- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Comment minimiser le retour élastique sur presse plieuse
Comment minimiser le retour élastique sur presse plieuse

Table des matières
• Quelles sont les causes d’un fort retour élastique sur une presse plieuse ?
• Réglage de l’angle de surpliage sur les presses plieuses CNC
○ Étape 1 : Déterminer la valeur de retour élastique prévue
○ Étape 2 : Ajouter la compensation d’angle dans le système de commande
• Affiner le choix des outillages pour réduire le retour élastique
○ Choisir la bonne ouverture de matrice en V
○ Opter pour un rayon de poinçon plus petit
• Augmenter la force de pliage et maîtriser les méthodes de matriçage
○ Pliage en l’air ou matriçage
• Conseils liés aux matériaux pour réduire le retour élastique dans le pliage de tôle
○ Considérations pour l’acier à haute résistance et l’acier inoxydable
○ L’impact du sens du grain et du sens de laminage
• Calibrage de la machine et précision de la butée arrière
○ Vérification du parallélisme du coulisseau
○ Calibrage du système de butée arrière
• Questions fréquemment posées
○ Pourquoi le retour élastique est-il plus marqué sur l’acier inoxydable ?
○ Quelle est la méthode la plus efficace pour réduire le retour élastique d’une presse plieuse sans remplacer les outillages ?
○ L’augmentation du tonnage réduit-elle toujours le retour élastique ?
○ Comment calculer le retour élastique avec une grande précision ?
• Conclusion
Gérer des angles de pliage irréguliers dans le travail de tôlerie revient à affronter la question épineuse du retour élastique sur presse plieuse — un problème qui complique la tâche de nombreux opérateurs, contraints de reprendre les angles à plusieurs reprises sans bien comprendre pourquoi le métal reprend sa forme initiale après le pliage. Le retour élastique est une caractéristique physique inhérente au métal lorsqu’il est plié, mais un retour élastique excessif est loin d’être insoluble. Ce guide vous présente des stratégies pratiques, éprouvées en atelier, pour minimiser le retour élastique des presses plieuses JUGAO, améliorer la précision de pliage et obtenir des résultats réguliers et fiables au quotidien.
Quelles sont les causes d’un fort retour élastique sur une presse plieuse ?
Avant de traiter le retour élastique sur presse plieuse, il est essentiel d’identifier la cause profonde de son excès dans les opérations de pliage de tôle.
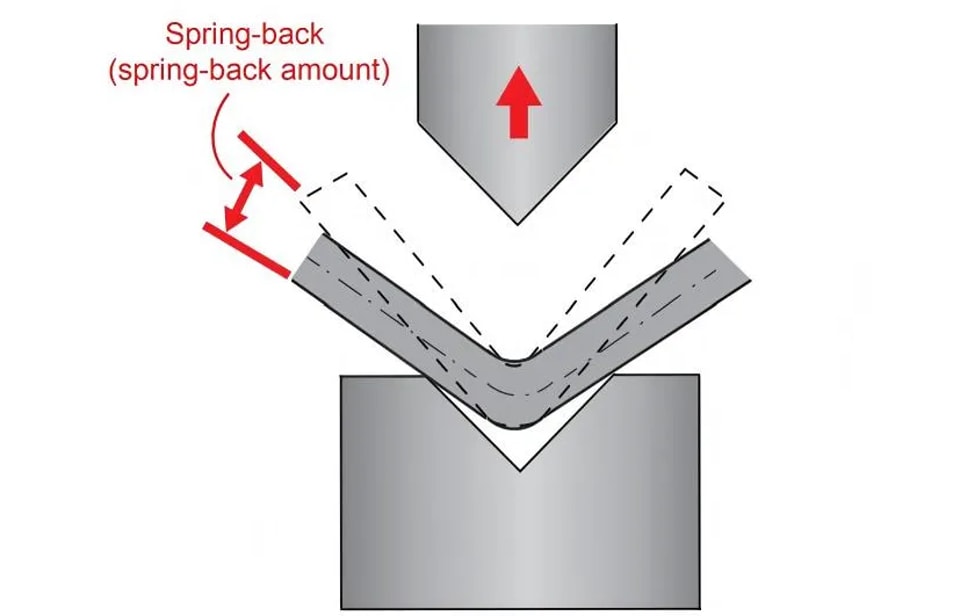
Le retour élastique se produit parce que le métal subit une récupération élastique une fois la force de pliage supprimée. Plus la résistance du matériau est élevée et plus le rayon de pliage est grand, plus l’effet de retour élastique sera marqué.
