- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Bases des formes de pliage
Bases des formes de pliage

1. Usinage du pliage en L
La forme de base du pliage, avec un angle de pliage compris entre 30° et 180°.
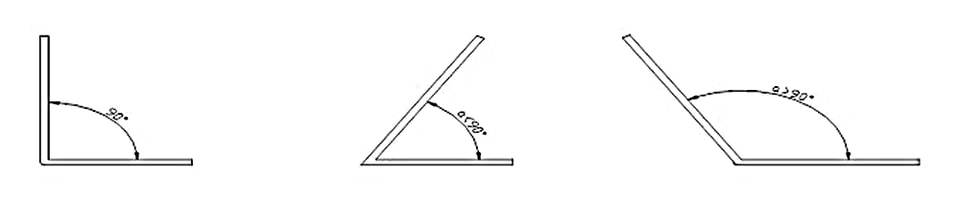
Lors du pliage d’angles vifs, il faut choisir une matrice inférieure profonde et un poinçon supérieur étroit. Pour le pliage à 90° ou à angle obtus, on peut choisir n’importe quel outillage.
- Principe de positionnement pour l’usinage du pliage en L : a : le principe de positionnement consiste à utiliser deux butées arrière (deux points) et à positionner en fonction de la forme de la pièce. b : lors du positionnement d’une butée arrière, veillez à la déflexion et assurez-vous qu’elle se trouve sur la même ligne centrale que la cote de pliage de la pièce. c : pour le pliage de petits plis, le positionnement inversé est le plus adapté. d : il est préférable de positionner dans la partie médiane et inférieure de la butée arrière (la butée arrière s’incline moins facilement lors du positionnement). e : le côté de positionnement est plus proche de la butée arrière. f : il est préférable de positionner sur le côté le plus long. g : utilisez un gabarit comme positionnement auxiliaire (positionnement et pliage de côtés biseautés et irréguliers).
(2) Précautions pour le pliage interne en L
a : Lors du pliage avec l’outil en place, la butée arrière doit être reculée afin d’éviter toute déformation de la pièce pendant le processus de pliage ;
b : Lors du pliage interne d’une grande pièce, celle-ci présente une grande dimension et une petite zone de pliage, ce qui rend difficile le recouvrement entre l’outil et la zone de pliage, entraînant des difficultés de positionnement de la pièce pliée ou son endommagement.
(3) Précautions pour le pliage externe en L
a : Lors du pliage de petites dimensions, vérifier si le poinçon supérieur et la butée arrière interfèrent entre eux ;
b : Lorsque le trou est proche de la ligne de pliage ou que la dimension du bord à plier est inférieure à la moitié de la gorge en V, attention à l’allongement dû au pliage.
(4) Méthodes spéciales de pliage pour le pliage en L
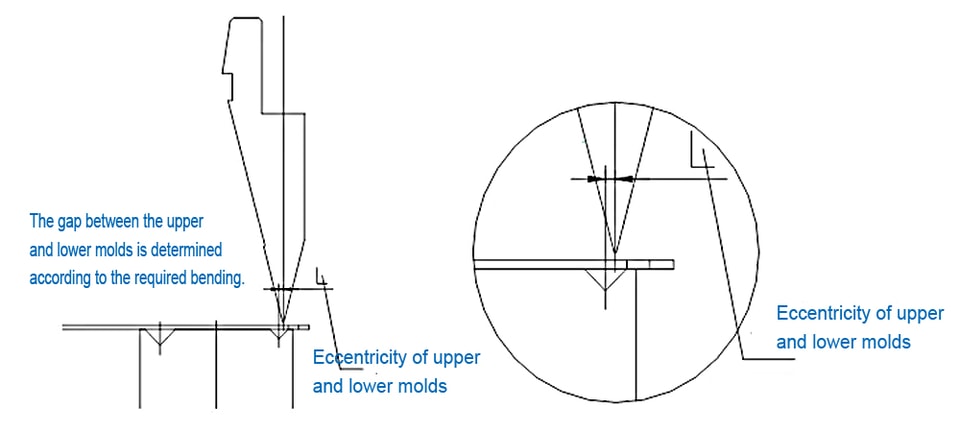
a : Méthode de pliage excentré
Le pliage excentré se distingue par le montage en positif ou en négatif de la matrice inférieure. Pendant l’usinage, la différence est réalisée selon que l’allongement se situe à l’intérieur ou à l’extérieur de la ligne de pliage. En outre, le pliage excentré est une méthode d’usinage spéciale comportant certains risques. Il n’est pas utilisé sauf en cas de circonstances particulières.
