- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Fonction et principe de fonctionnement des axes d’une cintreuse
Fonction et principe de fonctionnement des axes d’une cintreuse

Une presse plieuse CNC est une presse plieuse commandée par un système de commande numérique par ordinateur (CNC). Les presses plieuses CNC peuvent plier des tôles métalliques en différents profils. La précision et la cadence de pliage dépendent du système de synchronisation, du système hydraulique et de la butée arrière. Le fonctionnement de ces composants est influencé par le nombre d’axes de la presse plieuse CNC. Comprendre ces axes est essentiel pour choisir, configurer et utiliser efficacement une presse plieuse.

1. Quels axes trouve-t-on sur une presse plieuse ?
Le système CNC contrôle le mouvement des axes de la presse plieuse. Les axes de la presse plieuse sont nommés selon leur position dans le repère spatial. L’axe de la presse plieuse désigne l’élément mécanique qui commande le mouvement des différentes parties de la machine de pliage.
Ces mouvements incluent les déplacements verticaux, avant-arrière, gauche-droite, ainsi que le réglage fin de l’angle de pliage de la tôle. Le mouvement précis de l’axe garantit la position et l’angle exacts du métal dans la presse plieuse, facilitant ainsi des opérations de pliage de haute précision.
La précision requise de la pièce détermine le nombre d’axes nécessaires pour la presse plieuse. En général, une presse plieuse CNC dispose d’au moins trois ensembles d’axes commandés : les axes Y1/Y2, X et R. Ces axes servent à contrôler le mouvement de la butée arrière, de la coulisse et d’autres composants.
Les presses plieuses à axe de torsion sont utilisées pour plier des pièces simples et comportent au moins deux axes, qui servent à contrôler l’axe Y de la coulisse et l’axe X de la butée arrière. Les presses plieuses les plus simples n’ont besoin que d’un axe Y pour contrôler le mouvement vertical de la coulisse.
La précision et la répétabilité du mouvement de l’axe Y déterminent la précision de l’angle de pliage. Le système de commande utilise des axes pour contrôler le mouvement de différents composants, afin de maîtriser l’angle et les dimensions du pliage.
2. Qu’est-ce que la butée arrière d’une presse plieuse ?
La butée arrière d’une presse plieuse est un composant qui aide à positionner et à aligner la tôle avant le pliage. Elle se situe à l’arrière de l’outil de pliage et se déplace le long de l’axe X.
La butée arrière se compose d’une série de doigts et de butées qui peuvent être réglés à la position souhaitée en fonction de la longueur de pliage recherchée. Ces doigts peuvent être actionnés manuellement, électriquement ou par un système CNC.
La butée arrière est conçue pour garantir la régularité et le positionnement précis de la tôle lors du pliage. Elle permet d’obtenir des angles, des longueurs et des géométries de pliage précis en contrôlant la profondeur et la position entre la tôle et l’outil de pliage. Elle joue un rôle essentiel dans l’augmentation de la productivité, la réduction du temps de réglage de l’équipement et la garantie de la répétabilité des opérations de pliage. Elle élimine la nécessité de mesures et d’estimations manuelles, ce qui se traduit par un processus de pliage constant et efficace.
Dans les systèmes de pliage modernes, la butée arrière peut être intégrée au contrôleur de la presse plieuse pour un positionnement et une commande automatiques. Cette intégration assure une coopération fluide entre la butée arrière et les axes de la presse plieuse, ce qui contribue à réaliser des opérations de pliage précises et des plis exacts et répétables.
