- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Notions de base sur les moules de pliage
Notions de base sur les moules de pliage

1.Poinçon supérieur de pliage
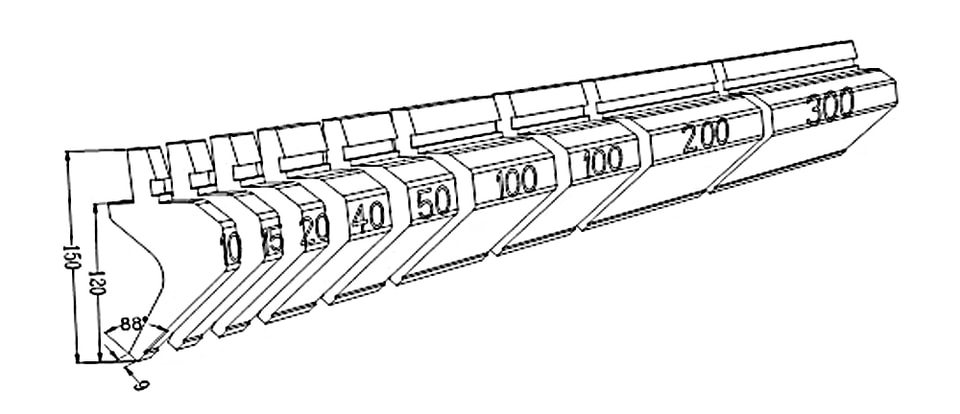
Le poinçon supérieur est également appelé lame de pliage. Il se divise en deux types : monobloc et segmenté. La longueur du poinçon supérieur monobloc est de 415 mm et 835 mm. La longueur du type segmenté est de 10, 15, 20, 40, 50, 100 (oreille gauche), 100 (oreille droite), 200, 300 mm ; le poinçon segmenté peut être combiné pour obtenir différentes longueurs de pliage.
Le poinçon supérieur se divise en quatre types : couteau droit, couteau courbe, couteau en arc et couteau spécial.
(1) Types et caractéristiques de traitement des couteaux droits
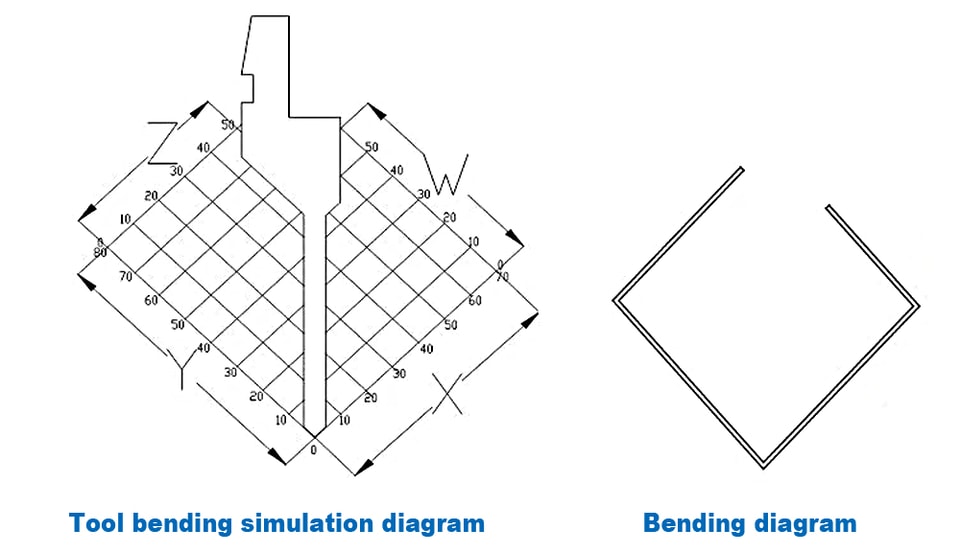
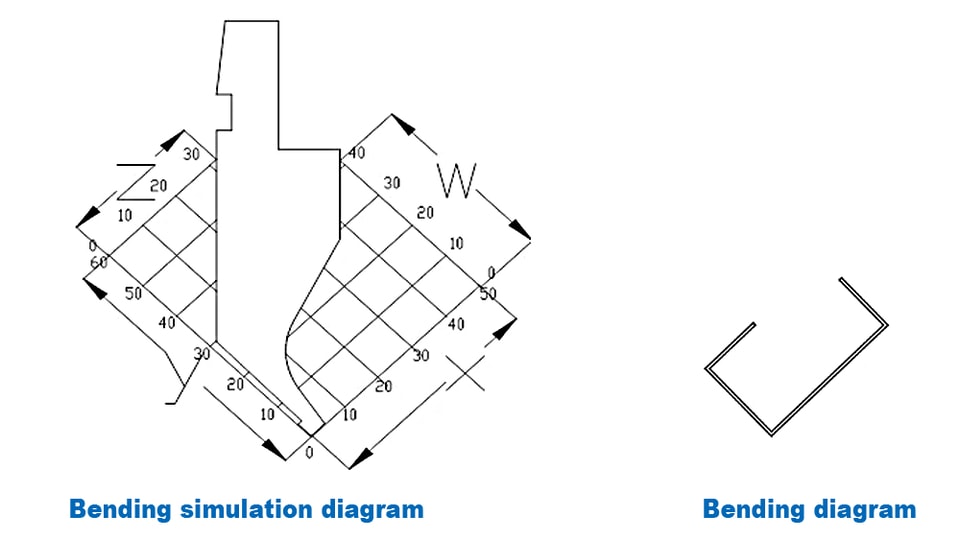
Convient au pliage de produits symétriques ; les directions avant et arrière peuvent être évitées. L’épaisseur de l’outil est de 6 mm, ce qui permet une ouverture de pliage aussi petite que 6 mm.
