- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Calcul de la séquence de pliage ESA S530 : principes, fonctionnement et guide d’application
Calcul de la séquence de pliage ESA S530 : principes, fonctionnement et guide d’application

Table des matières
• Introduction
• Calcul automatique de la séquence de pliage (fonction optionnelle)
◦ Interface de calcul
◦ Résultats de l’optimisation
◦ Fonction de simulation
◦ Configuration des appuis / supports
• Calcul manuel de la séquence de pliage (fonction optionnelle)
◦ Résultats du processus d’optimisation
◦ Exécution de la simulation
◦ Configuration des appuis / supports
◦ Modification de la séquence de pliage
• Étapes de l’opération de pliage de boîtes
• Foire aux questions (FAQ)
◦ Comment l’ESA S530 améliore-t-il le processus de pliage ?
◦ Puis-je modifier manuellement la séquence de pliage dans l’ESA S530 ?
◦ Que dois-je faire si une erreur se produit pendant le calcul de la séquence de pliage de l’ESA S530 ?
• Conclusion
Introduction
Dans le domaine de la fabrication métallique, le pliage précis est un maillon essentiel pour garantir la qualité des pièces, et la fonction de calcul de séquence de pliage de l’ESA S530 est précisément la technologie clé qui permet d’atteindre cet objectif. En tant que fonctionnalité centrale du système ESA S530, elle optimise intelligemment l’ordre de pliage des tôles, réduisant les erreurs d’exploitation et les pertes de matière tout en garantissant que les pièces répondent pleinement aux spécifications de conception. Qu’il s’agisse d’améliorer l’efficacité de production ou de maintenir une qualité de traitement stable, cette fonction joue un rôle irremplaçable. Cet article analysera en détail la logique de fonctionnement, les principaux avantages et les méthodes d’utilisation pratiques du calcul de séquence de pliage ESA S530, en fournissant des conseils concrets aux débutants pour se lancer et aux opérateurs expérimentés pour optimiser les processus, afin d’aider à améliorer le niveau global des opérations de tôlerie.
Calcul automatique de la séquence de pliage (fonction optionnelle)
Le déclenchement du calcul automatique de la séquence de pliage est simple : lancez le processus depuis l’interface de dessin de la pièce et appuyez sur la touche [Calculate] pour accéder à l’interface d’exploitation. Ce mode permet d’optimiser de manière autonome la séquence de pliage grâce à la technologie de commande numérique, tout en conservant une marge de coordination avec le mode manuel afin de répondre aux besoins de différents scénarios de production.
Interface de calcul
L’interface de calcul est le « centre de planification » avant le pliage. Elle affiche non seulement en temps réel l’état de simulation pré-pliage de la pièce, mais montre aussi clairement la relation de position des composants essentiels de la cintreuse — poinçon, matrice et butée — aidant ainsi les opérateurs à appréhender à l’avance la position relative entre l’équipement et la pièce. À droite de l’interface, trois sous-fenêtres affichent de manière dynamique l’angle de rotation et le nombre de retournements de la pièce. En même temps, elle est dotée d’une fonction de « recherche de solution complète », capable de parcourir tous les chemins de pliage potentiels et de fournir un appui de données complet pour l’optimisation ultérieure.
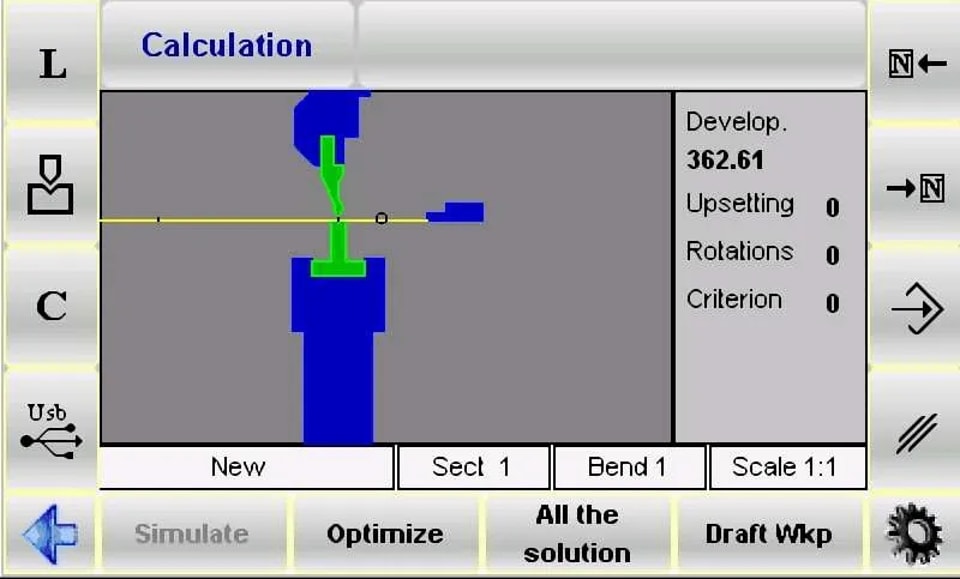
En outre, le système garantit la sécurité et l’efficacité du traitement grâce à la logique de commande numérique : il maintient toujours la plus grande surface de la tôle dans la plage contrôlable de l’opérateur afin de réduire les risques d’exploitation. Les opérateurs peuvent également ajuster les critères de calcul selon les besoins de production et passer de manière flexible entre les modes automatique et manuel afin d’améliorer encore l’adaptabilité du processus.
