- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Comment utiliser le manuel DELEM DA-41S
Comment utiliser le manuel DELEM DA-41S

Table des matières
1. Présentation du DELEM DA-41S
2. Guide d’utilisation du manuel DELEM DA-41S
3. Composants matériels
4. Modes de fonctionnement
5. Téléchargement du manuel
6. Démonstration vidéo
Vous avez des difficultés avec le DELEM DA-41S ? Ce guide dédié vous aidera à maîtriser son fonctionnement en toute simplicité et à optimiser votre expérience avec les presses plieuses CNC.
Pour tirer le meilleur parti du manuel DELEM DA-41S, commencez par vous familiariser avec l’interface de l’appareil, configurer correctement les paramètres et suivre les instructions de configuration étape par étape. Il est également essentiel de comprendre ses fonctions de programmation afin d’utiliser efficacement les presses plieuses CNC. Ce guide décompose des étapes de fonctionnement complexes en actions faciles à suivre, ce qui le rend adapté aussi bien aux nouveaux opérateurs qu’aux professionnels expérimentés.
Prêt à exploiter pleinement les performances de votre DELEM DA-41S ? Découvrez ci-dessous les instructions détaillées !
Présentation du DELEM DA-41S
Le DELEM DA-41 est une unité de commande programmable conçue pour les presses plieuses traditionnelles. Ce manuel repose sur le principe que le DA-41 est configuré à l’aide de la formule de profondeur de pliage. Si l’unité est configurée pour calculer la profondeur de pliage via des tableaux, veuillez vous référer au Manuel d’utilisation Version 2 (8064-901C). Si vous n’êtes pas sûr de la méthode de calcul configurée, contactez votre fournisseur de machine pour obtenir des précisions.
Guide d’utilisation du manuel DELEM DA-41S
Composants matériels
1. Panneau frontal
Le schéma ci-dessous présente la disposition du panneau frontal, qui comprend un écran d’affichage et un ensemble de touches pour la programmation et le contrôle des axes. Les fonctions de l’affichage seront détaillées dans la section suivante.
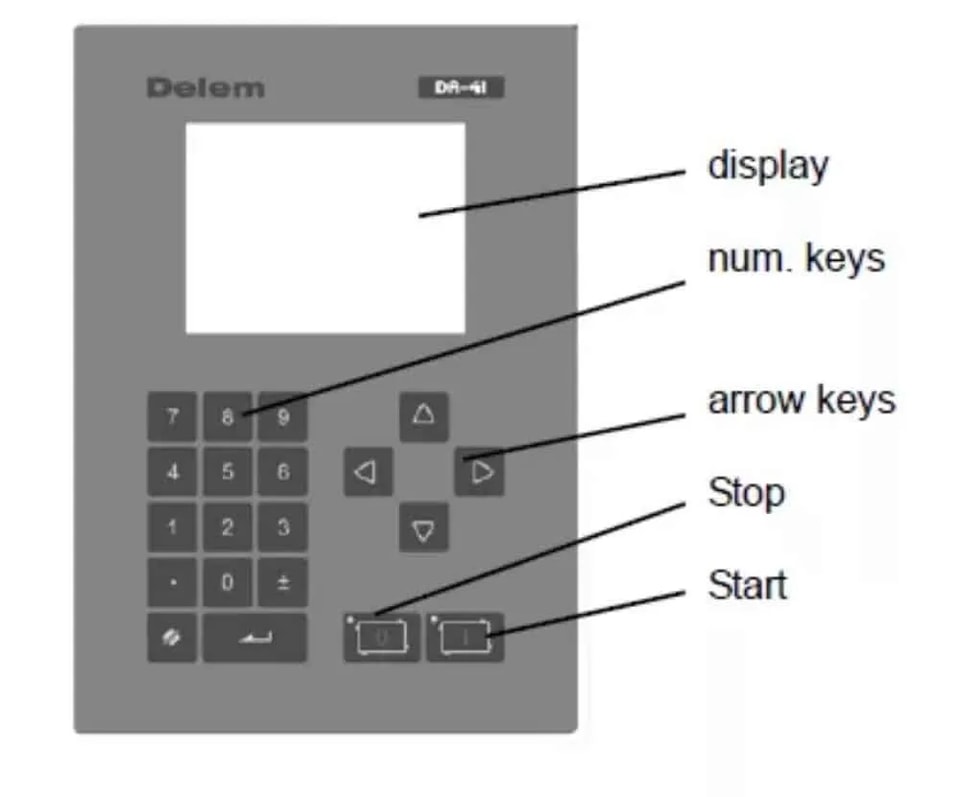
Le clavier du panneau frontal comprend les touches fonctionnelles suivantes :
• 10 touches numériques (0–9)
• Une touche point décimal
• Une touche bascule plus/moins
• Une touche d’effacement pour supprimer les valeurs de paramètres
• Une touche Entrée pour confirmer les valeurs saisies
• Des touches fléchées pour sélectionner différents paramètres