D’après le schéma de simulation du pliage avec l’outil, on peut voir que les directions avant et arrière de l’outil peuvent être évitées, mais que les longueurs de Z et W sont inférieures à celles de X et Y. L’angle de pointe de cet outil est de 88 degrés et le rayon R de la pointe est de 0,2. En outre, des outils avec des angles de pointe de 30 et 45 degrés sont couramment utilisés.
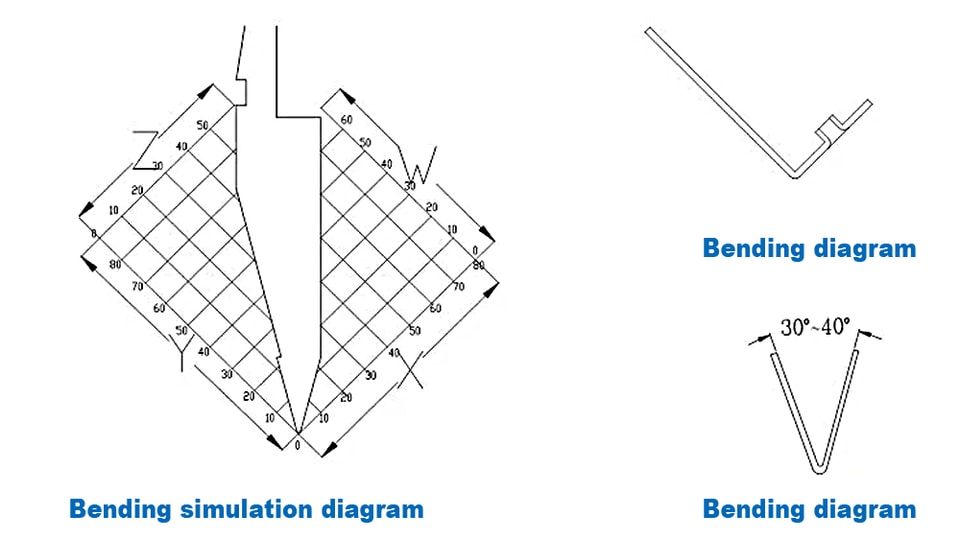
L’angle de pointe est de 30 degrés et le rayon R de la pointe est de 0,67, de sorte que l’angle de pliage peut aller de 30 à 180 degrés. Le petit angle de pointe de l’outil peut être utilisé pour éviter les trous de bourgeon ou les écrous, etc. Il peut également être utilisé comme matrice à insertion profonde, et l’outil peut éviter l’avant et l’arrière.
(2) Types et caractéristiques de traitement des couteaux courbes
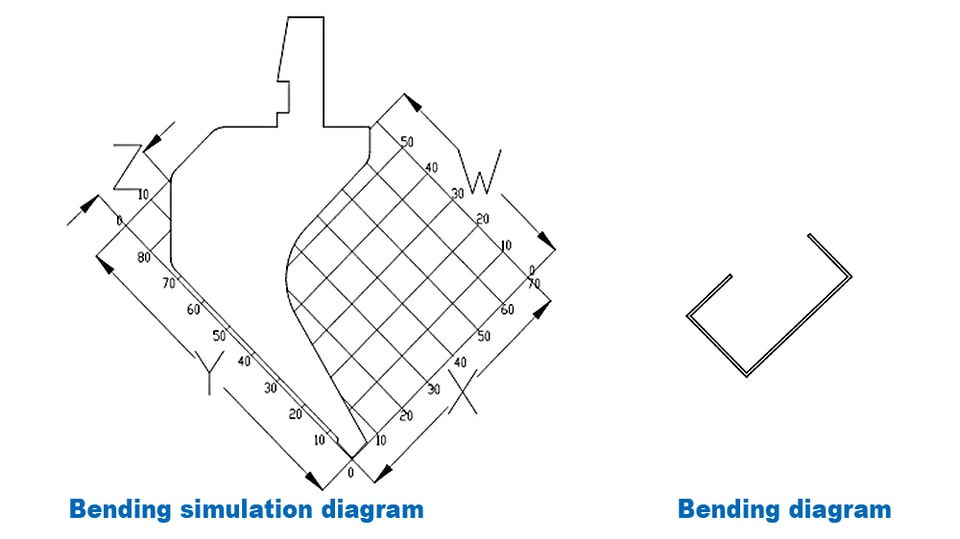
Pendant le processus de pliage, l’outil utilise principalement l’évitement dans la direction W. Lorsque X>15 mm, l’effet d’évitement devient de plus en plus faible. Lorsque Y>30, la condition de pliage est remplie ; sinon, il heurtera l’arrière du couteau. Ce type d’outil est communément appelé petit couteau courbe.