Les principaux facteurs sont les suivants :
• Les matériaux à forte résistance à la traction (par exemple l’acier inoxydable et l’acier à haute résistance)
• Ouvertures de matrice en V trop larges
• Force de pliage appliquée insuffisante
• Mauvais choix du rayon de poinçon
• Programmation d’angle défectueuse dans les systèmes de presse plieuse CNC
En identifiant le facteur principal à l’origine du retour élastique dans une opération d’usinage donnée, vous pouvez mettre en œuvre des solutions ciblées, plutôt que de procéder à des ajustements d’angle aléatoires qui donnent peu de résultats.
Réglage de l’angle de surpliage sur les presses plieuses CNC
Le surpliage contrôlé est l’une des méthodes les plus simples et les plus efficaces pour minimiser le retour élastique d’une presse plieuse.
Étape 1 : Déterminer la valeur de retour élastique prévue
La formule de calcul de la valeur du retour élastique est : Δθ=θi(【E−kσyE)Ri+KntRi+Knt−1】
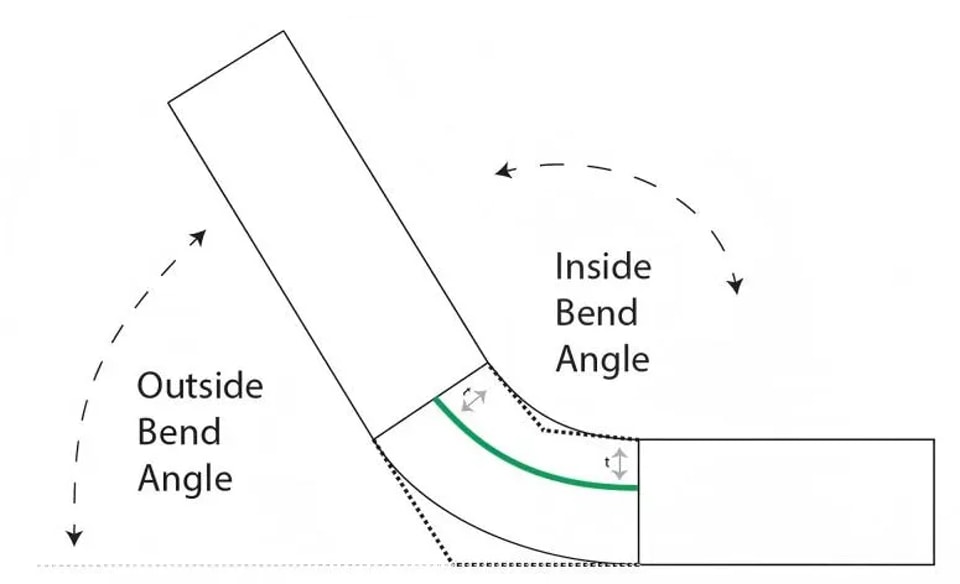
Commencez par réaliser un pli d’essai en utilisant exactement le matériau et l’épaisseur requis pour la pièce. Après avoir mesuré l’angle de pliage réel avec un rapporteur d’angle numérique, comparez-le à l’angle préprogrammé — l’écart entre les deux correspond à la valeur de retour élastique à prendre en compte.
Par exemple, si vous programmez un pli à 90° mais que l’angle mesuré réel est de 92°, vous devrez appliquer une compensation de surpliage d’environ 2°.
Étape 2 : Ajouter la compensation d’angle dans le système de commande
Les systèmes de commande CNC modernes comme Delem permettent de régler directement les angles de pliage via l’interface de commande. Au lieu d’effectuer des réglages manuels à chaque production, saisissez la valeur de compensation calculée dans le programme — cela garantit des résultats constants, surtout pour les séries où la répétabilité est essentielle.
Cette méthode est particulièrement efficace dans les contextes de production de masse où le maintien d’angles de pliage uniformes est indispensable.
Affiner le choix des outillages pour réduire le retour élastique
Le bon choix d’outillage est un facteur déterminant pour réduire le retour élastique d’une presse plieuse, et des choix d’outillage inadaptés sont une cause fréquente d’un retour élastique excessif.