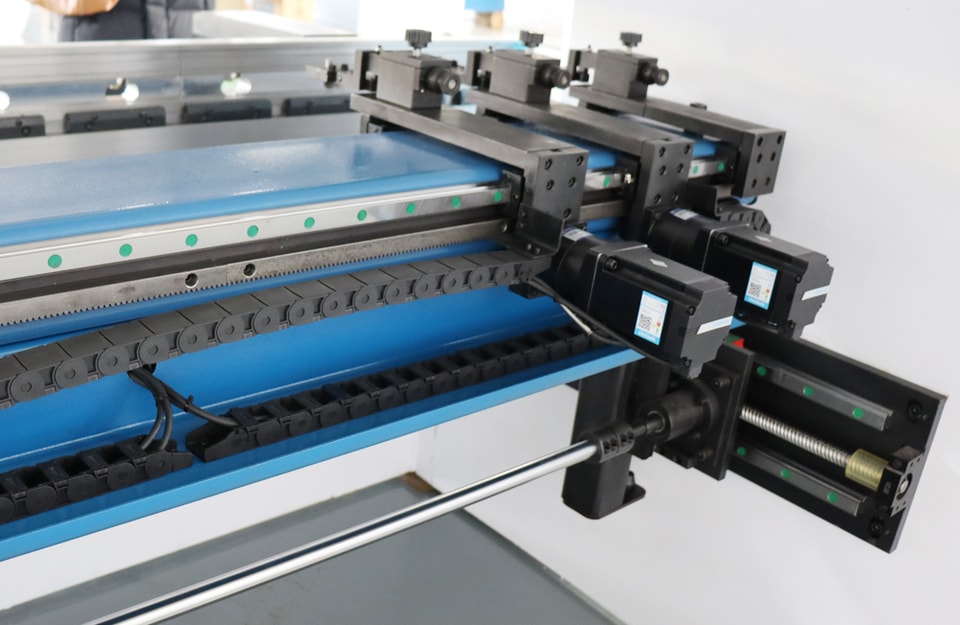
La butée arrière est commandée par le système CNC afin de positionner avec précision la tôle. En général, la butée arrière possède au moins un axe, et les systèmes plus avancés peuvent en compter jusqu’à six. Des moteurs indépendants entraînent chaque axe pour le faire coulisser d’avant en arrière dans une direction spécifique. Les vis à billes, les courroies de synchronisation et les axes fonctionnent ensemble pour obtenir un mouvement synchronisé. Ces actions précises et répétitives garantissent l’exactitude de chaque lot de pièces. Des capteurs optiques et la programmation CNC de la presse plieuse peuvent également être utilisés pour le positionnement.
Relation entre la butée arrière et les axes
La butée arrière de la presse plieuse est étroitement liée aux axes de la presse plieuse et garantit mutuellement la précision et l’exactitude de l’opération de pliage. Les axes de pliage désignent les différents axes mobiles à l’intérieur d’une presse plieuse, tels que les axes X, Y, Z et R.
Ces axes contrôlent le positionnement de l’outil de pliage et le mouvement de la tôle pendant le pliage. Par ailleurs, la position et la hauteur de la butée arrière peuvent être contrôlées en ajustant les axes de la presse plieuse. En contrôlant la position des axes Y et X, la butée arrière peut être alignée avec la pièce, garantissant ainsi précision et régularité du pliage.
Aujourd’hui, la butée arrière et la presse plieuse sont généralement intégrées et commandées par un système CNC. Cette intégration permet un positionnement automatique et un contrôle précis des axes de la presse plieuse et de la butée arrière, ce qui rend le processus de pliage plus efficace et plus précis.
3. Principaux groupes d’axes commandés
Mouvement vertical du vérin sur l’axe Y
L’axe Y représente l’axe vertical de la presse plieuse se déplaçant dans la direction de la profondeur. L’axe Y contrôle le mouvement vertical de la coulisse. La coulisse monte et descend pour plier la pièce métallique.
En pliage en l’air, le mouvement de montée et de descente de la traverse supérieure devient stable et uniforme sous l’action de l’axe Y. L’axe Y peut être divisé en axe Y1 et axe Y2, situés respectivement en haut des deux colonnes.
