- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Presse plieuse CNC avec commande CNC T8 : guide d’installation et d’utilisation
Presse plieuse CNC avec commande CNC T8 : guide d’installation et d’utilisation

1. Remplissage de l’huile hydraulique
● Choix de l’huile: Utiliser une huile hydraulique anti-usure adaptée à la température ambiante. Dans des conditions standard,huile hydraulique anti-usure 46#est recommandée.
● Volume d’huile: Remplir le réservoir à80 % à 90 % de sa capacité.

Étapes clés:
● 0:31: Raccordez l’interrupteur de pédale en alignant la baïonnette du connecteur aviation et en serrant les écrous.
● 0:53: Raccordez le câble d’alimentation en fonction de la puissance totale de la machine. Raccordez les câbles triphasés à l’interrupteur d’alimentation de l’armoire électrique.
● 1:37: Mettez l’interrupteur d’alimentation de l’armoire électrique en marche.
● 1:57: Vérifiez que tous les boutons d’arrêt d’urgence sont relâchés.
●2:07: Démarrez la pompe à huile via le bouton de l’écran, puis appuyez sur l’arrêt d’urgence. Vérifiez quele moteur principal tourne dans le sens horaire(vérifiez l’autocollant indiquant le sens de rotation du moteur).
○Si le sens est antihoraire, inversez deux fils de phase et recommencez le test.