Choisir la bonne ouverture de matrice en V
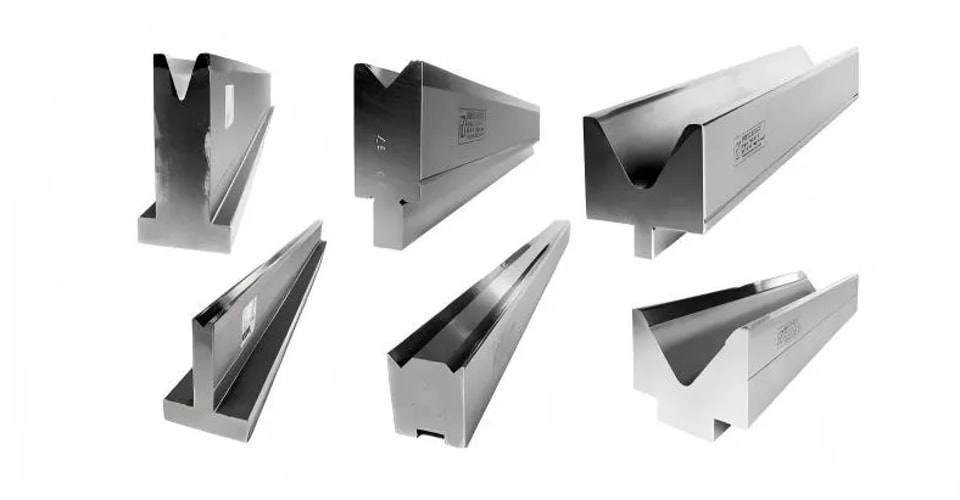
Une erreur fréquente en pliage de tôle consiste à utiliser une ouverture en V de matrice trop large. Une ouverture en V plus grande entraîne un rayon de pliage plus important, ce qui accentue à son tour le retour élastique.
Voici une règle éprouvée pour choisir l’ouverture de la matrice en V :
• Pour l’acier doux, une ouverture en V équivalente à 6 à 8 fois l’épaisseur du matériau est idéale.
• Pour l’acier inoxydable, réduisez légèrement l’ouverture en V afin de mieux maîtriser le retour élastique du matériau et de diminuer le springback.
Opter pour un rayon de poinçon plus petit
Un rayon de pointe de poinçon plus faible augmente la déformation plastique du métal pendant le pliage, ce qui réduit la part de reprise élastique à l’origine du retour élastique. Cela dit, il est important de trouver le bon équilibre : un rayon de poinçon trop faible accroît le risque de fissuration du matériau, surtout lors du travail des aciers à haute résistance.
Augmenter la force de pliage et maîtriser les méthodes de matriçage
Augmenter la profondeur de pénétration du poinçon dans la matrice est une autre stratégie très efficace pour limiter un retour élastique excessif sur presse plieuse.
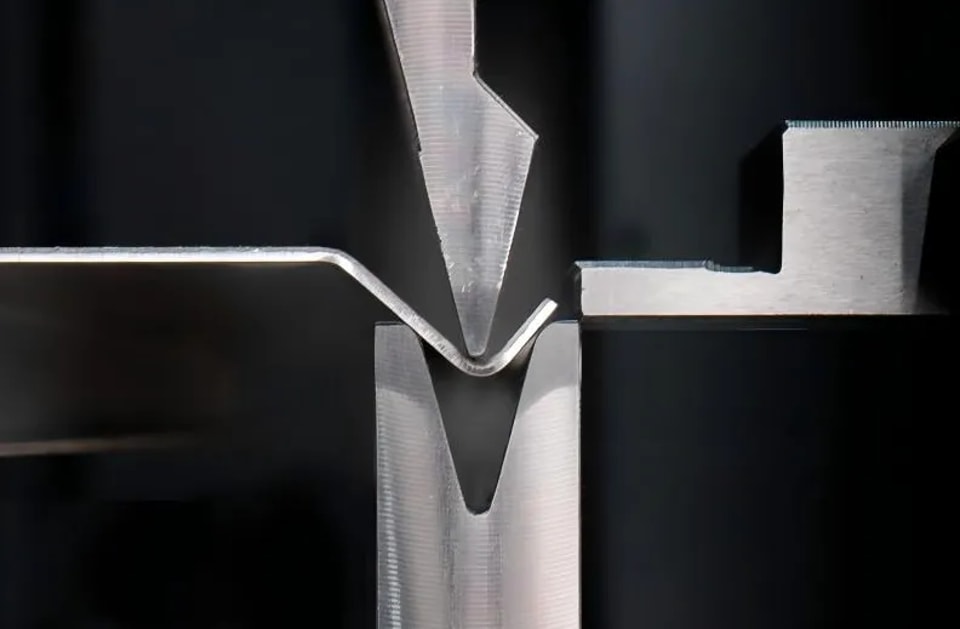
Pliage en l’air ou matriçage
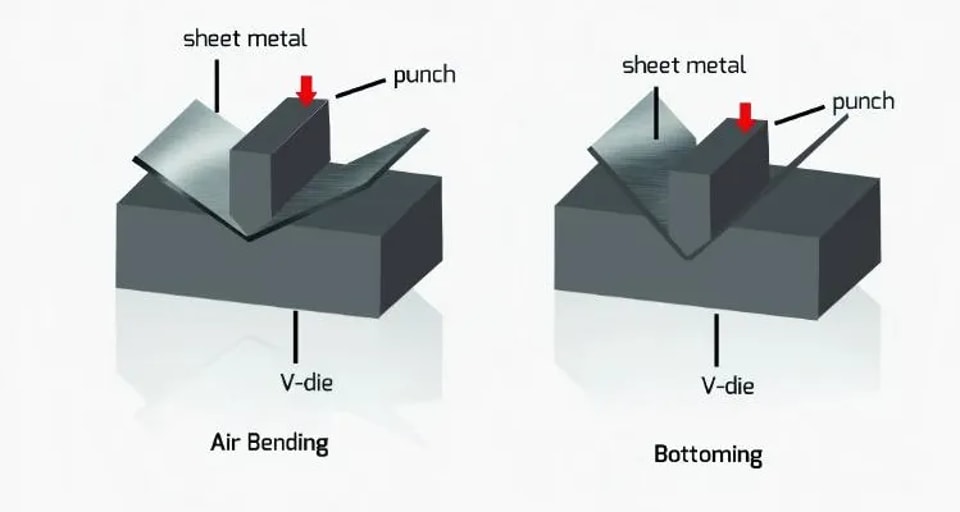
Le pliage en l’air a tendance à générer davantage de retour élastique, car le matériau n’est pas entièrement contraint dans la cavité de la matrice pendant le pliage.
Lorsque les spécifications du projet le permettent, passer à l’une de ces deux méthodes peut réduire considérablement le retour élastique :
• Pliage au fond
• Frappe