b : Pliage après écrasement
Comme le pliage excentré a un effet de cisaillement, il ne convient pas à certains produits ayant des exigences élevées en matière d’état de surface. Le moment du pliage par écrasement est le même que celui du pliage excentré. Avant le pliage, vous pouvez utiliser un outil à 88° ou une matrice spéciale de pliage par écrasement pour écraser la ligne de pliage, puis utiliser une matrice standard pour plier.

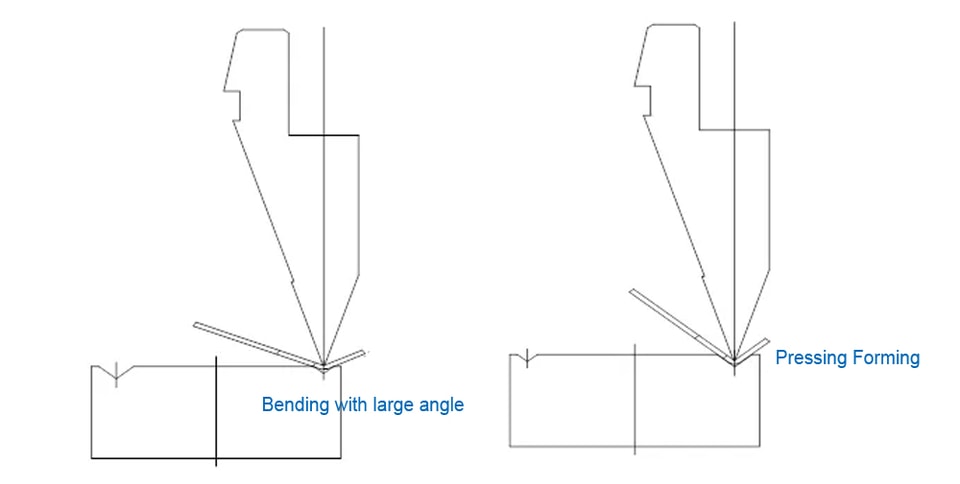
c : Pliage en V petit avec grand angle et pressage en V large
Commencez par plier avec une petite gorge en V jusqu’à un grand angle, puis poursuivez avec une matrice standard. Cette méthode permet d’éviter les petites dimensions dépliées causées par un pliage direct avec une petite gorge en V.
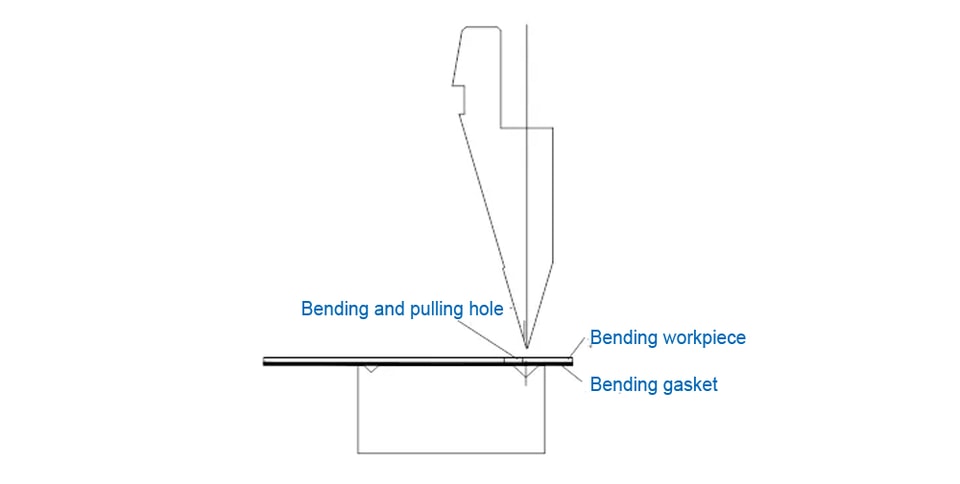
d : Pliage avec cale et matériau
Cette méthode d’usinage convient surtout aux produits dont l’aspect de la pièce doit répondre à des exigences strictes. En outre, pour des raisons de coût, elle est le plus souvent limitée à l’usinage d’échantillons.
