- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Comment résoudre les problèmes de synchronisation sur une presse plieuse électro-hydraulique ?
Comment résoudre les problèmes de synchronisation sur une presse plieuse électro-hydraulique ?

Lorsqu’une presse plieuse électro-hydraulique rencontre des problèmes de synchronisation, un mécanisme à crémaillère mécanique peut être utilisé pour imposer la synchronisation. Des vis sans fin sont installées au-dessus et au-dessous de la crémaillère reliée à la presse plieuse CNC, et s’engrènent avec des pignons correspondants montés sur la crémaillère. Ces vis sans fin jouent un rôle de guidage, en compensant les écarts de position grâce à l’engrènement entre le pignon d’entraînement et la vis sans fin. Ce n’est qu’en garantissant une haute précision de fabrication de la vis sans fin et du pignon d’entraînement que les deux vérins de travail de la presse plieuse CNC peuvent atteindre une synchronisation précise.

Pour maintenir une uniformité de l’huile de retour entre les deux vérins, les conduites de retour doivent être conçues avec une résistance au frottement similaire. Cela exige des diamètres de tuyauterie, des longueurs, un nombre de coudes et des angles de cintrage identiques. Pour la conduite d’alimentation en huile, garantir un débit égal à travers les deux clapets anti-retour implique deux points clés : premièrement, le point de pivot du bâti mobile doit être placé aussi près que possible du centre géométrique des deux vérins hydrauliques ; deuxièmement, l’amortissement mécanique entre la tige de piston et le piston, ainsi qu’entre le vérin hydraulique et le couvercle d’extrémité, doit être équilibré afin d’assurer une réduction des vibrations homogène lors de la descente rapide.

Pour les vérins hydrauliques d’une cintreuse CNC électro-hydraulique servo, obtenir une fuite identique dans les deux vérins nécessite des composants de haute précision — tels que les tiges de piston supérieure et inférieure et les vérins — avec une précision dimensionnelle étroitement appariée (y compris les tolérances radiales et cylindriques). De plus, les circuits de commande hydraulique des deux vérins doivent être conçus de manière identique.

Consignes d’exploitation pour les presses plieuses électro-hydrauliques :
Lors du pliage de tôles de différentes épaisseurs ou matériaux, réglez avec soin la charge du ressort de compression et le jeu de coupe afin d’éviter la rupture du ressort ou l’endommagement de la lame. Ne procédez jamais à des réglages forcés en bloquant, en frappant ou en serrant excessivement les composants. Arrêtez toujours la machine avant d’ajuster le rail de coulissement ou les jeux de l’outil. Ne touchez pas la zone de coupe et ne manipulez pas les matériaux pendant le fonctionnement. Les opérateurs doivent connaître la structure et les limites de performance de la machine et éviter tout dépassement des spécifications de conception.

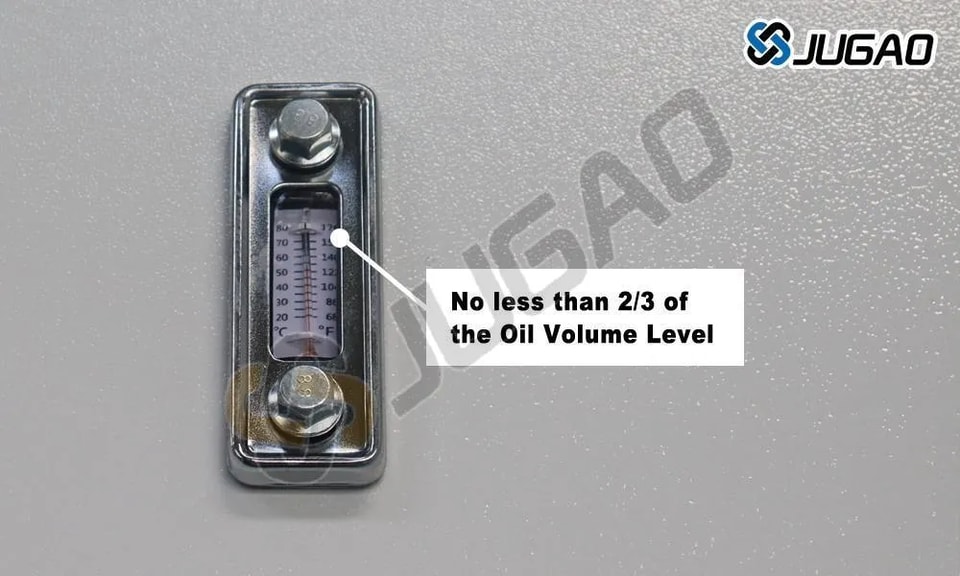
Avant de démarrer la presse plieuse CNC électro-hydraulique, lubrifiez conformément aux spécifications du fabricant. Vérifiez le niveau et la qualité de l’huile via le hublot de niveau, et remplacez le bouchon si nécessaire. Réglez correctement les lames supérieure et inférieure avant l’opération ; le jeu entre les lames doit généralement représenter 5 à 7 % de l’épaisseur de la tôle. Chaque fois que le jeu est ajusté, faites tourner manuellement les engrenages pour faire parcourir plusieurs fois les lames gauche et droite. Utilisez un pied à coulisse pour vérifier le jeu et conserver des arêtes de coupe bien affûtées. Aiguisez ou remplacez rapidement toute lame endommagée ou émoussée.