- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Guide d’utilisation : configuration des constantes de programme DELEM DA-52S
Guide d’utilisation : configuration des constantes de programme DELEM DA-52S

Lorsqu’il s’agit de configurer les constantes de programme du DELEM DA-52S, il est essentiel de bien comprendre la configuration de base pour garantir des performances optimales de la presse plieuse. Si vous cherchez à paramétrer efficacement ces constantes, vous êtes au bon endroit. Dans ce guide, je vous accompagne pas à pas dans le réglage de ces paramètres essentiels afin de maximiser l’efficacité et la précision de vos opérations de pliage. Que vous soyez un opérateur expérimenté ou un débutant souhaitant perfectionner vos compétences, cet article vous apportera les connaissances nécessaires pour ajuster en toute confiance le DELEM DA-52S selon vos besoins spécifiques. En suivant les étapes décrites, vous pouvez garantir des opérations de travail des métaux précises et régulières.
Introduction
Le DELEM DA-52S est un puissant système de commande CNC qui offre des fonctions avancées pour optimiser les opérations de presse plieuse. Bien comprendre et configurer correctement ses constantes de programme est essentiel pour obtenir une précision, une efficacité et une productivité globales accrues.
 Appuyez sur cette touche pour accéder aux constantes de programme.
Appuyez sur cette touche pour accéder aux constantes de programme.
Les constantes de programme sont réparties sur plusieurs pages. Elles sont présentées dans les sections suivantes.
Générale
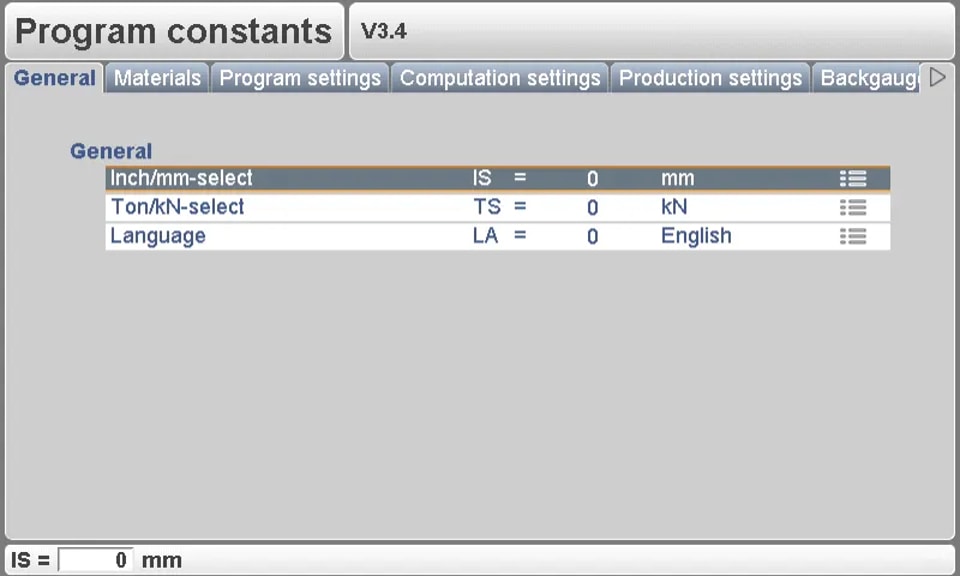
Pour exploiter pleinement les constantes de programme du DELEM DA-52S, il est crucial de comprendre les nombreux réglages qui influencent son fonctionnement. Ces constantes définissent le comportement général de la machine, les limites d’exploitation et les paramètres de l’interface utilisateur. Voici un guide simplifié pour naviguer dans ces paramètres et les régler :
Utilisez les touches fléchées gauche/droite pour parcourir les différentes pages contenant les paramètres. Pour sélectionner des paramètres individuels, utilisez les touches fléchées haut/bas. Pour certains paramètres, une valeur peut être ajustée avec la touche « constantes », indiquée par un symbole spécifique.
Constantes de programme clés
l Sélection pouces/mm (IS) :
Choisissez l’unité de mesure souhaitée.
² 1pour les dimensions en pouces
² 0pour les dimensions en millimètres
l Sélection Ton/kN (TS) :
Déterminez l’unité d’affichage des données de force.