La frappe est particulièrement efficace pour minimiser le retour élastique, car elle force le matériau à subir une déformation plastique au-delà de sa limite élastique. En revanche, cette méthode exige une tonnage plus élevé et nécessite que la presse plieuse dispose d’une capacité de charge suffisante.
Avant d’utiliser le pliage au fond ou la frappe, calculez toujours le tonnage requis à l’aide d’un tableau de force de pliage afin d’éviter de surcharger la machine et de l’endommager.
Conseils liés aux matériaux pour réduire le retour élastique dans le pliage de tôle
Les différents matériaux de tôle se comportent différemment pendant le pliage, et chacun présente une plage typique de retour élastique à garder à l’esprit :
• Acier inoxydable 304 : 2 à 3 degrés
• Aluminium doux : 1,5 à 2 degrés
• Acier laminé à froid : 0,75 à 1,0 degré
• Acier laminé à chaud : 0,5 à 1,0 degré
• Cuivre et laiton : 0,00 à 0,5 degré
Considérations pour l’acier à haute résistance et l’acier inoxydable
Ces matériaux présentent une limite d’élasticité plus élevée que l’acier doux, ce qui se traduit directement par un retour élastique plus important sur presse plieuse.
Lors du pliage d’aciers à haute résistance ou d’aciers inoxydables, suivez ces étapes pour minimiser le retour élastique :
• Réduire l’ouverture de la matrice en V
• Augmenter la valeur de compensation du surpliage
• Veiller à ce que la butée arrière soit positionnée avec une précision absolue
• Réaliser plusieurs plis d’essai avant de lancer la production en série
L’impact du sens du grain et du sens de laminage
Il est également essentiel de vérifier le sens du fil du matériau lors de la préparation d’un pli. Le pliage perpendiculairement au sens de laminage réduit non seulement le risque de fissuration, mais améliore aussi la régularité de l’angle de pliage, limitant encore les variations de retour élastique.
