- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Comment programmer avec l’ESTUN E310P
Comment programmer avec l’ESTUN E310P

Si vous souhaitez vous lancer dans la programmation de l’ESTUN E310P, vous êtes au bon endroit. Dans le secteur du travail des métaux, nombreux sont ceux qui recherchent des moyens efficaces d’améliorer le fonctionnement des machines, et la maîtrise de la programmation de l’ESTUN E310P peut considérablement accroître à la fois la précision et la productivité. Dans cet article, je vous guiderai à travers l’essentiel pour bien démarrer avec la programmation de l’ESTUN E310P, afin de vous aider à exploiter tout le potentiel de cet outil puissant. Que vous soyez débutant et impatient d’en apprendre les bases, ou opérateur expérimenté souhaitant perfectionner vos compétences, ce guide vous apporte les informations clés pour optimiser votre maîtrise de la programmation.
Constantes de programmation
Les constantes de programmation sont indispensables à l’ESTUN E310P, car elles garantissent précision et régularité dans les opérations. Ces constantes définissent des paramètres essentiels qui permettent au contrôleur de fonctionner avec une grande exactitude. Les utilisateurs peuvent définir des constantes spécifiques liées à la vitesse, à la position et à la pression afin d’adapter le système aux besoins de leur application.
Cliquez pour passer à la page « Constantes de programmation ».
pour passer à la page « Constantes de programmation ».
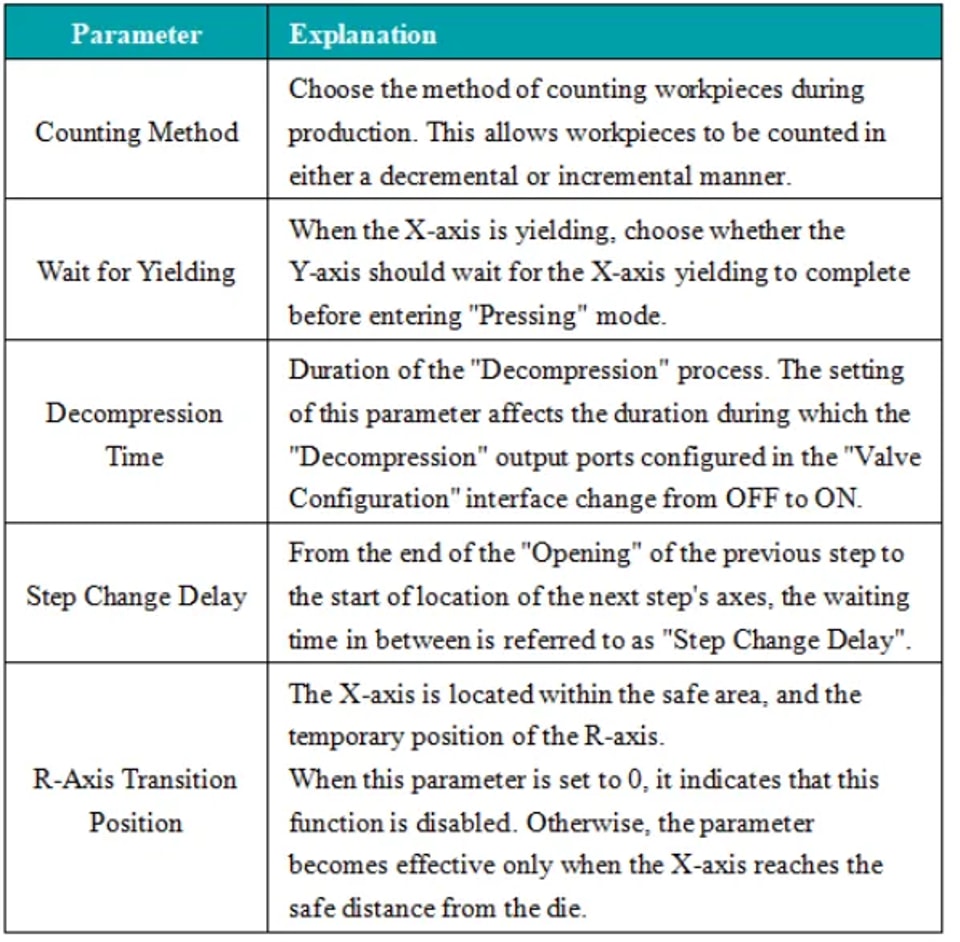
En affinant ces constantes, vous pouvez vous assurer que la machine fonctionne avec une efficacité optimale, en réduisant l’usure et en prolongeant la durée de vie de l’équipement.