² 1pour les tonnes
² 0pour kN
l Langue (LA) :
Définissez votre langue préférée pour l’interface utilisateur. Le DELEM DA-52S prend en charge plusieurs langues, notamment :

Ajustez ces paramètres en fonction de vos besoins opérationnels afin d’assurer un processus d’usinage fluide et précis.
Matériaux
Les paramètres matière sont essentiels pour garantir que votre DELEM DA-52S réalise des pliages précis. Une configuration correcte consiste à saisir le type de matériau, l’épaisseur et la résistance à la traction afin de permettre au système de calculer avec précision les paramètres de pliage nécessaires.
Étape 1 : Accès aux paramètres matière
Pour commencer, accédez au menu des paramètres matière sur votre DELEM DA-52S. Vous avez ici la possibilité de modifier les matériaux existants, d’en programmer de nouveaux ou de supprimer les matériaux qui ne sont plus nécessaires. Un maximum de six matériaux peut être programmé à tout moment sur le pupitre de commande.
Étape 2 : Ajustement des attributs matière
Dans cette fenêtre, vous pouvez modifier et saisir les propriétés matière essentielles à des opérations de pliage précises :
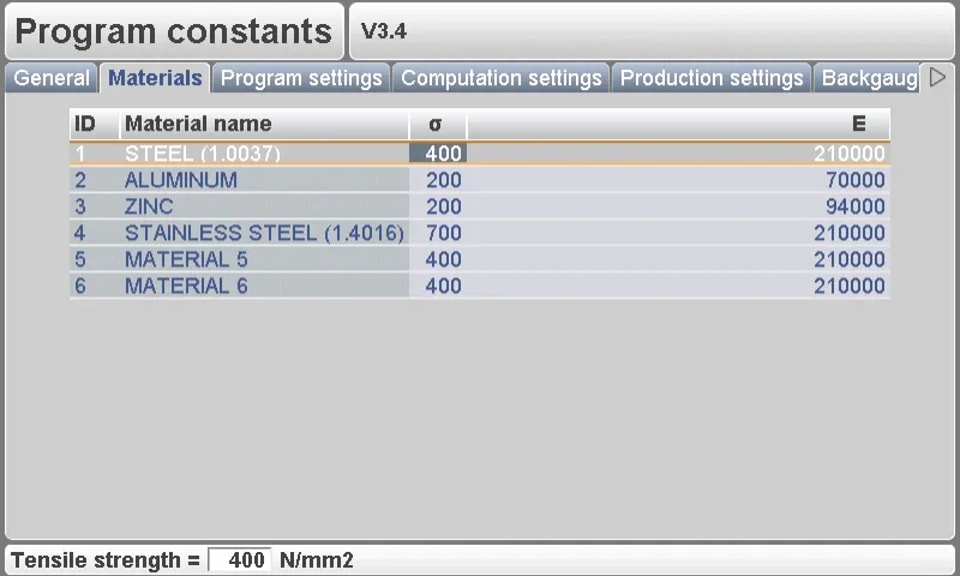
l Nom du matériau :Chaque matériau doit avoir un nom unique (jusqu’à 25 caractères) commençant par une lettre. Cela permet une identification facile lors de la programmation.
l Résistance à la traction :Saisissez la résistance à la traction du matériau. C’est essentiel pour que le DELEM DA-52S applique la force correcte lors des opérations de pliage.
l Module E :Le module E de chaque matériau doit également être spécifié afin de garantir un calcul précis des paramètres de pliage.
Les matériaux sont d’abord listés par leur numéro d’identification. Pour modifier un matériau existant, sélectionnez la ligne correspondante, modifiez les valeurs des propriétés selon les besoins, puis confirmez chaque saisie en appuyant sur la touche ENTRÉE.
Pour supprimer un matériau, placez le curseur sur la ligne du matériau et appuyez sur la touche de fonction « supprimer matériau » (S6). Pour ajouter un nouveau matériau, placez le curseur dans un espace de saisie vide et commencez à programmer les valeurs spécifiques de ce matériau.
Paramètres du programme
Les paramètres du programme dans les constantes de programme du DELEM DA-52S définissent le comportement de la presse plieuse pendant la programmation et la production, aidant les opérateurs à améliorer la précision, la régularité et l’efficacité.