Y1 et Y2 contrôlent le mouvement de montée et de descente des vérins des deux côtés de la presse plieuse. Entraîné par l’axe Y, le mouvement de montée et de descente de la traverse supérieure devient stable et uniforme. Y1 et Y2 sont respectivement les axes de commande en boucle fermée complète des vérins gauche et droit. Y1 et Y2 peuvent également régler indépendamment le niveau de la traverse supérieure.
- Y1 : axe de commande en boucle fermée complète du vérin gauche
- Y2 : axe de commande en boucle fermée complète du vérin droit

4. Axes sur la butée arrière
Plus la pièce est complexe, plus la butée arrière nécessite d’axes. La butée arrière peut comporter jusqu’à 6 axes, disponibles en différentes versions. Chaque axe possède un moteur d’entraînement indépendant pour garantir la précision du positionnement.
Axe X : mouvement horizontal de la butée arrière
L’axe X gère le mouvement horizontal de la butée arrière, en positionnant avec précision la pièce métallique sous la coulisse. En se déplaçant horizontalement, l’axe X garantit que chaque pli est correctement aligné. L’axe X est un axe très important dans le processus de pliage, car il détermine la longueur de la bride de la pièce.
Les doigts sur l’axe X positionnent la tôle lorsqu’elle est poussée sur la butée arrière. L’axe X de la presse plieuse a une course de déplacement fixe, mais il peut être divisé en axes X1 et X2.
Les axes X1 et X2 permettent aux doigts de la butée arrière de se déplacer indépendamment d’avant en arrière sur les côtés gauche et droit. L’axe X contrôle le mouvement avant et arrière de la butée arrière. Cet axe est essentiel pour obtenir un positionnement précis et une grande répétabilité.
Les doigts positionnent avec précision la tôle dès son entrée dans la butée arrière. X1 est l’axe de mouvement avant et arrière du doigt d’appui gauche, et X2 est l’axe de mouvement avant et arrière du doigt d’appui droit. Les axes X1 et X2 peuvent mesurer la longueur de la bride de la pièce en cours de formage.
- X1 : axe de mouvement avant et arrière du doigt d’appui gauche
- X2 : axe de mouvement avant et arrière du doigt d’appui droit

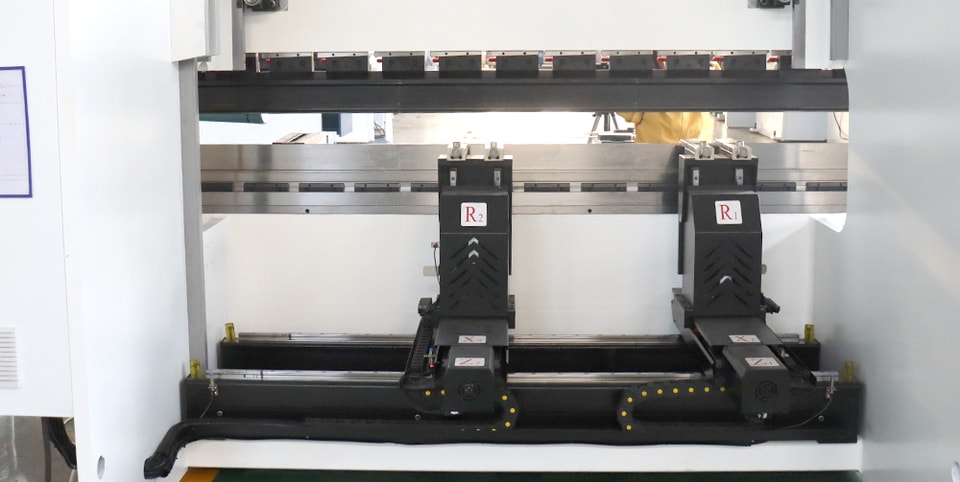
Axe R : mouvement vertical de la butée arrière
L’axe R contrôle le mouvement vertical de la butée arrière, ce qui est essentiel pour ajuster sa hauteur afin de s’adapter à différentes hauteurs de brides et épaisseurs de matériau. La hauteur de l’axe R est réglée automatiquement en fonction de la hauteur du moule.