Logique de coordination entre les modes automatique et manuel
Le calcul de séquence de pliage de l’ESA S530 ne fonctionne pas dans un mode unique, mais permet un traitement flexible grâce à la coordination des deux modes « automatique + manuel » :
• Mode automatique: S’appuyant sur des algorithmes de commande numérique, le système réalise de manière autonome le calcul de la meilleure séquence de pliage, sans intervention manuelle. Après avoir appuyé sur la touche [Optimize], le système sélectionne automatiquement la solution offrant la plus grande efficacité et la plus faible erreur, en fonction des paramètres de la pièce (tels que le matériau, l’épaisseur, l’angle de pliage).
• Mode manuel: Les opérateurs peuvent définir de manière autonome une partie ou la totalité des étapes de pliage et effectuer des ajustements précis à l’aide de touches de fonction dédiées : la touche [Bend] sert à verrouiller l’action de pliage sélectionnée, et la touche [Turn] permet de contrôler l’angle de rotation de la pièce ; une fois les réglages personnalisés terminés, appuyez sur la touche [Optimize], et le système intégrera les paramètres définis manuellement dans le calcul automatique afin de générer une solution qui tienne compte à la fois de « l’intention opératoire » et de « l’optimisation du procédé ».
Résultats de l’optimisation
La logique de retour des résultats d’optimisation est claire, ce qui facilite des jugements et des décisions rapides de la part des opérateurs :
• Lorsque la solution n’est pas réalisable: Le système affiche une invite « NO SOLUTION », rappelant à l’opérateur de vérifier d’éventuels problèmes (tels que des angles de pliage conflictuels, des interférences entre composants, etc.) ou d’essayer d’ajuster l’ordre de pliage. S’il existe un risque de collision pour la pièce, celui-ci sera mis en évidence de manière intuitive dans la zone de collision par un changement de couleur (par exemple, un surlignage rouge).
• Autoriser les opérations spéciales: Si la collision n’est qu’une « interférence non destructive » (par exemple un contact temporaire qui n’affecte ni la pièce ni l’équipement), l’opérateur peut choisir d’ignorer l’alerte et de poursuivre le processus de pliage.
• Lorsque le schéma est réalisable: Le système affiche « Solution TROUVÉE » et propose quatre options d’exploitation principales :
a. [Stop] : Mettre en pause le processus d’optimisation afin de faciliter l’ajustement fin des paramètres du schéma actuel (par exemple, modification de l’angle de pliage, de la position du support).
b. [Continue] : Rechercher en continu d’autres schémas potentiels jusqu’à ce qu’il n’existe plus de trajectoire réalisable. Si toutes les possibilités ont été examinées et qu’aucun schéma adapté n’est trouvé, « AUCUNE SOLUTION » s’affichera finalement.
c. [Simulate] : Lancer la simulation de la séquence de pliage. Les opérateurs peuvent faire avancer le processus avec la touche [Continue] ou interrompre la simulation avec la touche [Stop] pour observer le pliage en temps réel.
d. [Accept] : Enregistrer dans le programme les paramètres de pliage calculés actuellement (tels que l’angle, la vitesse, la position du support) afin de les utiliser directement en production.
Fonction de simulation
La fonction de simulation est un « lien d’aperçu » qui garantit la précision du pliage, et les étapes d’utilisation sont intuitives et maîtrisables :
1. Appuyez sur la touche [Simulate], et l’interface affiche l’état de la pièce à plat à plier, en clarifiant la position initiale du premier pli.