Gestion des programmes
La gestion des programmes sur l’ESTUN E310P a été conçue pour offrir flexibilité et simplicité d’utilisation. Le contrôleur permet de créer, modifier et stocker plusieurs programmes, facilitant ainsi les transitions rapides entre différentes tâches.
Créer un nouveau programme
l Cliquez sur « Gestion des programmes »  pour accéder à la page « Programme ».
pour accéder à la page « Programme ».
l Cliquez sur « Créer » et saisissez le numéro du programme sur la page de création d’un nouveau programme. Cliquez sur « Terminé » pour charger automatiquement le nouveau programme. Le programme actuellement actif sera celui qui vient d’être créé. Ensuite, modifiez les paramètres correspondants dans le programme en plusieurs étapes. Dans la section de gestion des programmes, vous pouvez consulter les paramètres de base du nouveau programme ainsi que sa date de création.
Remarque: Lors de la création d’un nouveau programme, celui-ci est chargé automatiquement avec ESTUN E310P Programming.
Chargement d’un programme
Pour charger un programme dans le système ESTUN E310P Programming, cliquez sur la ligne contenant le programme que vous souhaitez charger, puis cliquez sur « Charger ». Cette action appelle le programme chargé dans le programme en plusieurs étapes.
Suppression d’un programme
Pour supprimer un programme dans la configuration ESTUN E310P Programming, cliquez sur la ligne contenant le programme que vous souhaitez supprimer, puis cliquez sur « Supprimer ». Ensuite, choisissez « OK » dans la boîte de dialogue contextuelle qui demande : « Voulez-vous supprimer ce programme ? ».
Remarque: Vous ne pouvez pas supprimer un programme en plusieurs étapes actuellement en cours d’exécution.
En suivant ces étapes dans les fonctionnalités de programmation de l’ESTUN E310P, vous pouvez gérer vos programmes de manière efficace et performante, garantissant un fonctionnement fluide et une productivité optimale.
Réglage du moule
Le réglage du moule est une fonction essentielle de l’ESTUN E310P, permettant un contrôle précis des opérations de moulage.
Voici un bref aperçu des étapes de configuration :
l Cliquez  puis sélectionnez « Réglage du moule ». Il existe au total 30 jeux de matrices disponibles.
puis sélectionnez « Réglage du moule ». Il existe au total 30 jeux de matrices disponibles.
l Cliquez sur la ligne correspondant au moule « ID » que vous souhaitez régler.
l Cliquez sur « Modifier » pour saisir les paramètres techniques du moule à l’aide du clavier virtuel qui apparaît.
l Cliquez sur « Terminé » pour confirmer la saisie, puis sur « Enregistrer les modifications » pour sauvegarder les paramètres.