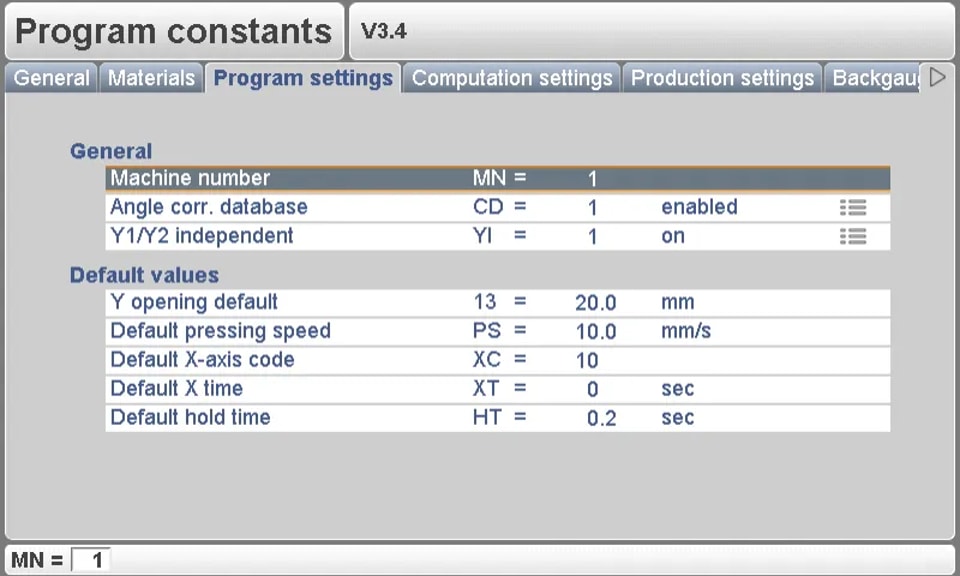
Numéro de machine (MN)
Attribuer un numéro de machine unique est essentiel lorsque plusieurs presses plieuses fonctionnent dans le même atelier. Ce numéro est enregistré dans chaque programme de pliage et dans le nom de fichier de l’outil, garantissant une association correcte avec la machine.
Fonctions clés :
l Identifie chaque machine de manière unique
l Vérifie le numéro de machine lors du chargement des programmes depuis une clé USB
l Exige une confirmation si les numéros ne correspondent pas
l La modification du numéro de machine met à jour tous les noms de fichiers d’outils et nécessite une nouvelle sauvegarde des outils
Base de données de correction d’angle (CD)
Cette option active ou désactive l’utilisation d’une base de données partagée de correction d’angle. Lorsqu’elle est activée, les corrections saisies en production sont enregistrées pour une utilisation ultérieure et proposées automatiquement pour des pliages similaires.
Le contrôleur compare ces caractéristiques de pliage :
l Matériau
l Épaisseur
l Ouverture de la matrice
l Rayon de la matrice
l Rayon du poinçon
l Angle
Des suggestions de correction ou des interpolations se produisent lorsque :
l L’angle actif se situe à moins de 10° de deux pliages connus
l Les corrections de ces pliages diffèrent de 5° au maximum
Valeurs par défaut du programme
Pour simplifier la création de nouveaux programmes de pliage, plusieurs paramètres par défaut peuvent être prédéfinis :
l Ouverture Y par défaut– Valeur d’ouverture initiale de l’axe Y
l Code par défaut de l’axe X (XC)– Code de changement d’étape par défaut (valeur d’usine : 2)
l Temps X par défaut (XT)– Temps d’attente avant le changement d’étape
l Temps de maintien par défaut (HT)– Temps de maintien à la position de pliage
Grâce à ces constantes de programme optimisées du DELEM DA-52S, les opérateurs peuvent maintenir une qualité de pliage constante tout en réduisant les réglages répétitifs.