Pendant le processus de pliage, l’outil utilise principalement l’évitement dans la direction W. Lorsque X>25 mm, l’effet d’évitement devient de plus en plus faible. Lorsque Y>75, la condition de pliage est remplie ; sinon, il heurtera l’arrière du couteau. Ce type d’outil est communément appelé grand couteau courbe.
(3) Types et caractéristiques de traitement des couteaux en arc
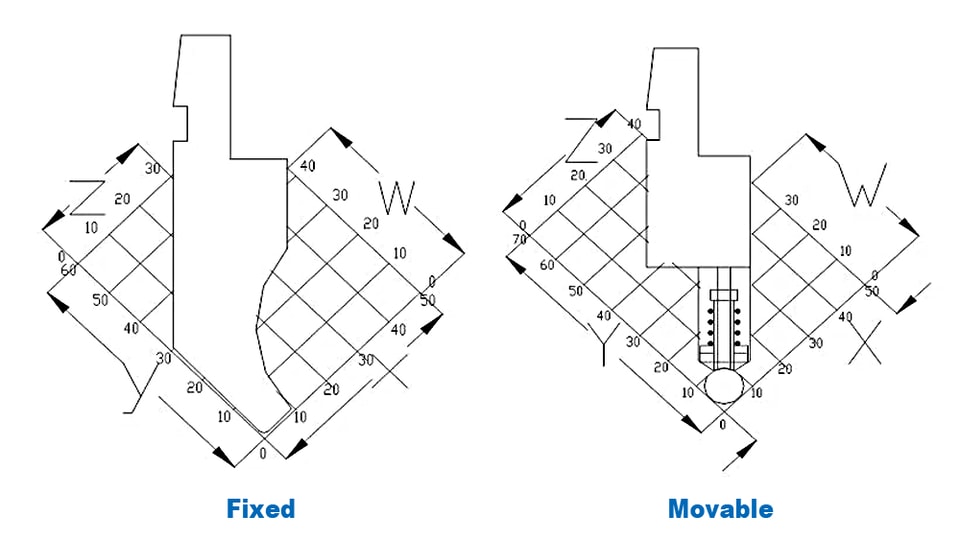
Les couteaux en arc se divisent en types fixes et mobiles. Ils répondent à différentes conditions de pliage en arc grâce au remplacement de barres rondes. Lorsque la dimension X d’un couteau en arc fixe est >10 mm, son effet d’évitement est le même que celui d’un petit couteau courbe. Le standard général de sélection de la rainure en V de la matrice inférieure est le diamètre de l’arc plus deux épaisseurs de tôle.
(4) Types et caractéristiques de traitement des outils spéciaux
Les outils spéciaux de la presse plieuse comprennent les matrices de ressaut, les matrices de planage et certains poinçons supérieurs de pliage de forme spéciale.
a : Les matrices de ressaut existantes se divisent en deux types : 415 mm et 835 mm. Les spécifications de taille de la forme segmentée sont cohérentes avec les spécifications de segmentation de l’outil. La forme de pliage des spécifications du schéma de formage est obtenue. Cependant, lorsque l’épaisseur de la tôle est plus importante, par exemple T=2,0, compte tenu des fortes marques d’empreinte et des limites du moule lui-même, le formage devient difficile.