Reportez-vous au schéma ci-dessous pour une illustration des paramètres techniques du moule :
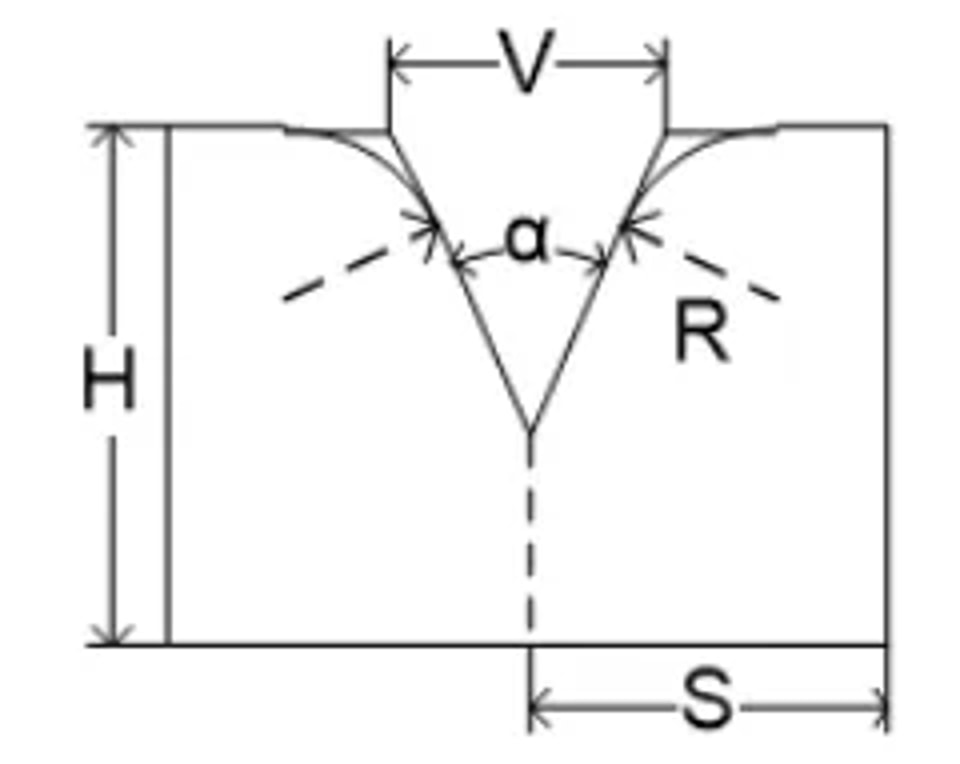
l H : La hauteur du moule. Cette hauteur est utilisée pour calculer la profondeur du pli.
l V : La largeur de l’encoche en V de la matrice. La largeur V correspond à la distance entre les deux lignes de contact qui se croisent.
l α : L’angle de la matrice.
l R : Le rayon de chaque côté de l’encoche en V.
l S : distance de sécurité. Ce paramètre devient effectif après le montage de l’axe R afin d’éviter toute interférence entre le doigt de butée et la matrice. La formule de calcul est : « Distance de sécurité = FS + V/2 ». Où : FS = partie plane derrière l’encoche en V ; V = largeur d’ouverture en V.
Cette fonction permet aux opérateurs de saisir des paramètres spécifiques qui déterminent la forme et la taille du moule, améliorant ainsi la qualité et la régularité du produit final. L’ESTUN E310P offre des interfaces intuitives pour le réglage des moules, garantissant que même les configurations de moules complexes peuvent être gérées facilement. Cette capacité est particulièrement avantageuse dans les industries où la précision est primordiale.
Fonctionnement en une seule étape
Le mode de fonctionnement en une seule étape permet aux opérateurs d’exécuter des étapes individuelles d’un processus avec un contrôle minutieux. Ce mode est idéal pour les essais et le prototypage, car il permet d’observer et de modifier chaque étape avant de poursuivre.
Aperçu de la procédure :
l Accédez à la page du mode une seule étape ou cliquez pour passer à la page du mode une seule étape.
pour passer à la page du mode une seule étape.
l Cliquez sur le paramètre que vous souhaitez définir.
l Saisissez la valeur souhaitée sur le clavier virtuel qui s’affiche.
l Cliquez sur la touche « Terminé » pour confirmer la saisie.
l Répétez les étapes 2 à 4 pour définir d’autres paramètres.
l Après avoir configuré tous les paramètres souhaités, cliquez sur le bouton « Démarrer/Arrêter » pour lancer le fonctionnement de l’appareil.
Spécification des paramètres
![]() Saisissez le numéro de matériau de la pièce. 1 : acier ; 2 : aluminium ; 3 : zinc ; 4 : acier inoxydable ; 5 : nouveau matériau 1 ; 6 : nouveau matériau 2.