Paramètres de calcul
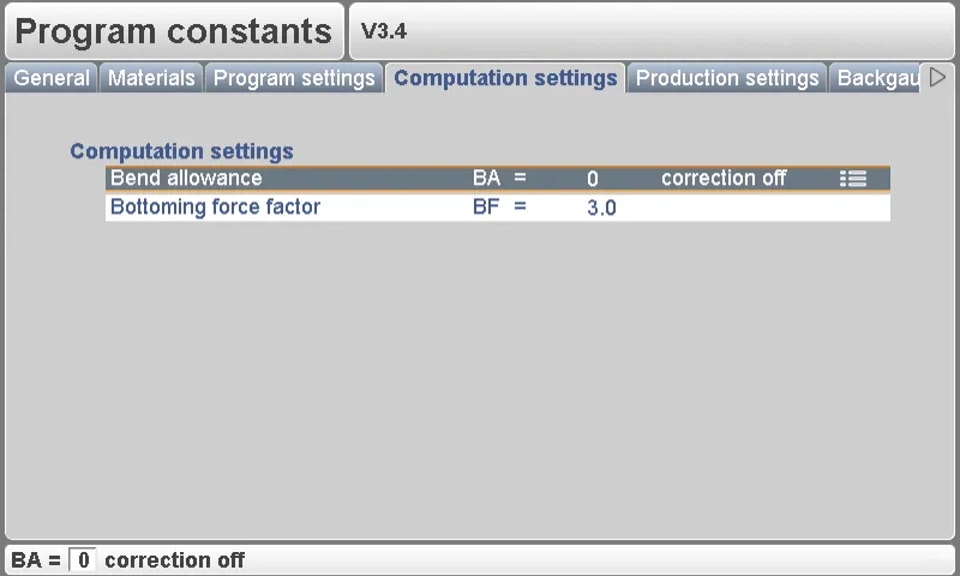
La précision des opérations de pliage complexes repose sur des paramètres de calcul efficaces sur votre DELEM DA-52S. Le calibrage des algorithmes et la mise à jour du logiciel sont essentiels.
Étape 1 : calibrer les algorithmes de calcul
Optimisez la vitesse et la précision en calibrant vos algorithmes de calcul. Concentrez-vous sur le coefficient de tolérance au pliage (BA) :
l 0 = correction désactivée
l 1 = correction activée
Ce paramètre détermine s’il faut appliquer des corrections de tolérance au pliage pendant la phase de programmation. Les corrections appliquées lors de la programmation sont calculées et enregistrées, puis peuvent être ajustées en mode production.
Étape 2 : mettre à niveau les algorithmes du logiciel
Mettez régulièrement votre logiciel à jour afin d’améliorer les performances et la précision des algorithmes. Portez une attention particulière au facteur de force de matriçage (BF), utilisé pour ajuster la pression du pliage à l’air afin d’obtenir la pression de matriçage souhaitée.
La mise en œuvre de ces paramètres garantit un fonctionnement du DELEM DA-52S avec une efficacité et une précision exceptionnelles. Pour obtenir une assistance supplémentaire, consultez notre documentation ou contactez notre équipe d’assistance.
Paramètres de production
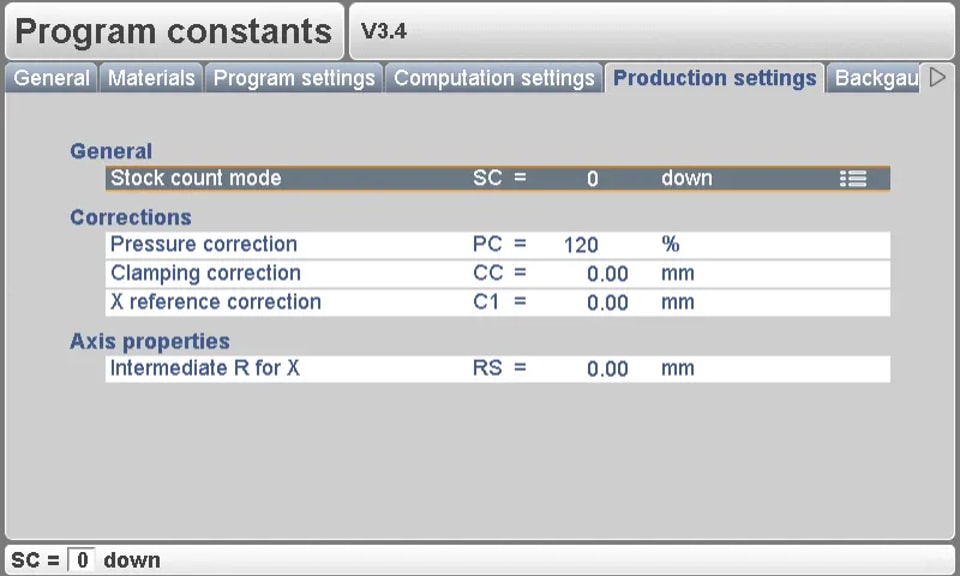
Les réglages de production du DELEM DA-52S sont essentiels pour gérer efficacement la fabrication des pièces sur une presse plieuse. Une configuration correcte optimise les performances et la qualité.