Les quatre méthodes de traitement ci-dessus peuvent également être combinées, et l’effet de formage sera alors plus idéal.
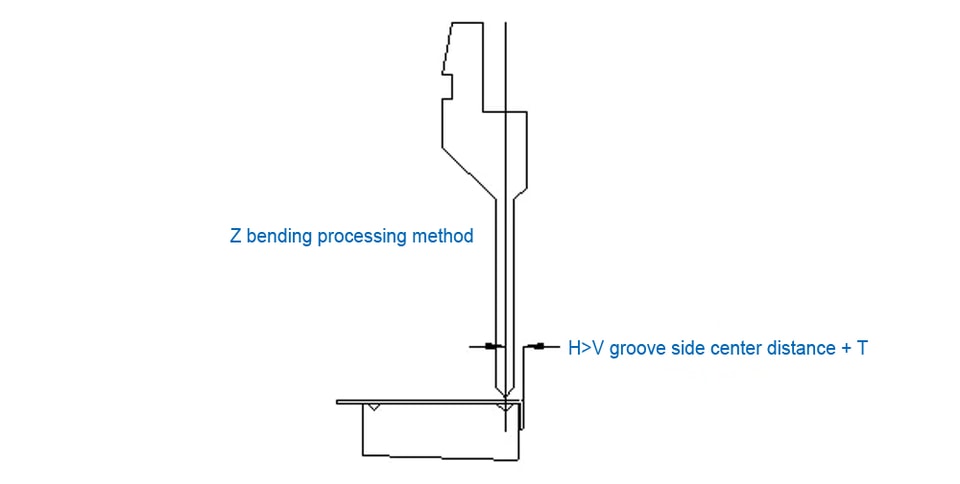
2. Usinage du pliage en Z
Tout pli formé par un retour en sens inverse puis un pli en sens direct est un pli de type Z.
Plage d’usinage du pliage standard : hauteur du pliage en Z > distance du centre du côté de la gorge en V + T.
La dimension minimale d’usinage est limitée par l’outil utilisé, et la dimension maximale d’usinage est déterminée par la forme de la machine de traitement.
(1) Étapes du traitement en Z
a : Procéder d’abord au pliage en L selon la méthode de traitement du pliage en L ;
b : Réaliser le pliage en Z avec le positionnement du pliage en L ; (ou réaliser le pliage en Z avec l’autre côté du pliage en L.)
(2) Principe de positionnement du pliage en Z
a : Condition préalable au positionnement : positionnement pratique et bonne stabilité ;
b : En général, le positionnement est le même que pour le pliage en L ;
c : La pièce et la matrice inférieure doivent être affleurantes lors du positionnement secondaire ;
(3) Précautions pour le traitement en Z
a : L’angle de traitement du pliage en L doit être bien atteint, généralement avec une exigence d’environ 89,5° à 90° ;
b : La butée arrière doit être réglée en retrait afin d’éviter la déformation de la pièce.