• Une touche d’arrêt (marquée 0) avec un témoin LED d’état
• Une touche de démarrage (marquée 1) avec un témoin LED d’état
2. Écran d’affichage
Le DELEM DA-41 est équipé d’un écran LCD monochrome de 320×240. Les différents modes de travail sont représentés par des symboles spécifiques en haut de l’écran, permettant aux opérateurs d’identifier rapidement le mode en cours.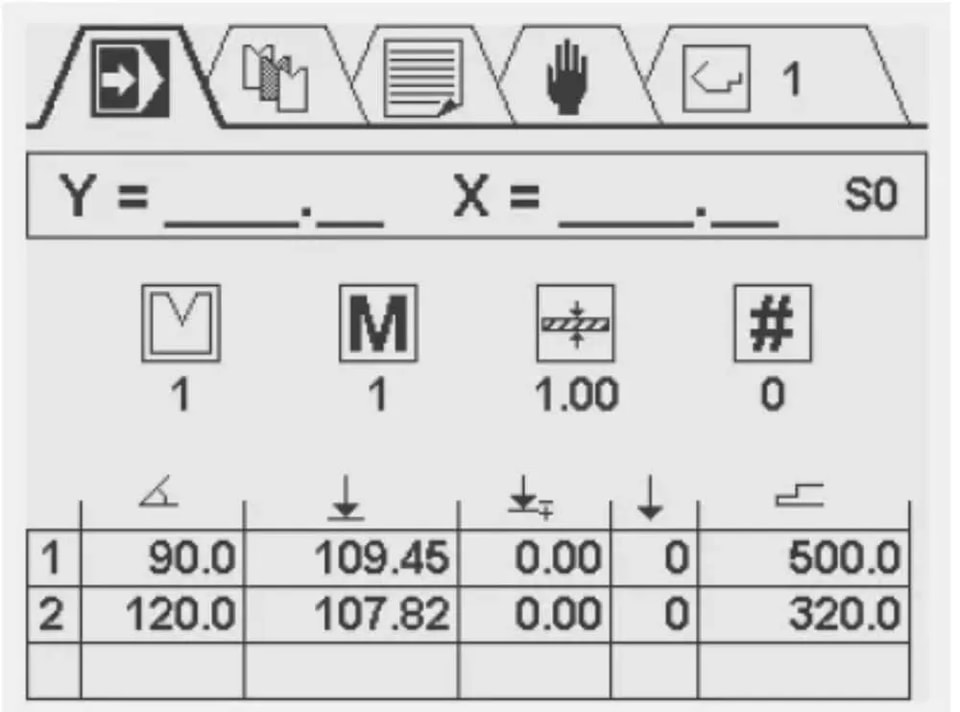
Modes de fonctionnement
1. Introduction de base
L’écran LCD monochrome 320×240 du DA-41 indique clairement le mode de travail actif à l’aide de symboles dédiés en haut de l’écran. Les modes disponibles incluent la programmation et l’exécution des produits, la programmation des outils, les constantes de programme, le déplacement manuel et la sélection du programme de pliage.
2. Opérations de navigation de base
• Changement de mode: Appuyez sur la touche [Flèche haut] jusqu’à ce que le symbole du mode cible soit mis en surbrillance, puis utilisez les touches [Flèche gauche] et [Flèche droite] pour naviguer vers le mode souhaité.
• Entrée dans le mode: Appuyez sur la touche [Flèche bas] pour accéder au mode sélectionné.
• Navigation des paramètres dans un mode: Utilisez les touches fléchées pour déplacer le curseur entre les différents paramètres et champs de saisie.
• Programmation des paramètres: Déplacez le curseur sur le symbole correspondant, saisissez la valeur requise et appuyez sur la touche ENTER pour confirmer. La valeur est également confirmée automatiquement lorsqu’une touche fléchée est enfoncée ; dans certains cas, les touches [Flèche gauche/droite] peuvent également être utilisées pour ajuster les valeurs.
• Restrictions de programmation: Les étapes et leurs paramètres correspondants ne peuvent être programmés et consultés que lorsque l’unité de commande est à l’arrêt.
3. Programmation du produit
L’écran de programmation du produit est divisé en trois sections distinctes de haut en bas :
• Positions en temps réel des axes Y et X
• Attributs généraux du produit
• Un tableau des étapes de pliage, où chaque étape est associée à plusieurs paramètres
Le numéro du programme actuellement actif s’affiche dans le coin supérieur droit de l’écran. Cet écran sert à l’édition et à l’exécution des programmes produit, et une explication détaillée de la programmation du produit est fournie au chapitre 4 du manuel.