L’axe R est divisé en R1 et R2. Ces deux axes peuvent monter et descendre indépendamment sur les côtés gauche et droit. Selon la complexité de la pièce, ces deux axes peuvent être positionnés à des distances différentes. L’axe R peut également positionner une bride pliée se déplaçant sous le plan de pliage.
- R1 : axe de mouvement vertical du doigt d’appui gauche
- R2 : axe de mouvement vertical du doigt d’appui droit

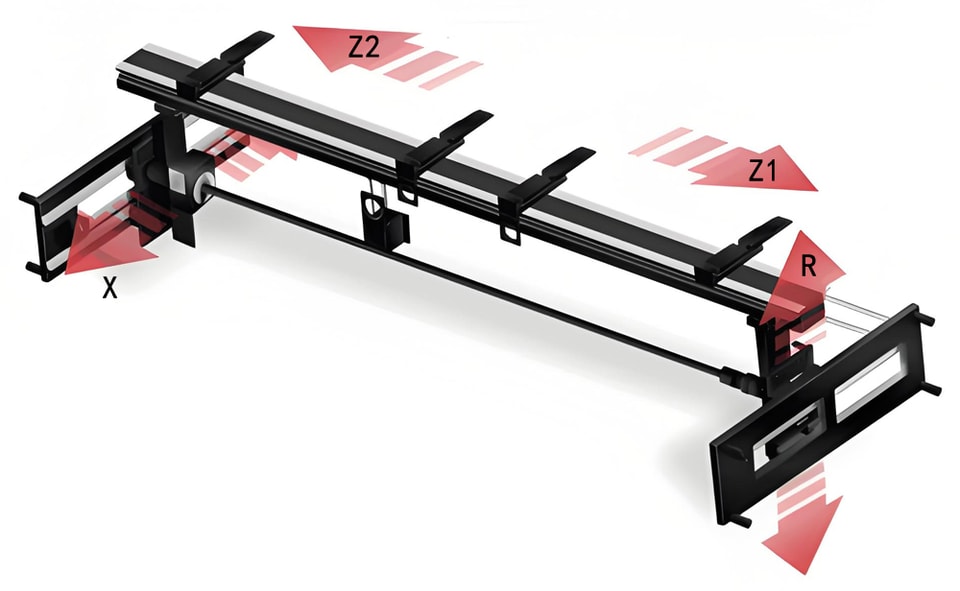
Axe Z : mouvement latéral de la butée arrière
L’axe Z contrôle le mouvement latéral des doigts de la butée arrière, permettant un positionnement indépendant des doigts. L’axe Z est utile lorsque le pliage de la pièce nécessite plusieurs étapes et cycles de pliage, ou lorsque de grandes pièces ou des pièces complexes doivent être traitées. Les axes Z1 et Z2 peuvent être positionnés indépendamment par programmation.
L’utilisation du positionnement par axe Z peut améliorer la précision et l’efficacité du pliage. Le positionnement par axe Z offre un support uniforme pour le pliage de feuilles plus longues. Le mouvement de l’axe Z détermine la position horizontale de la butée arrière afin de s’adapter aux exigences de largeur et de position horizontale des différentes pièces.
- Z1 : axe de déplacement gauche-droite du doigt d’appui gauche
- Z2 : axe de déplacement gauche-droite du doigt d’appui droit

5. Autres axes d’une presse plieuse
Les presses plieuses jouent un rôle essentiel dans le monde de la fabrication métallique avancée. En plus des axes courants mentionnés ci-dessus, les presses plieuses modernes sont équipées de nombreux axes supplémentaires pour offrir davantage de contrôle et de flexibilité, tels que l’axe V, l’axe L et l’axe Delta X.