2. Mise à niveau de la machine
3:13: Utilisez un niveau à bulle pour mesurer la précision horizontale de la table de travail. Réglez les boulons de la plaque de base (placez des plaques d’acier en dessous pour assurer la stabilité).
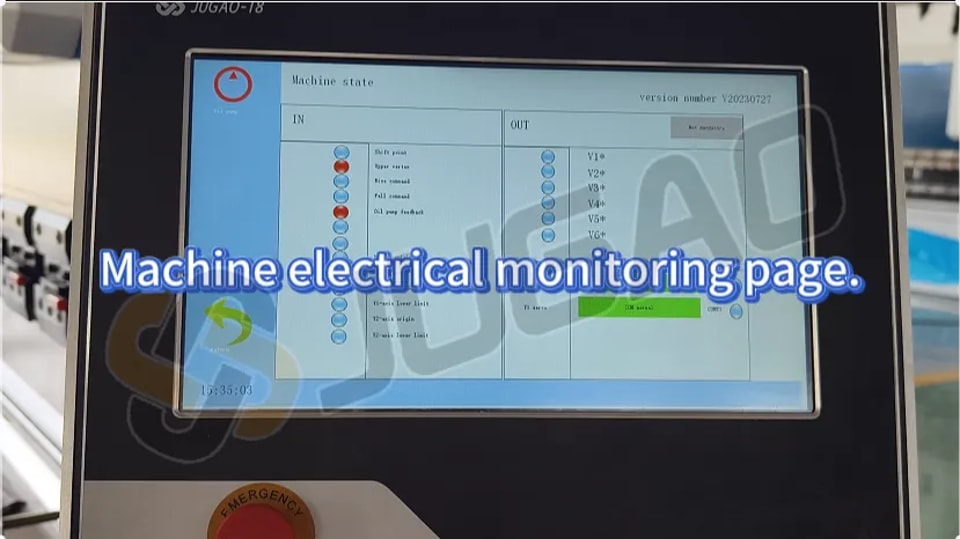
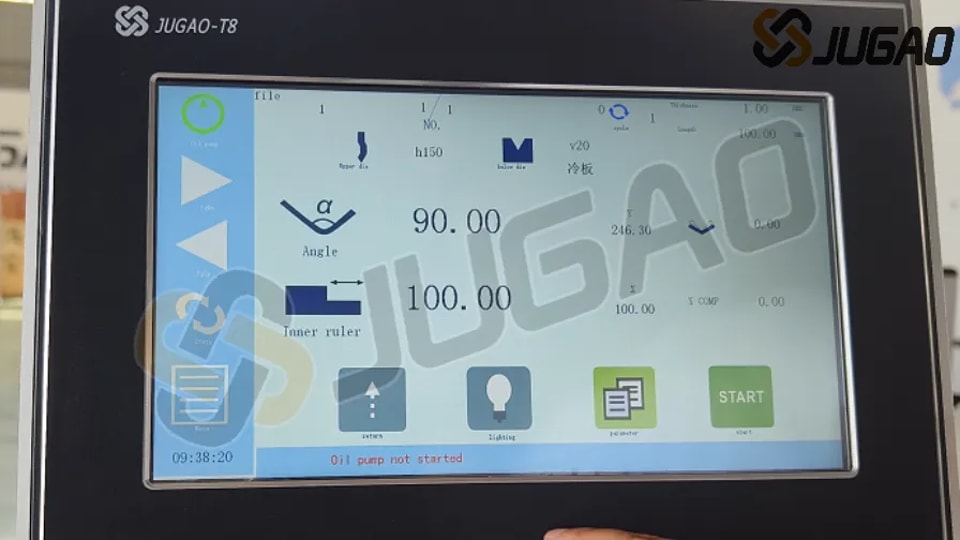
3. Fonctions de l’interface du système T8
●3:37: Commande de la pompe à huile: Maintenez pendant 3 secondes pour démarrer/arrêter le moteur.
●3:43: Sélection/édition de la matrice supérieure: Faites correspondre la bibliothèque aux outils réels.
●3:48: Édition de la rainure en V de la matrice inférieure: Saisissez les dimensions réelles de la rainure (par ex. : 8 × l’épaisseur de la tôle).
●3:55: Saisie de l’épaisseur/longueur du matériau: Saisissez les valeurs mesurées.
●4:03: Basculer l’affichage de l’angle: Passez de l’angle de pliage à la valeur de l’axe Y.
●4:07: Réglage de l’angle de pliage: Saisissez l’angle souhaité (par ex. : 90°).
●4:12: Correction d’angle: Compensez les écarts (par ex. : saisissez –1,5° pour obtenir un résultat de 91,5°).
●4:19: Commande de l’axe X (butée arrière): Réglez les positions pour les cotes intérieures/extérieures.
●4:30: Retour du coulisseau: Déplacez-le jusqu’au point mort haut.
●4:38: Exécution du programme: Appuyez sur « START » ; l’écran affiche « STOP » pendant le fonctionnement, puis « OK » une fois terminé.
●4:48: Temporisation de la pression: Réglez sur 3,0 à 5,0 s pour un pliage optimal.
Modes de fonctionnement:
1. Mode par impulsions: La pédale commande les déplacements incrémentaux.
2. Cycle unique: Effectue un cycle de pliage complet (descente rapide/lente + pression).
3. Mode continu: Pour les essais (pas pour la production).
4. Réglage de l’outillage
● 6:28: Sélection de la matrice supérieure: Mesurez et saisissez la hauteur réelle.
● 7:14: Rainure en V de la matrice inférieure:
○ Règle: Largeur de la rainure = 8 × l’épaisseur du matériau (par exemple, 8 mm pour une tôle de 1 mm).
○ Remplacement: Desserrez les vis, retournez la matrice et alignez la nouvelle rainure avec la lame supérieure.
5. Calibrage et essais
●14:15: Calibrage de l’angle:
○ Essai de pliage (par exemple, tôle en fer de 1 mm, angle cible de 90°).
○ Si l’erreur est supérieure à 5° : ajustez manuellement l’axe Y (mot de passe :0313), effectuez un réglage fin par incréments de 0,5 à 1,0.
● 15:52: Calibrage de l’axe X: Compensez les erreurs dimensionnelles mesurées.
● 17:47: Validation du programme: Vérifiez chaque pli par rapport aux plans ; enregistrez après alignement.
● 22:47: Synchronisation des angles gauche/droite:
○ Réglez l’arbre de synchronisation derrière le coulisseau (tournez de 5 tours/testez jusqu’à ce que les angles correspondent).

6. Réglage de la pression et alarmes
● 26:21: Pression du système: Réglez la vanne à distance dans le sens horaire sous pression.
● Alarmes courantes:
○ Pompe à huile non démarréeAppuyez sur le bouton de démarrage.
○Le coulisseau n’est pas en position hauteRevenez en position haute avant toute opération.
○Alarme servoVérifiez qu’il n’y a pas d’obstructions mécaniques (consultez JUGAO si le problème persiste).

Conclusion
Ce guide couvrel’installation, l’étalonnage et le dépannagede la presse plieuse CNC pilotée par T8. Pour une assistance avancée, contactezJUGAO Technical Services.
Conseil de pro: Vérifiez toujours les dimensions des outillages et les paramètres du système avant les séries de production.