Le contrôle du matériau est souvent un aspect négligé du pliage de tôle, alors qu’il a un impact significatif sur la précision finale du pliage et sur le degré de retour élastique.
Calibrage de la machine et précision de la butée arrière

Même l’outillage le plus adapté et une compensation d’angle parfaitement calculée ne permettront pas de réduire le retour élastique si la presse plieuse elle-même n’est pas correctement étalonnée et entretenue.
Vérification du parallélisme du coulisseau
Si la traverse de la presse plieuse n’est pas parallèle à la table de travail, un côté de la pièce pliée présentera davantage de retour élastique que l’autre, ce qui entraînera des angles irréguliers. Vérifiez régulièrement le parallélisme de la traverse à l’aide d’un comparateur de précision afin de détecter et de corriger ce problème rapidement.
Calibrage du système de butée arrière
Un positionnement imprécis de la butée arrière modifie la longueur du retour de pliage, ce qui perturbe indirectement la régularité de l’angle de pliage et aggrave les problèmes de retour élastique. Maîtriser l’étalonnage du système de butée arrière d’une presse plieuse est donc essentiel pour réduire les variations de pliage et le retour élastique.
Une maintenance régulière de la machine et un étalonnage fréquent sont essentiels pour minimiser les erreurs de pliage cumulées qui contribuent à un retour élastique excessif.
Questions fréquemment posées
Pourquoi le retour élastique est-il plus marqué sur l’acier inoxydable ?
L’acier inoxydable présente une résistance à la traction plus élevée et une plus grande élasticité que l’acier doux, ce qui signifie qu’il subit une reprise élastique plus importante après suppression de la force de pliage, entraînant un retour élastique plus marqué.
Quelle est la méthode la plus efficace pour réduire le retour élastique d’une presse plieuse sans remplacer les outillages ?
La solution la plus pratique consiste à mettre en œuvre une compensation contrôlée du surpliage dans le contrôleur CNC : on réalise d’abord des plis d’essai, on mesure le retour élastique réel, puis on saisit la valeur de compensation correspondante dans le programme.
L’augmentation du tonnage réduit-elle toujours le retour élastique ?
Pas nécessairement. Augmenter le tonnage pour accroître la profondeur de pénétration peut aider à réduire le retour élastique, mais un tonnage excessif peut endommager l’outillage de la presse plieuse, voire la machine elle-même. L’utilisation de techniques de pliage au fond ou de frappe contrôlées est une approche plus efficace et plus sûre pour minimiser le retour élastique.
Comment calculer le retour élastique avec une grande précision ?
La méthode la plus fiable consiste à réaliser un pli d’essai avec le matériau et l’épaisseur réellement utilisés en production, à mesurer l’angle final à l’aide d’une jauge d’angle numérique, puis à comparer cette mesure à l’angle programmé. L’écart numérique entre les deux correspond à la valeur de compensation exacte à utiliser.
Conclusion
Le retour élastique sur presse plieuse est un phénomène physique inévitable dans le pliage de tôle, mais un retour élastique excessif est entièrement maîtrisable. En comprenant les propriétés spécifiques des matériaux que vous travaillez, en sélectionnant le bon outillage, en appliquant une compensation précise du surpliage et en veillant à ce que la presse plieuse soit correctement étalonnée et entretenue, vous pouvez améliorer considérablement la précision du pliage et obtenir des résultats de production constants.
Si vous avez du mal à obtenir des angles de pliage stables ou recevez des réclamations qualité liées au retour élastique, commencez par analyser les causes profondes d’un retour élastique excessif au lieu d’effectuer des réglages répétés et aveugles de vos programmes CNC. Pour obtenir des conseils professionnels sur le choix de l’outillage, le calcul du tonnage ou les réglages de compensation CNC, n’hésitez pas à contacter notre équipe technique. Nous sommes toujours à votre disposition pour vous aider à obtenir des résultats de pliage stables et de haute précision pour tous vos projets de tôlerie.