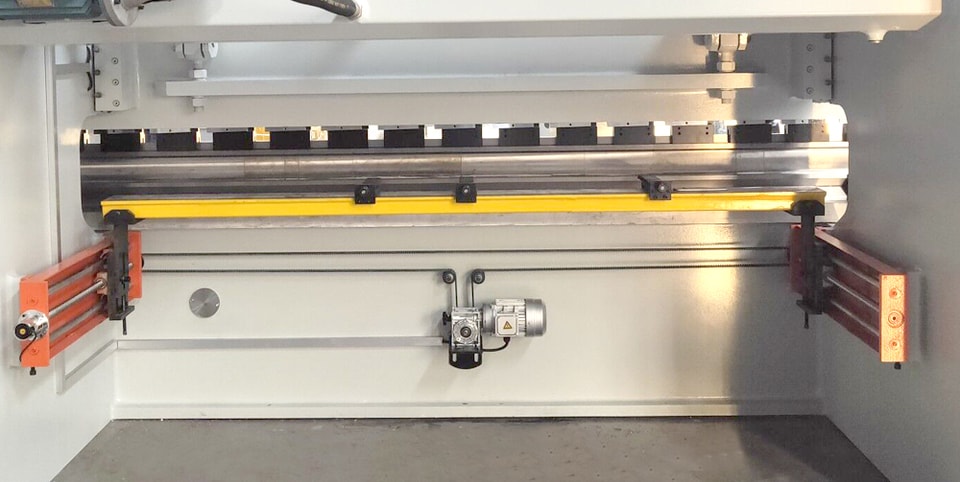
Axe V : compensation de bombage
La particularité de l’axe V introduit le principe de compensation de courbure. Lors du pliage de longues pièces métalliques, une déformation en arc apparaît souvent au centre sous l’effet de la pression exercée par la presse plieuse, ce qui entraîne un pli imparfait. Pour y remédier, l’axe V ajuste la table de la machine et compense la flèche afin d’assurer un pli droit et précis sur toute la longueur du matériau.
L’axe L commande le déplacement horizontal de la butée arrière. Ce mouvement latéral apporte davantage de flexibilité pour traiter des tôles plus larges ou réaliser des plis décentrés. Il offre une grande souplesse d’utilisation à la presse plieuse, notamment pour les accessoires complexes et les opérations de pliage de précision.
Axe Delta X : mouvement indépendant des doigts de butée arrière
L’axe Delta X commande le mouvement indépendant des doigts de butée arrière, permettant à chaque doigt de se déplacer séparément et offrant un avantage considérable pour les opérations de pliage complexes ou les pièces asymétriques. En réglant indépendamment la position de chaque doigt, l’axe Delta X permet d’obtenir des plis de haute précision pour des tâches d’usinage complexes et sur mesure.
Surtout, ces axes offrent une précision et une exactitude accrues dans les opérations de presse plieuse. Comprendre leurs capacités et savoir optimiser leur utilisation peut améliorer considérablement l’efficacité, la précision et les performances globales du pliage et de l’usinage des métaux.
À mesure que la technologie continue de progresser, de nombreux axes et fonctions avancés seront introduits pour repousser les limites du possible dans le travail des métaux.
6. Configuration et sélection
Configuration minimale
Pour un fonctionnement de base, une presse plieuse CNC doit disposer d’au moins un axe Y, qui contrôle le mouvement vertical du coulisseau. Une configuration plus courante et plus polyvalente est une installation à trois axes, qui comprend :
- Axe Y (axes y1 et y2) :contrôle le mouvement vertical du coulisseau. Le contrôle indépendant de Y1 et Y2 augmente la précision, en particulier pour les pièces asymétriques.
- Axe X :gère le déplacement horizontal de la butée arrière, assurant un positionnement précis de la pièce.
- Axe R :contrôle le mouvement vertical des doigts de butée arrière afin de s’adapter à différentes hauteurs de rebord et épaisseurs de matériau.
Par exemple, une configuration à trois axes peut prendre en charge efficacement les opérations de pliage de base, comme la réalisation de plis uniformes à 90 degrés dans des tôles pour fabriquer de simples équerres.

