- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Processus de soudage laser - Paramètres
Processus de soudage laser - Paramètres

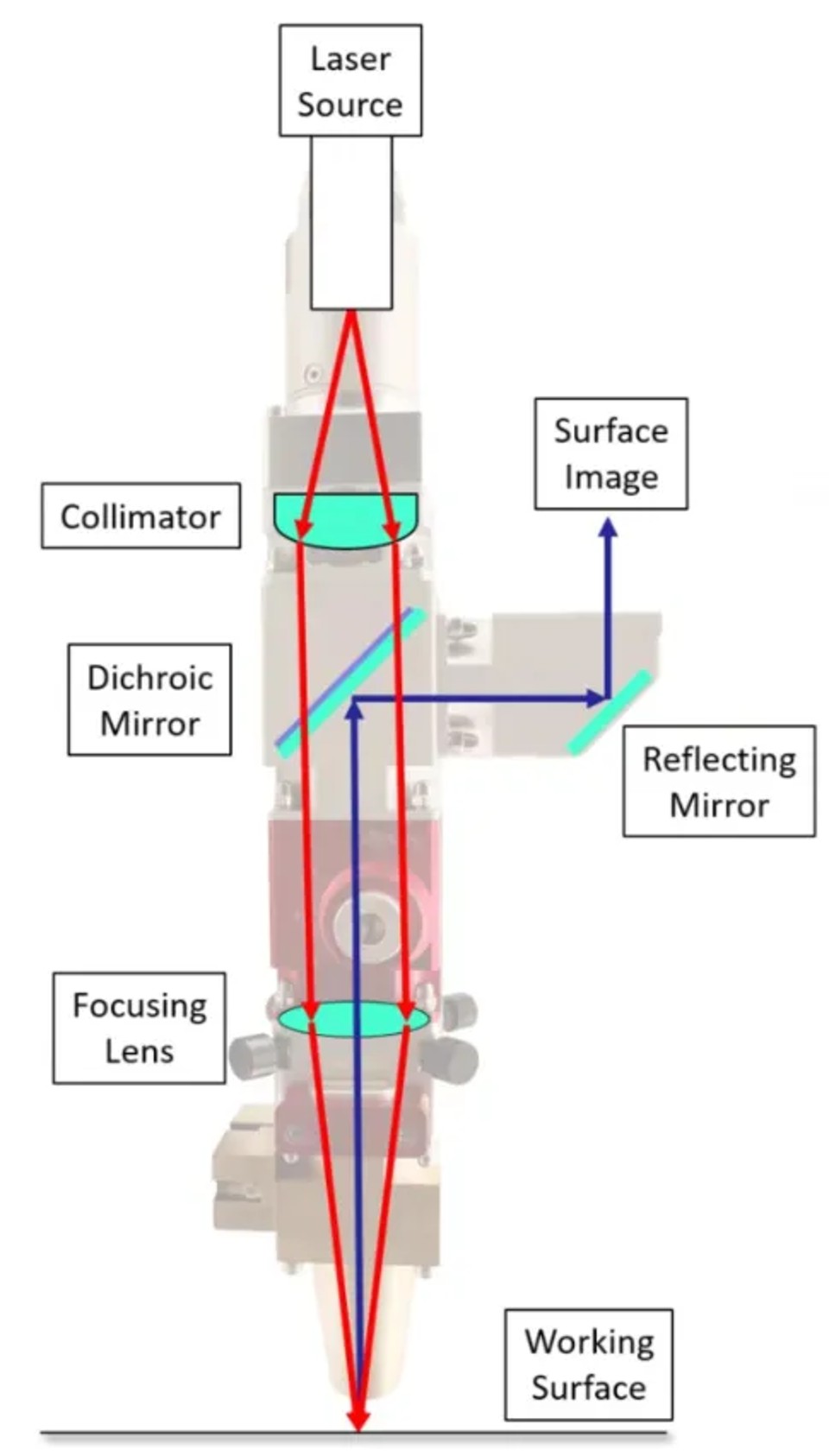
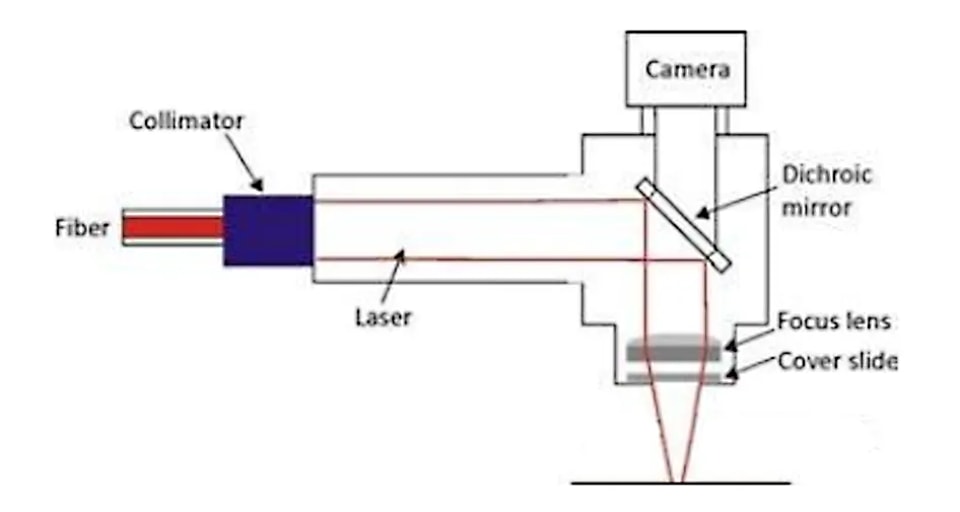
Un système de soudage laser se compose d’un laser, d’une fibre optique de transmission, d’une tête de collimation et de focalisation ou d’un galvanomètre, etc. La lumière issue de la fibre optique est divergente et doit être collimatée en faisceau parallèle par une lentille de collimation, puis focalisée par une lentille de focalisation (effet loupe). Les paramètres clés lors du réglage du procédé laser comprennent : la puissance, la vitesse, le défocalisation et le gaz de protection.
En général, avant de déterminer les paramètres d’une pièce, il faut d’abord définir la vitesse de traitement. Cela nécessite une communication avec le client afin de déterminer la vitesse en fonction de ses besoins. Par exemple, s’il existe des exigences en matière de temps de cycle de production et de rendement, on peut estimer la vitesse approximative en raisonnant à rebours. Ensuite, des ajustements de procédé peuvent être effectués sur cette base.

