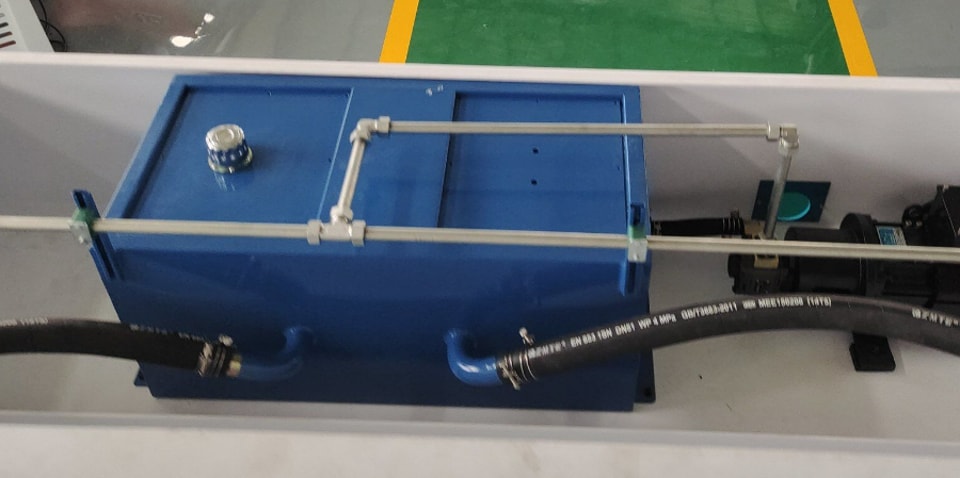
(2) Nettoyez le réservoir d’huile avant le remplissage. Aucune impureté n’est autorisée dans le réservoir. Lors du remplissage, dévissez l’écrou du filtre à air sur le couvercle du réservoir d’huile et injectez de l’huile hydraulique neuve filtrée (voir la jauge d’huile) (la précision de filtration du dispositif de remplissage ne doit pas être inférieure à 5 µm) jusqu’à ce que le niveau d’huile atteigne plus des quatre cinquièmes de la position indiquée par la jauge hydraulique. L’huile hydraulique Mobil AFT-25 peut être utilisée pour de meilleurs résultats. En hiver, lorsque la température est basse (environ 5 °C), il est recommandé d’utiliser l’huile hydraulique antigel YB-N32.
Afin de garantir la durée de service à long terme des composants électriques et hydrauliques, les exigences suivantes sont imposées à l’environnement d’utilisation et de stockage :
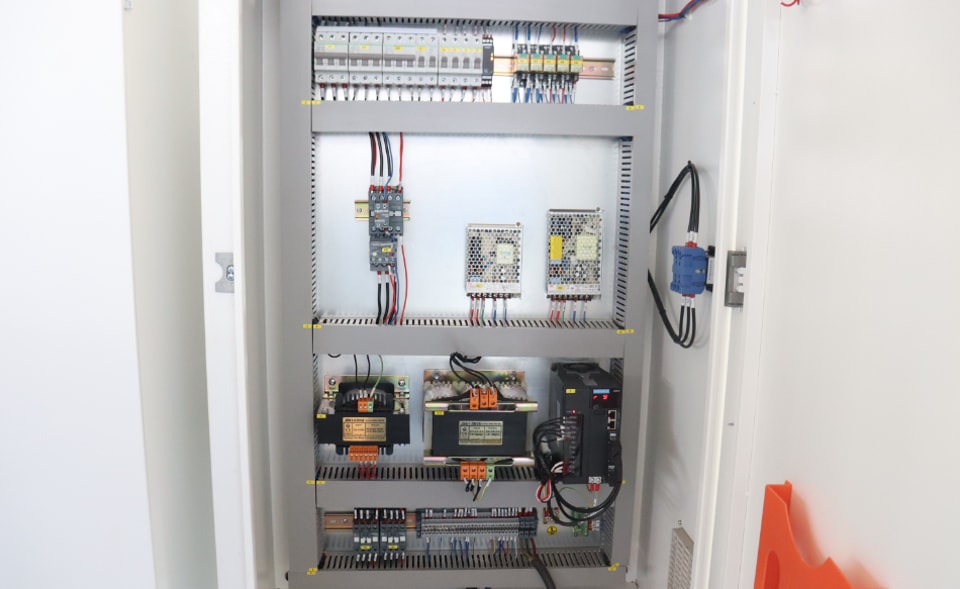
Il est généralement recommandé de ne pas faire fonctionner la machine-outil à basse température (inférieure à -5 °C). Si son utilisation est indispensable, la machine doit fonctionner à vide pendant un certain temps. Si nécessaire, un réchauffeur de cylindre peut être installé dans le circuit. La température requise pour l’utilisation du coffret électrique ne doit pas être inférieure à 5 °C. Si elle est inférieure à 5 °C, le coffret électrique doit rester sous tension afin que les composants électriques et les circuits soient dans un environnement à température normale. La température maximale ne doit pas dépasser 50 °C. Dans des conditions de travail normales, la température de l’huile ne doit pas dépasser 70 °C. Sinon, un refroidisseur doit être installé selon la situation réelle, avec une plage d’humidité relative de 20 % à 75 %.