Configurations d’axes avancées
Pour des tâches de pliage plus complexes et une précision supérieure, des axes supplémentaires peuvent être intégrés à la presse plieuse CNC. Ces configurations avancées comprennent :
- Axe Z (Z1 et Z2) :contrôle le déplacement latéral des doigts de butée arrière. Les axes Z1 et Z2 indépendants permettent un positionnement précis de chaque doigt, ce qui est essentiel pour les pièces complexes.
- Axe Delta X :Permet à chaque doigt de se déplacer horizontalement de manière indépendante le long de l’axe X. C’est particulièrement utile pour traiter des pièces asymétriques et réaliser des plis complexes.
- Compensation de bombage (axe V) :corrige les déviations du banc de la presse plieuse pendant le processus de pliage, assurant une répartition uniforme de la pression et des angles de pliage constants.
Par exemple, pour fabriquer des composants complexes à plis multiples avec différents angles et dimensions, vous avez besoin de la précision et de la flexibilité offertes par ces axes supplémentaires.
Choisir les bons axes
Lorsque vous déterminez le nombre d’axes pour votre presse plieuse CNC, prenez en compte les facteurs suivants :
Complexité de la pièce
Si vous usinez fréquemment des pièces complexes ou asymétriques, des axes supplémentaires tels que Z1/Z2 et Delta X sont indispensables. Ces axes offrent la flexibilité et la précision nécessaires pour traiter des plis complexes et différents angles.
Exigences de précision
Des exigences de précision plus élevées nécessitent des configurations plus avancées. Le contrôle indépendant de Y1 et Y2, associé à la compensation de bombage, garantit que même les plis les plus exigeants sont réalisés avec précision.
Volume de production
Pour la production en grande série, une presse plieuse CNC équipée de plusieurs axes peut réduire considérablement le temps de réglage et augmenter le rendement. Le réglage automatique de la butée arrière et le positionnement précis minimisent les interventions manuelles et améliorent l’efficacité globale.
Trouver le bon équilibre entre coût et performance
Bien que des axes supplémentaires puissent améliorer les fonctionnalités et la précision d’une presse plieuse CNC, ils augmentent également le coût de la machine. Il est important d’équilibrer le budget avec les besoins de l’exploitation :
- Configuration de base :Convient aux opérations de pliage simples et aux budgets plus réduits. Une configuration à trois axes (Y1/Y2, X, R) offre un bon équilibre entre fonctionnalités et coût.
- Configuration intermédiaire :Convient à des exigences de complexité et de précision moyennes. L’ajout des axes Z1/Z2 à la configuration de base augmente la flexibilité sans accroître significativement les coûts.
- Configuration avancée :Nécessaire pour les opérations de pliage de haute précision et complexes. L’intégration du Delta X et de la compensation de bombage (axe V) dans la configuration garantit des performances de premier ordre, mais à un coût plus élevé.

En résumé, le nombre d’axes d’une presse plieuse détermine la complexité et la précision de la pièce. Cependant, plus il y a d’axes, plus le coût d’achat de la machine est élevé. Si vos besoins ne comportent pas de pliages complexes, une presse plieuse basique à trois ou quatre axes suffit. Si vous devez usiner des pièces complexes et de haute précision, plus vous avez d’axes, meilleurs seront les résultats de pliage.
La précision de pliage d’une presse plieuse dépend du mouvement de ses axes. Une presse plieuse doit comporter au moins un axe Y pour contrôler le mouvement de montée et de descente de la poutre. L’axe Y est l’axe le plus important car il contrôle l’angle de pliage de la pièce. La presse plieuse la plus courante est une configuration à trois axes, équipée des axes Y1/Y2, X et R.
Lors de l’achat d’une presse plieuse, il est important de choisir le nombre d’axes approprié en fonction de la complexité de la pièce. JUGAO CNC MACHINE peut vous aider à choisir la presse plieuse la plus adaptée à votre budget.