2. Sélectionnez la structure de support appropriée à l’aide de la touche [Bearing/Support]. Il faut s’assurer qu’il n’existe aucun risque de collision à la position du support et que cela respecte les limites de course des axes de l’équipement (par exemple, les courses des axes X et R).
3. Appuyez sur la touche [Continue] ; le système exécute la première opération de pliage et affiche la forme de la pièce après pliage ; pour les pliages suivants, il faut répéter cette étape afin de faire progresser le processus pas à pas.
4. Si vous devez mettre en pause pour observer les détails, vous pouvez appuyer sur la touche [Stop] ; si vous devez revenir en arrière et effectuer des réglages (par exemple corriger la position du support de l’étape précédente), vous pouvez revenir à l’étape précédente via la touche [Previous].
5. Appuyez à plusieurs reprises sur la touche [Continue] jusqu’à ce que la simulation de toutes les étapes de pliage soit terminée. À ce moment-là, la touche [Simulate] s’affichera de nouveau, indiquant la fin du processus de simulation.
Configuration des appuis / supports
Le réglage du support est la clé pour éviter la déformation de la pièce et garantir la stabilité du pliage. L’opération doit suivre le processus ci-dessous :
1. Appuyez sur la touche [Simulate], et l’interface affiche pour la première fois la pièce à plat à plier, en clarifiant l’état initial de traitement.
2. Appuyez sur la touche [Bearing/Support] pour changer le type de support - vous pouvez sélectionner « Premier support », « Deuxième support » ou « Support de la pièce ». Le système évaluera automatiquement la faisabilité du déplacement du positionneur : celui-ci ne se déplacera vers la position de support cible que s’il n’existe aucun risque de collision et que les conditions de limite de l’équipement sont respectées.
3. Appuyez sur la touche [Continue] pour afficher l’état de la pièce après le premier pliage et confirmer si l’effet du support répond aux attentes.
4. Continuez d’appuyer sur la touche [Continue] pour passer au réglage du deuxième pliage, puis sélectionnez le type de support selon les besoins (le déplacement du positionneur doit toujours respecter les deux conditions suivantes : « aucune collision + conformité aux limites »).
5. Pendant le processus, vous pouvez appuyer à tout moment sur la touche [Stop] pour interrompre la simulation, ou sur la touche [Previous] pour revenir à l’étape précédente afin d’ajuster les paramètres du support.
6. Continuez la simulation jusqu’à ce que la touche [Simulate] s’affiche de nouveau, ce qui signifie que la vérification complète du réglage du support est terminée.
Il convient de noter que cette fonction se trouve dans le coin supérieur droit du programme de commande numérique, à côté de l’icône du type de pliage. Le système corrigera automatiquement l’écart de position des axes X et R ; si le programme actuel est de type « graphique », la touche [Bearing/Support] ne peut pas être utilisée en mode commande numérique, et l’ajustement du support doit être effectué en basculant vers l’interface de simulation.
Calcul manuel de la séquence de pliage (fonction optionnelle)
Le calcul manuel de la séquence de pliage convient aux scénarios nécessitant des ajustements personnalisés. Le chemin de démarrage est le même que celui du mode automatique : appuyez sur la touche [Calculate] depuis l’interface de dessin de la pièce pour y accéder. L’interface simulera en détail l’ensemble du processus de pliage, y compris la présentation visuelle des parties supérieure et inférieure de la presse plieuse, du poinçon, de la matrice, du positionneur et de la pièce avant pliage ; les trois panneaux à droite afficheront de manière dynamique le nombre de rotations et les angles de retournement de la pièce pendant le processus de calcul (pour les schémas spécifiques, veuillez vous référer à la description de l’interface dans le chapitre « Calcul automatique de la séquence de pliage »).
Recherche manuelle de la séquence de pliage
Le cœur du mode de recherche manuelle consiste à « guider manuellement le trajet de pliage », et les étapes d’utilisation sont les suivantes :
1. Utilisez les touches fléchées 
 pour parcourir toutes les étapes de pliage et localiser le niveau cible nécessitant un réglage.
pour parcourir toutes les étapes de pliage et localiser le niveau cible nécessitant un réglage.
2. Appuyez sur la touche [Bend] au niveau de pliage cible pour verrouiller de force l’action de pliage ; si vous souhaitez l’annuler, appuyez de nouveau sur la touche [Bend].
3. Appuyez sur la touche [Turn] pour ajuster l’angle de rotation de la pièce afin de garantir que le pliage suivant corresponde à la position de l’étape actuelle.