Étape 1 : définir les variables de production
Définissez des variables de production précises, comme la taille de lot et la vitesse, pour une efficacité optimale. Utilisez le mode de comptage des pièces (SC) pour compter les produits à la hausse ou à la baisse pendant la fabrication. Le comptage décroissant arrête la machine à zéro après atteinte du quota prédéfini, tandis que le comptage croissant fournit des rapports de progression continus. Ajustez la correction de pression (PC) pour contrôler la pression des valves et garantir la régularité.
Utiliserla correction de serrage (CC) pour ajuster la position de serrage de la poutre, en obtenant une prise ferme grâce au décalage du point de pincement ; les valeurs positives l’approfondissent, les valeurs négatives la relèvent. correction de référence X (C1) corrige les écarts entre les positions mécaniques et affichées de l’axe X pour plus de précision.
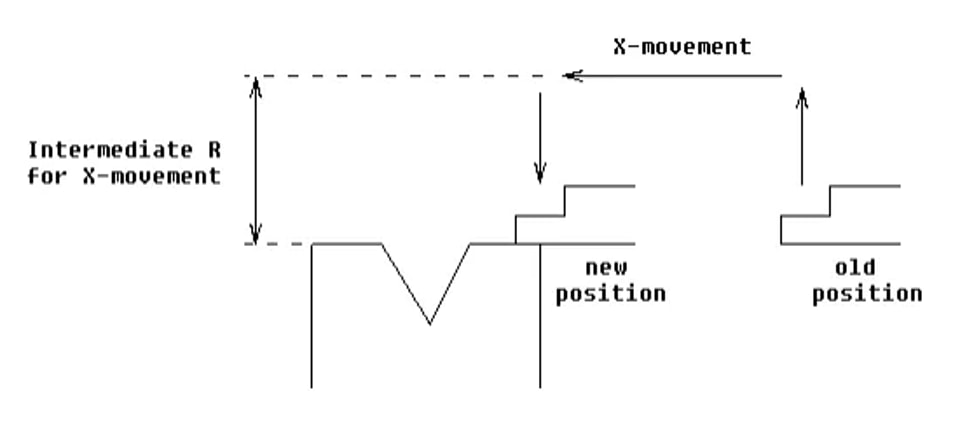
Étape 2 : surveiller la qualité de sortie
Examinez régulièrement la qualité de production et effectuez les ajustements nécessaires. R intermédiaire pour le déplacement de X (RS) évite les collisions en ajustant l’axe R pendant le déplacement de l’axe X dans la zone de sécurité, garantissant ainsi un fonctionnement fluide.
En configurant efficacement ces constantes de programme du DELEM DA-52S, vous pouvez maximiser les performances de la machine et la qualité des produits.
Dimensions de la butée arrière
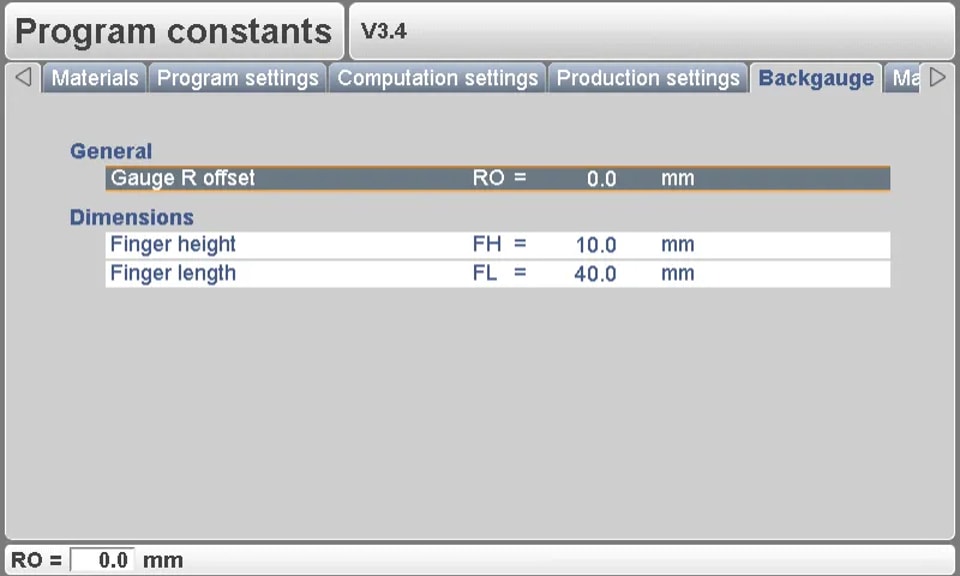
Une configuration correcte de la butée arrière est essentielle pour maintenir la précision et la répétabilité des pliages.