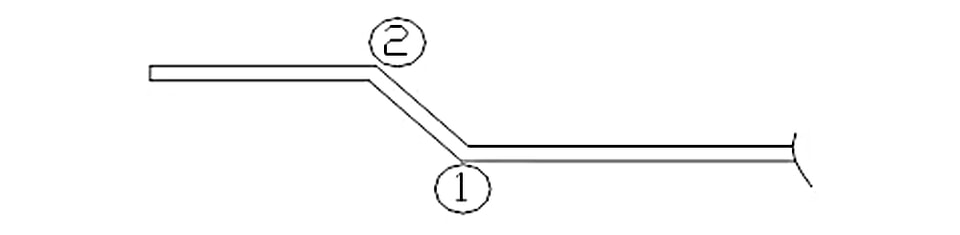
(4) Méthode générale de traitement en Z
a : L’ordre de traitement doit être envisagé comme indiqué dans la figure ci-dessous : plier d’abord 1 puis plier 2 ;
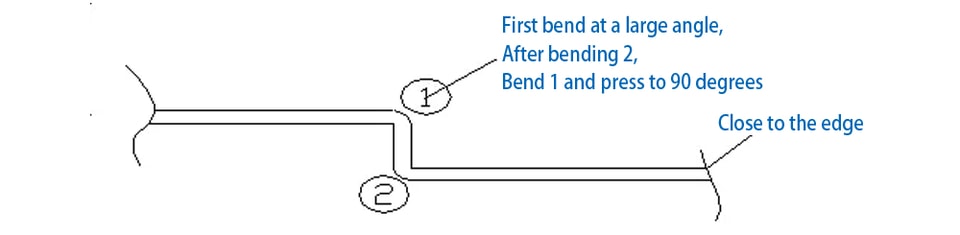
b : Autre méthode consistant à plier d’abord en L puis à réaliser le pliage en Z, et à vérifier si le traitement du pliage en Z interfère avec la machine ;
En cas d’interférence, plier d’abord 1 à grand angle, puis plier 2, puis presser 1 ;
S'il n'y a pas d'interférence, suivre la méthode générale de pliage en Z : plier d'abord 1 puis plier 2 ;
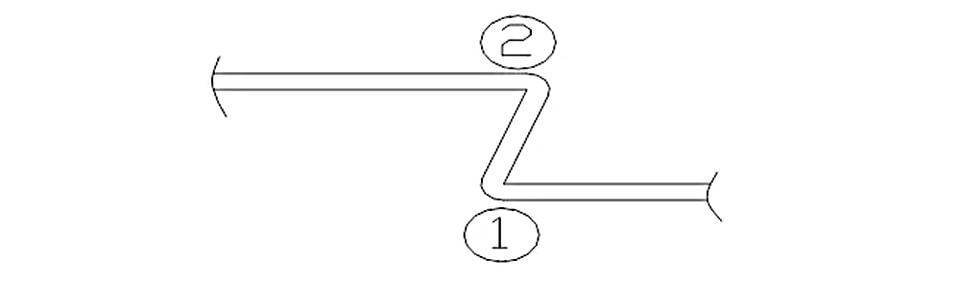
c : Deux plis en Z à angle vif ; plier d'abord à 90 degrés, puis insérer 2, et insérer 1 ;
(5) Méthodes de traitement spéciales pour le pliage en Z :
a : Usinage excentré de la matrice inférieure ;
b : Usinage avec une petite rainure en V ;
c : Plier d'abord à grand angle, puis appliquer la pression ;
d : Utiliser une matrice inférieure rectifiée ;
(6) Autres méthodes de traitement pour le pliage en Z :
a : Usinage avec une matrice à gradins :
b : Usinage avec une matrice facile :
3. Pliage en N
Le traitement continu deux fois sur la même surface de traitement s'appelle le pliage en N.

(1) Précautions générales de traitement pour le pliage en N :
a : L'angle de traitement du premier pli doit être inférieur ou égal à 90 degrés ;
b : Lors du traitement du deuxième pli, la jauge finale doit prendre la surface usinée comme surface de référence.