4. Après avoir terminé le réglage forcé de tous les plis nécessaires, appuyez sur la touche [Optimize]. Le système calculera le schéma final sur la base de la séquence définie manuellement, tout en tenant compte des contraintes de procédé (par exemple, absence de collision, limite de course des axes).
Résultats du processus d’optimisation
Le retour des résultats d’optimisation en mode manuel est cohérent avec celui du mode automatique, mais il met davantage l’accent sur « l’adaptabilité du réglage manuel » :
• Si la configuration de la pièce (par exemple la séquence de pliage définie manuellement) ne peut pas être traitée, le système affiche une invite « Solution forcée ». L’opérateur doit repositionner les étapes problématiques (par exemple des angles de pliage en conflit ou des positions de support incorrectes) via la fonction de recherche manuelle.
• Les risques potentiels de collision des composants de la machine seront signalés par un changement de couleur (par exemple un avertissement orange) afin d’aider les opérateurs à ajuster la séquence ou à modifier le support.
• Si la collision ne présente aucun risque de dommage (par exemple un contact temporaire entre le bord de la pièce et la matrice), le pliage peut être forcé ; si un schéma réalisable est détecté, le système affiche « Solution trouvée », et l’opérateur peut choisir [Stop] pour mettre en pause l’optimisation en vue d’un réglage, ou [Accept] pour intégrer les valeurs calculées dans le programme.
Exécution de la simulation
Le processus de simulation du mode manuel est cohérent avec celui du mode automatique. La différence essentielle est que « la simulation s’appuie sur la séquence définie manuellement » :
1. Appuyez sur la touche [Simulate] pour voir l’état de la pièce à plat à plier (l’état initial correspond au premier pli défini manuellement).
2. Appuyez sur la touche [Bearing/Support] pour sélectionner le type de support, en veillant à l’absence de collision et au respect de la limite de mouvement des axes.
3. Appuyez sur la touche [Continue] pour exécuter le premier pliage, puis répétez cette étape pour les pliages suivants ; vous pouvez appuyer sur [Stop] pour mettre en pause ou sur [Previous] pour revenir en arrière afin de vérifier la pertinence de la séquence définie manuellement.
4. Continuez la simulation jusqu’à ce que la touche [Simulate] s’affiche de nouveau. Après confirmation qu’il n’y a aucun problème dans l’ensemble du processus de pliage, celui-ci peut être utilisé en production réelle.
Configuration des appuis / supports
La configuration du support en mode manuel suit les mêmes étapes que celle du mode automatique, mais il convient de noter que « le support doit être adapté à la séquence de pliage définie manuellement » :
• Le déplacement du palpeur doit respecter deux conditions simultanées : « position de pliage définie manuellement » et « absence de collision », afin d’éviter une défaillance du support causée par un ajustement de la séquence.
• S’il est nécessaire de modifier le type de support, l’opération doit être effectuée dans l’interface de simulation (la fonction [Bearing/Support] n’est pas prise en charge pour les programmes graphiques en mode commande numérique) afin de garantir l’adéquation entre le support et les étapes de pliage.
Modification de la séquence de pliage
Même après l’optimisation de la séquence de pliage, l’ESA S530 permet encore des ajustements flexibles pour répondre aux besoins de changements de processus temporaires :
1. Utilisez les touches fléchées pour parcourir toutes les étapes de pliage et localiser le pli cible à modifier.
2. Appuyez sur la touche [Bend] pour annuler l’action de pliage, puis sélectionnez à nouveau la nouvelle séquence de pliage (ou ajustez l’angle de rotation).
3. Après avoir terminé la modification, la simulation peut être relancée afin de vérifier la faisabilité de la nouvelle séquence, garantissant ainsi la précision et l’efficacité du processus ajusté.
Étapes de l’opération de pliage de boîtes
Le pliage de caissons est un scénario typique en transformation des métaux. Le calcul de la séquence de pliage de l’ESA S530 dans ce processus doit suivre la logique d’« exécution séparée des programmes » : comme le processus de commande numérique ne peut pas dérouler directement le caisson plié en tôle plane, l’opérateur doit créer deux programmes de pliage indépendants :
• Programme 1 : utilisé pour le pliage horizontal, définissant l’angle et la position de pliage latérale du côté du caisson.
• Programme 2 : utilisé pour le pliage vertical, définissant les paramètres de pliage longitudinaux du dessus/de dessous du caisson.