Saisissez le numéro de matériau de la pièce. 1 : acier ; 2 : aluminium ; 3 : zinc ; 4 : acier inoxydable ; 5 : nouveau matériau 1 ; 6 : nouveau matériau 2.
![]() En programmation en mode angle, saisissez l’ID de la matrice à utiliser. En programmation en mode position, saisissez 0.
En programmation en mode angle, saisissez l’ID de la matrice à utiliser. En programmation en mode position, saisissez 0.
![]() Saisissez l’épaisseur de la pièce.
Saisissez l’épaisseur de la pièce.
 Définit l’angle de pliage souhaité pour l’étape actuelle.
Définit l’angle de pliage souhaité pour l’étape actuelle.
 Saisissez la correction d’angle pour l’étape de pliage actuelle ; applicable uniquement à cette étape spécifique.
Saisissez la correction d’angle pour l’étape de pliage actuelle ; applicable uniquement à cette étape spécifique.
 Valeur de position cible pour l’axe Y. En programmation en mode angle, cette valeur est calculée automatiquement, mais l’utilisateur peut la modifier.
Valeur de position cible pour l’axe Y. En programmation en mode angle, cette valeur est calculée automatiquement, mais l’utilisateur peut la modifier.
 Valeur de position cible pour l’axe X.
Valeur de position cible pour l’axe X.
 La distance de déformation de l’axe X pendant le processus de pliage.
La distance de déformation de l’axe X pendant le processus de pliage.
 Valeur de position cible pour l’axe R.
Valeur de position cible pour l’axe R.
 Valeur de compensation des perturbations.
Valeur de compensation des perturbations.
En utilisant le mode de fonctionnement en une seule étape, les utilisateurs peuvent identifier rapidement les problèmes potentiels au cours du processus et effectuer les ajustements nécessaires, améliorant ainsi la fiabilité globale et la qualité de la production.
Fonctionnement multi-étapes
Le fonctionnement multi-étapes sur l’ESTUN E310P permet d’automatiser une séquence d’opérations, améliorant ainsi l’efficacité dans les environnements de production où plusieurs étapes sont requises.
Aperçu de la procédure
l Cliquez sur l’icône du programme multi-étapes pour passer à la page du programme multi-étapes.
pour passer à la page du programme multi-étapes.
l Cliquez sur le paramètre que vous souhaitez définir.
l Cliquez sur « Terminé » pour confirmer la saisie.
l Répétez les étapes 2 à 4 pour définir d’autres paramètres.
Cliquez pour ajouter une nouvelle étape, qui copie le contenu de l’étape précédente.
pour ajouter une nouvelle étape, qui copie le contenu de l’étape précédente.
Après avoir défini tous les paramètres souhaités, cliquez sur le bouton « Démarrer/Arrêter » pour lancer le fonctionnement de l’appareil.
Programmation rapide
En plus de la programmation classique, la programmation rapide est également disponible. Cliquez sur « Quick » en haut de la page du programme multi-étapes pour faciliter la programmation multi-étapes. Une fois la programmation terminée, cliquez sur « Run » pour exécuter.
Ce mode automatise les transitions entre les opérations, réduisant ainsi les interventions manuelles et le risque d’erreurs. Les opérateurs peuvent programmer des séquences complexes que l’ESTUN E310P exécutera avec précision, garantissant des processus de fabrication à la fois rationalisés et robustes.
Conclusion
Bien démarrer avec la programmation de l’ESTUN E310P implique de comprendre son interface, de personnaliser les paramètres en fonction de vos besoins spécifiques et de pratiquer régulièrement les étapes de programmation décrites. En suivant ces conseils essentiels, vous pouvez maximiser le potentiel de votre ESTUN E310P, en améliorant la précision et l’efficacité de vos opérations.
Pour obtenir de plus amples informations, une assistance détaillée ou des réponses à des questions spécifiques sur la programmation de l’ESTUN E310P, n’hésitez pas à contacter notre équipe. Consultez également notre vaste bibliothèque de documentation pour approfondir vos connaissances et accéder à des ressources pour optimiser l’utilisation de vos équipements ESTUN.