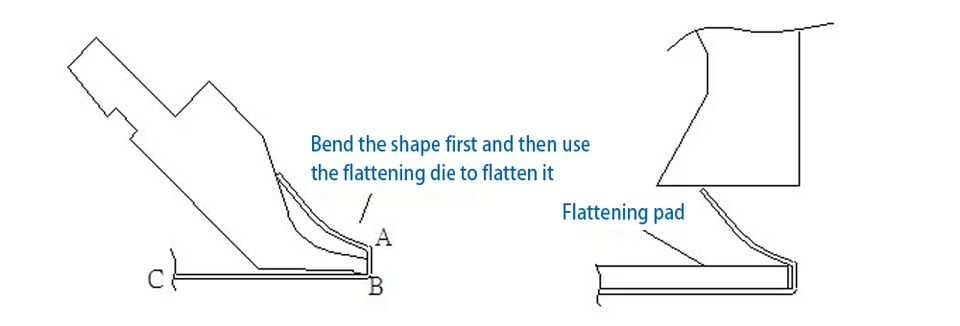
(2) Méthodes de traitement spéciales pour le pliage en N :
a : Lorsque la dimension Y du pliage en N interfère légèrement avec la matrice supérieure ==> Après le pliage en N, utiliser une matrice d'aplatissement pour la mise en forme ;
b : Lorsque la dimension Y du pliage en N interfère fortement avec la matrice supérieure ==> Après le pliage A, le plier jusqu'au point d'interférence, plier le pli B avec C comme support, puis utiliser (matrice d'aplatissement + calage) pour la mise en forme ;
c : Usiner avec un outil de réparation de matrice ;

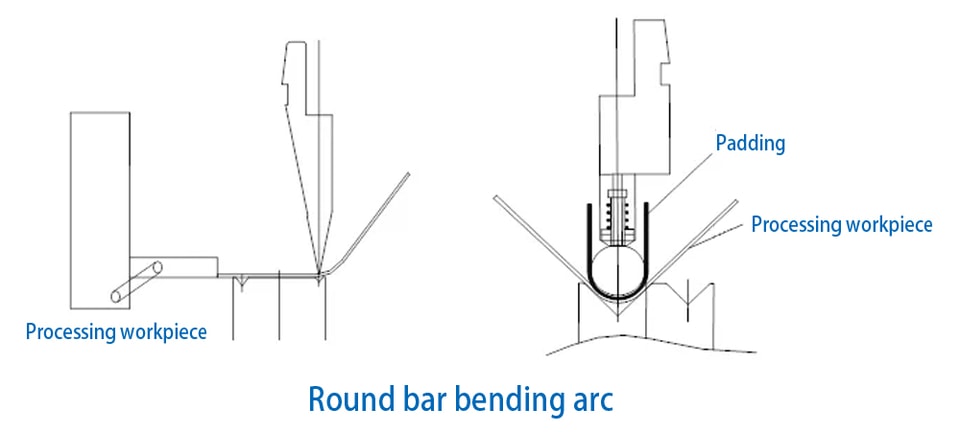
4. Usinage d'arcs
L'usinage d'arcs se divise en deux types : l'utilisation d'une matrice de pliage pour découper un cercle et l'utilisation d'un couteau à arc. Le couteau à arc se divise en deux types : type fixe et type à tige ronde.
Précautions de traitement :
a : Lors de l'utilisation d'une matrice inférieure à 90 degrés, le traitement peut ne pas être complet ; il est donc nécessaire de le pousser à la main ou de choisir une matrice inférieure à 88 degrés si les conditions le permettent ;
b : Utiliser davantage de gabarits de contrôle pour garantir les dimensions d'aspect de la pièce ;
c : Lors du traitement d'un arc à 90 degrés, choisir 2 (R+T) pour la matrice inférieure.