En exécutant ces deux programmes successivement, on peut obtenir un formage précis du caisson. De plus, lors de l’exécution de programmes multi-sections, l’ESA S530 privilégie automatiquement la section dont la largeur de tôle est la plus faible, ce qui réduit le risque de déformation de la tôle et améliore l’efficacité du pliage.
Ajout d’une section
Pour ajouter une nouvelle section de traitement pour le pliage de caissons, suivez les étapes suivantes :
1. Appuyez sur la touche de fonction désignée (voir l’accessoire du panneau de commande de l’équipement pour l’icône) afin d’ouvrir le menu de gestion des sections.
2. Sélectionnez l’option « Changer de section » dans le menu. Le système créera automatiquement une nouvelle section, et l’opérateur pourra définir les paramètres de pliage de cette section (tels que l’angle et la position du support).
Annulation d’une section
Pour supprimer une section inutile, la procédure est la suivante :
1. Utilisez les touches fléchées pour naviguer jusqu’à la section cible et confirmer le numéro de section ainsi que ses paramètres.
2. Ouvrez le menu de gestion des sections et sélectionnez l’option « Annuler la section ».
3. Le système supprimera la section, et le programme reviendra automatiquement à l’étape « Pli 1 de la section 1 » afin d’assurer la continuité du processus suivant.
Foire aux questions (FAQ)
Comment l’ESA S530 améliore-t-il le processus de pliage ?
L’ESA S530 reconstruit le processus de pliage grâce au « calcul automatique de la séquence de pliage » : il élimine les essais et erreurs manuels répétés (par exemple, les ajustements multiples de la séquence de pliage dans les procédés traditionnels), raccourcit considérablement le temps de mise au point de l’équipement ; en même temps, le système optimise le trajet à l’aide d’algorithmes de commande numérique, réduit les erreurs d’exploitation, améliore l’efficacité globale et la précision des opérations de formage des métaux, et diminue le taux de perte de matière.
Puis-je modifier manuellement la séquence de pliage dans l’ESA S530 ?
Oui. L’ESA S530 prend en charge l’ajustement manuel de la séquence de pliage. Selon les besoins spécifiques de production (par exemple, les contraintes de forme de pièces spéciales ou les limitations temporaires de procédé de l’équipement), les opérateurs peuvent personnaliser tout ou partie des étapes de pliage via les touches [Bend] et [Turn], en conciliant « flexibilité du procédé » et « précision d’usinage ».
Que dois-je faire si une erreur se produit pendant le calcul de la séquence de pliage de l’ESA S530 ?
Si une erreur de calcul se produit, il est recommandé de résoudre le problème en suivant les étapes ci-dessous :
1. Commencez par vérifier les paramètres d’entrée : confirmez que les réglages de base, tels que le type de matériau, l’épaisseur de la tôle et l’angle de pliage, sont exacts (les erreurs de paramètres sont des causes fréquentes d’échec).
2. Si les paramètres sont corrects, consultez le manuel d’utilisation officiel de l’ESA S530 et recherchez la solution correspondant au code d’erreur dans le chapitre « Dépannage ».
3. Si le problème n’est toujours pas résolu, contactez directement l’équipe d’assistance technique, fournissez la capture d’écran du message d’erreur ainsi que les paramètres de la pièce, et obtenez une aide ciblée.
Conclusion
Maîtriser les principes et le fonctionnement du calcul de la séquence de pliage de l’ESA S530 est la condition préalable essentielle pour obtenir une haute précision et une grande efficacité dans les opérations de pliage des métaux. La logique centrale de ce procédé repose sur : garantir la qualité de formage de pièces complexes telles que les caissons grâce à la stratégie consistant à « traiter les pliages horizontaux/verticaux dans des programmes séparés » et à « exécuter en premier la section dont la largeur de tôle est la plus faible » ; parallèlement, la coordination des modes double automatique et manuel permet au système de s’adapter aussi bien à la production de masse standardisée qu’aux besoins de traitement personnalisés.
Pour exploiter pleinement les performances de la presse plieuse et assurer le bon déroulement du processus de production, il est recommandé aux opérateurs de suivre strictement les spécifications d’utilisation ci-dessus et d’ajuster les paramètres avec souplesse en fonction des caractéristiques de la pièce dans les applications pratiques. Pour toute aide supplémentaire (comme l’obtention de documents techniques plus détaillés ou des réponses à des questions de procédé spécifiques), vous pouvez contacter notre équipe à tout moment, ou visiter le site officiel pour consulter l’ensemble des ressources d’assistance liées aux opérations de pliage, afin d’aider à optimiser en continu le processus de transformation des métaux.