Étape 1 : Mesurer les dimensions de la butée arrière
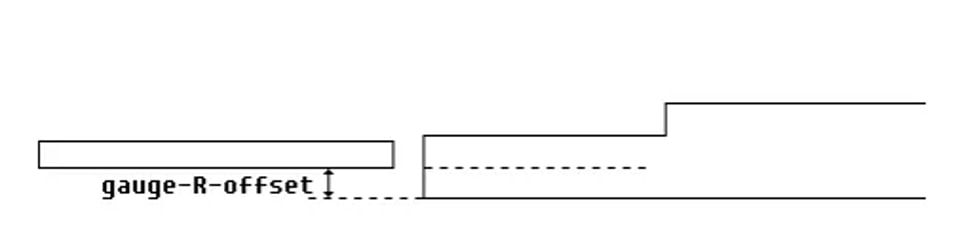
l Décalage R de la butée (RO) :Réglez le décalage de l’axe R pour les cas où l’axe X se trouve hors de la zone de sécurité de la matrice. Cet ajustement garantit des positions de butée arrière plus basses à la position 0 de la butée, pour des pliages précis.
l Hauteur des doigts (FH) :Ajustez la hauteur par défaut du niveau des doigts pour corriger l’axe R lors des situations d’appui, ce qui améliore la précision du pliage.
l Longueur des doigts (FL) :Corrigez la position de l’axe X avec la longueur du premier niveau de doigts afin de maintenir un positionnement correct pendant les opérations.
Étape 2 : Calibrer le mécanisme de butée arrière
Effectuez des calibrations de routine pour garantir que votre butée arrière conserve avec précision les positions programmées, améliorant ainsi la régularité de vos opérations de pliage.
En configurant et en calibrant soigneusement ces réglages, vous pouvez améliorer considérablement la fiabilité et les performances de votre système DELEM DA-52S.
Maintenance
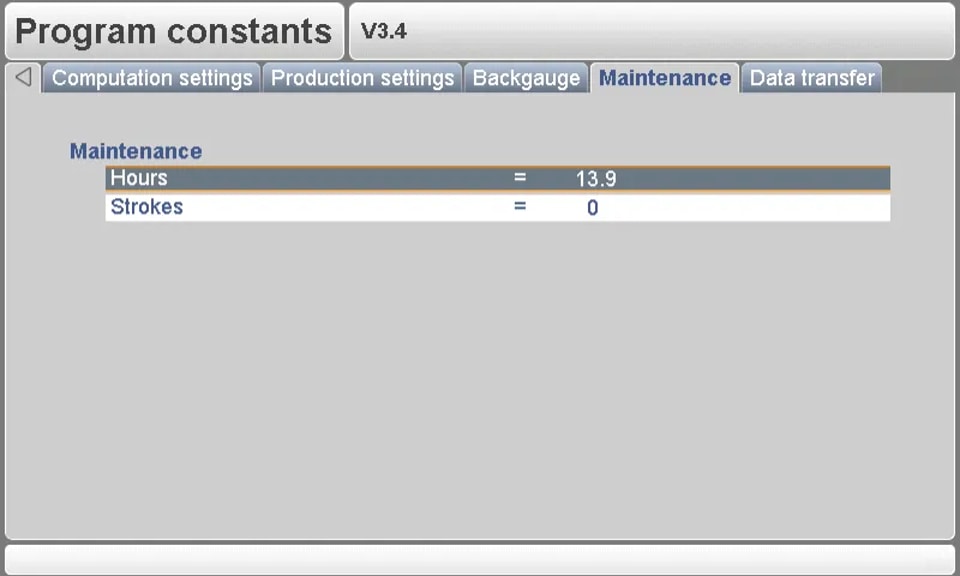
L’entretien du DELEM DA-52S garantit sa longévité et des performances optimales.