4. Sélection des outils
Cet écran présente une vue d’ensemble complète de tous les outils disponibles, avec un tableau indiquant le numéro d’outil, l’ouverture en V, l’angle de l’outil et le rayon de l’outil. Lors de la programmation du produit, les attributs d’outil préprogrammés sont utilisés pour calculer les valeurs de l’axe Y. Pour définir ou modifier les attributs d’un outil, il suffit de déplacer le curseur vers le champ correspondant de l’outil cible et de saisir directement les valeurs souhaitées.
5. Réglage des constantes du programme
L’écran des constantes du programme permet aux opérateurs de consulter et d’ajuster divers réglages de l’unité de commande. Les paramètres modifiables (à l’exception des paramètres en lecture seule) peuvent être ajustés soit à l’aide des touches [Flèche gauche/droite], soit en saisissant directement des valeurs numériques.
Quitter le menu: Pour quitter le menu des constantes du programme, appuyez soit sur la touche [Flèche haut] pour revenir au menu symbolique supérieur, soit sur le bouton STOP pour revenir directement au mode de production automatique.
Accès au menu de serviceEntrez le code 456 et appuyez sur la touche Entrée pour ouvrir le menu service ; appuyez sur le bouton STOP pour quitter le menu.
RemarqueSi la touche Entrée est enfoncée sans saisir le code spécifié, le point de calibration s’affichera en mode lecture seule, et un symbole de verrou apparaîtra dans le coin supérieur droit de l’écran pour indiquer cet état.
L’écran service permet la programmation du point de calibration réel et fournit une vue d’ensemble des informations système en temps réel. Les fonctions spécifiques disponibles sur l’écran des constantes du programme varient selon les caractéristiques techniques de la machine.
Déplacement manuel des axesSur cet écran, les axes X et Y peuvent être déplacés manuellement à l’aide des touches fléchées, et cette opération n’est disponible que lorsque l’unité de commande est à l’arrêt. Appuyez sur les touches [Flèche haut/bas] pour sélectionner l’axe Y ou X : appuyez une fois sur les touches [Flèche gauche/droite] pour un déplacement progressif de l’axe, ou maintenez-les enfoncées pour un déplacement rapide de l’axe.
6. Sélection du programme produit
L’unité de commande DELEM DA-41 prend en charge jusqu’à 100 programmes produit, et tous les programmes ont 0 étape par défaut. Une fois un programme sélectionné, une étape lui est automatiquement ajoutée.
Étapes de sélection du programme:
1. Déplacez le curseur jusqu’au numéro de programme cible et appuyez sur la touche ENTRÉE pour le sélectionner ; le numéro du programme sélectionné s’affichera dans le coin supérieur droit de l’écran, à côté du symbole du mode.
2. Pour les numéros de programme élevés (par exemple, 74) : appuyez sur le premier chiffre du numéro (7), et le curseur passera au groupe de programmes commençant par ce chiffre. Utilisez ensuite les touches fléchées pour localiser le numéro de programme exact.
Après la sélection d’un programme, l’unité de commande passera automatiquement en mode programmation, et le programme restera actif jusqu’à ce qu’un autre programme soit sélectionné ou que le programme en cours soit supprimé.
Suppression du programme: Déplacez le curseur jusqu’au numéro du programme et appuyez sur la touche d’effacement. Le numéro du programme sera conservé, mais toutes ses étapes seront remises à 0.
7. Fonction de verrouillage des touches
L’unité de commande est équipée d’une fonction de verrouillage des touches pour empêcher toute programmation non autorisée, et la disponibilité de cette fonction dépend des spécifications de la machine.
• État déverrouillé: L’unité de commande peut être programmée conformément aux instructions de ce manuel.
• État verrouillé: Un symbole de verrou apparaîtra dans le coin supérieur gauche de la fenêtre de programmation, et les restrictions d’utilisation suivantes s’appliqueront :
○ Aucun nouveau programme ne peut être créé, et les programmes existants ne peuvent pas être modifiés.
○ Les programmes ne peuvent pas être supprimés.
○ Aucun nouvel outil ne peut être créé, et les paramètres des outils existants ne peuvent pas être modifiés.
Même en état verrouillé, les opérations suivantes restent autorisées :
• Sélectionner des programmes existants (à condition qu’ils comportent une ou plusieurs étapes).
• Exécuter les programmes sélectionnés.
• Modifier les corrections de l’axe Y au sein des programmes actifs.
• Ajuster les constantes du programme.
• Déplacer les axes X et Y via l’écran de déplacement manuel.