(3) Ajoutez de la graisse aux pièces mobiles conformément à l’étiquette de lubrification (on installe généralement une bague ou un graisseur sur la partie à lubrifier).
(4) Mettez sous tension (ne démarrez pas d’abord le moteur de la pompe à huile) et vérifiez si les vannes hydrauliques et les composants électriques associés fonctionnent correctement conformément aux différentes spécifications de procédé et aux méthodes d’utilisation correspondantes.
- Essai et fonctionnement de la machine-outil
(1) Essai à vide du coulisseau
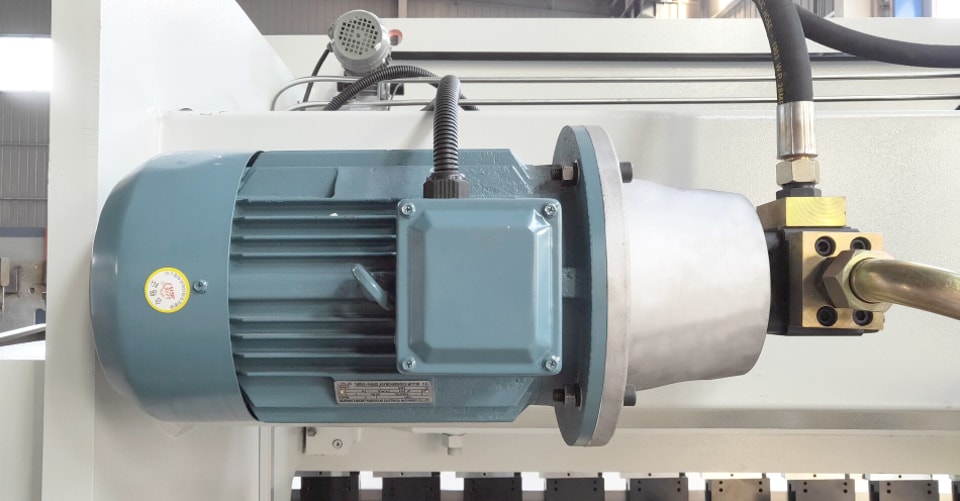
Après la mise sous tension, démarrez le moteur de la pompe à huile et vérifiez si le sens de rotation est correct. Sinon, échangez deux des câbles d’alimentation : une fois que le coulisseau fonctionne normalement en mode jog, faites-le se déplacer en continu dans la plage de course spécifiée, puis utilisez la pédale pour une opération unique.
(2) Déplacement de la butée arrière
a. Pour les machines-outils ordinaires, après que le coulisseau de la machine se soit déplacé conformément aux règlements, appuyez sur les deux boutons de la surface de commande pour contrôler l’avant et l’arrière de la butée arrière et assurez-vous que l’affichage numérique correspond à la dimension réelle de pliage. En cas d’écart, il peut être ajusté en actionnant le volant installé à l’avant de l’établi afin de rendre l’affichage numérique cohérent avec la valeur réelle (comme la vis est une vis ordinaire, il est nécessaire de vérifier fréquemment si la distance réelle entre la butée et le centre du moule correspond à l’affichage numérique).

b. Pendant l’essai en charge, sélectionnez l’ouverture de la rainure en V conformément au mode d’emploi et pliez la tôle, en augmentant progressivement la charge jusqu’à la pleine charge.
4. Vérification avant utilisation
Avant d’utiliser la machine, injectez d’abord de l’huile hydraulique dans le réservoir et observez le repère d’huile. L’huile hydraulique doit occuper plus des quatre cinquièmes de l’espace du repère d’huile.
Remplissez tous les points de lubrification avec la graisse ou l’huile lubrifiante correspondante ; voir la lubrification de la machine pour plus de détails.
Vérifiez si l’axe central du poinçon supérieur coïncide symétriquement avec le centre du poinçon inférieur. Si ce n’est pas le cas, voir le réglage de la machine pour plus de détails.
Déterminez l’épaisseur de la tôle à plier et l’ouverture du poinçon inférieur. En général, l’ouverture du poinçon inférieur est choisie à huit ou dix fois l’épaisseur de la tôle à plier.

5. Utilisation de la machine
Avant d’utiliser la machine, il faut remplir l’huile hydraulique et lubrifier tous les points de lubrification. L’huile hydraulique doit être remplacée tous les six mois à un an, selon les conditions d’utilisation. Lors de l’utilisation de la machine, vous devez d’abord vérifier ses mouvements en mode impulsion, puis effectuer des mouvements simples et continus. Lorsque toutes les pièces de la machine ont été vérifiées et sont normales, vous pouvez effectuer les opérations suivantes :
(1) Calculer ou vérifier le tableau afin de confirmer la tonnage de pliage et la largeur d’ouverture de la matrice inférieure.
(2) Aligner la position centrale des matrices supérieure et inférieure.
(3) Déterminer la position de la butée avant (arrière).
(4) Régler le module de course pour le calibrage et déterminer la limite supérieure ainsi que le point de changement de vitesse rapide/lente.
(5) Déterminer le mode de fonctionnement. (En général, impulsion et simple).
(6) Tester la pression sur la pièce, régler la position du point mort inférieur et la cale de la matrice supérieure afin que l’angle de pliage réponde aux exigences de précision.