Étape 1 : Inspections régulières
l Heures de machine : Suivez les heures de fonctionnement afin de planifier l’entretien en temps voulu.
l Nombre de courses : Surveillez le nombre de courses effectuées par la poutre de presse afin de détecter rapidement d’éventuels problèmes.
Étape 2 : Protocoles de lubrification
Veillez à ce que toutes les pièces mobiles soient régulièrement lubrifiées afin de réduire les frottements et l’usure, en suivant les recommandations du fabricant concernant les types de lubrifiants et les intervalles d’application.
Transfert de données
Un transfert de données efficace et sécurisé est essentiel pour gérer les constantes de programme du DELEM DA-52S, permettant des mises à jour et un partage fluides entre les machines et les ordinateurs.
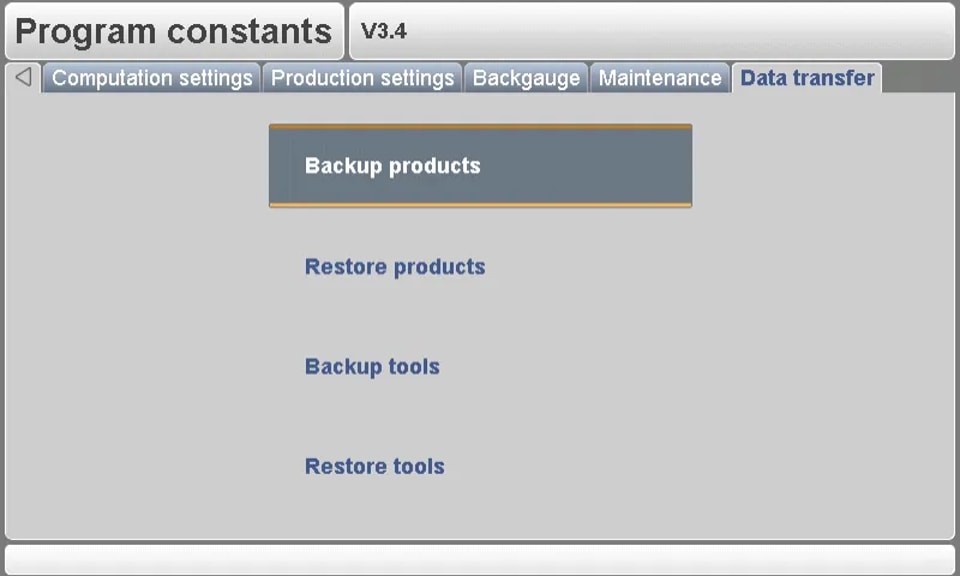
Depuis ce menu, toutes les données de programme présentes sur la commande peuvent être enregistrées sur un périphérique USB externe ou restaurées depuis un tel périphérique.
l Sauvegarde des produits : copiez tous les produits de la commande vers le disque USB. Les produits existants sur le disque USB portant le même nom sont remplacés.
l Restauration des produits : copiez tous les produits présents sur le disque USB vers la commande. Les produits existants sur la commande portant le même nom sont remplacés.
l Sauvegarde des outils : copiez tous les outils de la commande vers le disque USB. Les outils existants sur le disque USB portant le même nom sont remplacés. En plus des outils, les constantes de programme sont également enregistrées.
l Restauration des outils : copiez tous les outils présents sur le disque USB vers la commande. Les outils existants sur la commande portant le même nom sont remplacés.
Conclusion
En résumé, la configuration des constantes de programme du DELEM DA-52S implique une série d’étapes essentielles qui garantissent précision et efficacité dans vos opérations de presse plieuse. En définissant avec précision les caractéristiques des matériaux, les paramètres de programme, les paramètres de calcul et les configurations de production, vous pouvez améliorer considérablement les performances et la précision de votre machine. Une maintenance régulière et une gestion sécurisée des données contribuent également à la fiabilité à long terme et à la stabilité opérationnelle du système.
Une configuration correcte et une maintenance continue sont essentielles pour préserver les performances de votre presse plieuse équipée du DELEM DA-52S. En suivant ces recommandations et en assurant régulièrement l’entretien de votre machine, vous pouvez réduire les temps d’arrêt et améliorer l’efficacité globale de la production.
Pour obtenir une assistance plus détaillée ou pour toute demande complémentaire, nous vous invitons à contacter nos experts chez HARSLE. Vous pouvez également consulter notre section documentation pour découvrir des guides et des ressources supplémentaires et complets sur les opérations de presse plieuse.