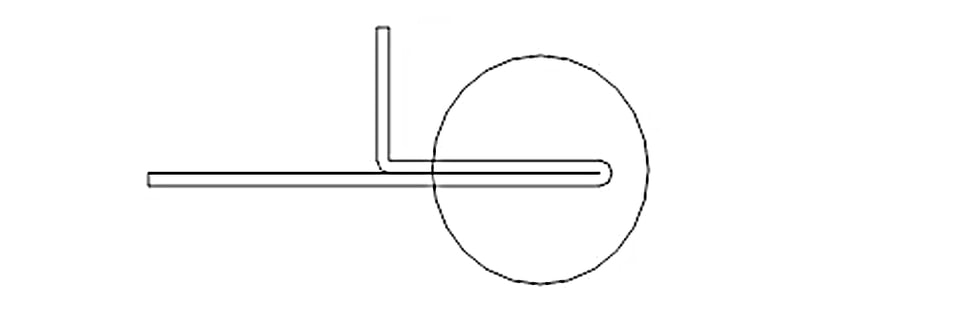
b : Le poinçon supérieur de la matrice de planage est une matrice plate, et la matrice inférieure peut être remplacée par une matrice inférieure de pliage ordinaire, en évitant toutefois la rainure en V. Elle est principalement utilisée pour des procédés tels que l’aplatissement des bords morts et le rivetage des écrous.
2. Matrice inférieure de pliage
La matrice inférieure de la presse plieuse comprend une matrice inférieure de pliage, une matrice inférieure d’insertion, une matrice inférieure de planage, etc.
(1) Matrice inférieure de pliage
Le choix de la matrice inférieure de pliage de la presse plieuse repose principalement sur l’épaisseur de la tôle du produit usiné. À l’heure actuelle, le standard de sélection de la matrice inférieure de la société Yixin est 6T, utilisé comme référence pour les opérations sur site sauf circonstances particulières. Lorsque les contraintes de fabrication imposent un usinage avec une grande rainure en V ou une petite rainure en V, le coefficient de pliage doit être ajusté en conséquence.
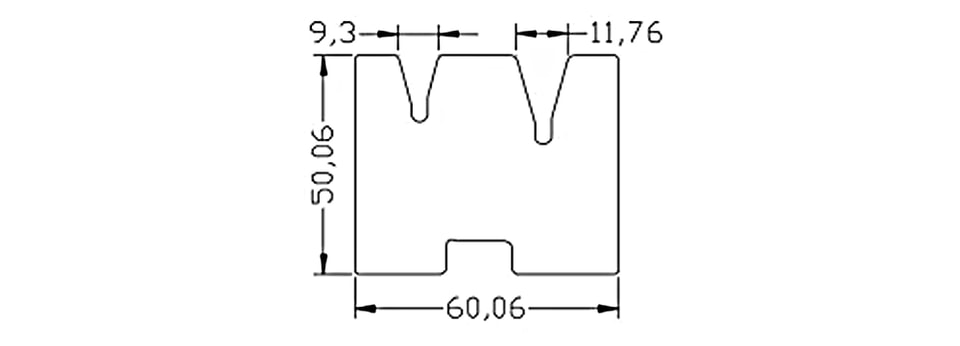
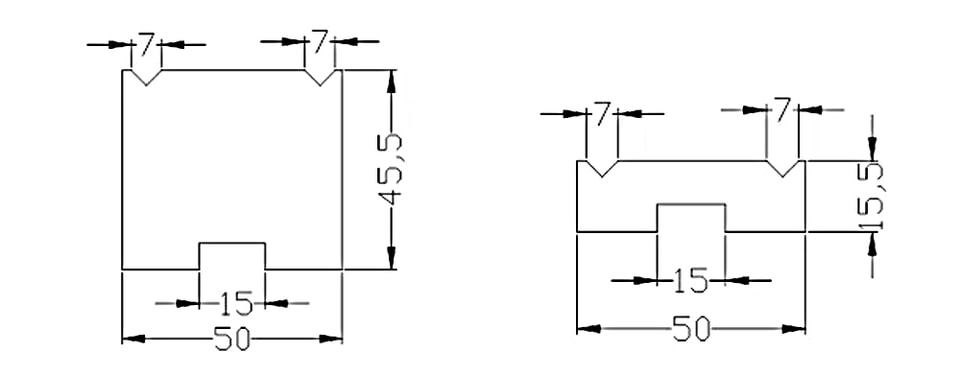
Analyse du moule : la figure montre un type de matrice inférieure. Les types de rainures en V comprennent principalement 4V, 6V, 7V, 8V, 10V, 12, 16V, 25V ainsi que certains outils spéciaux de pliage à grande rainure en V. Ce type de matrice inférieure de pliage se divise principalement en hauteurs de 46 et 26 selon la hauteur.
(2) Matrice inférieure à profondeur d’insertion
Analyse du moule : la figure montre une matrice inférieure à profondeur d’insertion. Les types de rainures en V comprennent principalement 4V, 6V, 8V, 12 ainsi que certaines matrices inférieures à profondeur d’insertion spéciales. Elle convient au pliage et à l’insertion de tout angle compris entre 30 et 180 degrés.