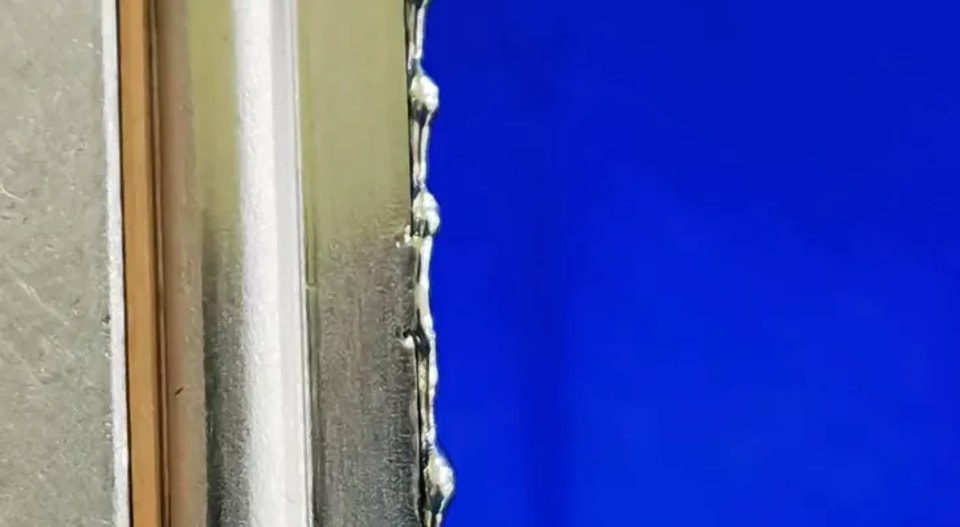
En règle générale, une vitesse excessive entraîne une caractéristique en V, comme indiqué sur l’image.
Puissance : il s’agit de la puissance de soudage laser, généralement réglée via la forme d’onde. Le soudage laser est un processus de conversion d’énergie impliquant apport de chaleur et absorption. Par conséquent, le contrôle de la forme d’onde et de la puissance exige une grande expérience. Les matériaux, épaisseurs, types de soudure et équipements varient tous. Pour obtenir des performances optimales, il faut porter une attention particulière à l’énergie ; les variations de forme d’onde modifient l’énergie unitaire. Le logiciel intègre généralement ce réglage, qui peut être surveillé afin d’accumuler des connaissances sur l’influence des différents matériaux sur les variations d’énergie. Le contrôle des fissures dépend en général encore davantage de l’expérience. Les caractéristiques métallographiques correspondant à la puissance en soudage en ligne droite sont la profondeur et la largeur de soudure. Si la profondeur et la largeur sont trop faibles, augmentez l’énergie ; si elles sont trop importantes, réduisez-la.
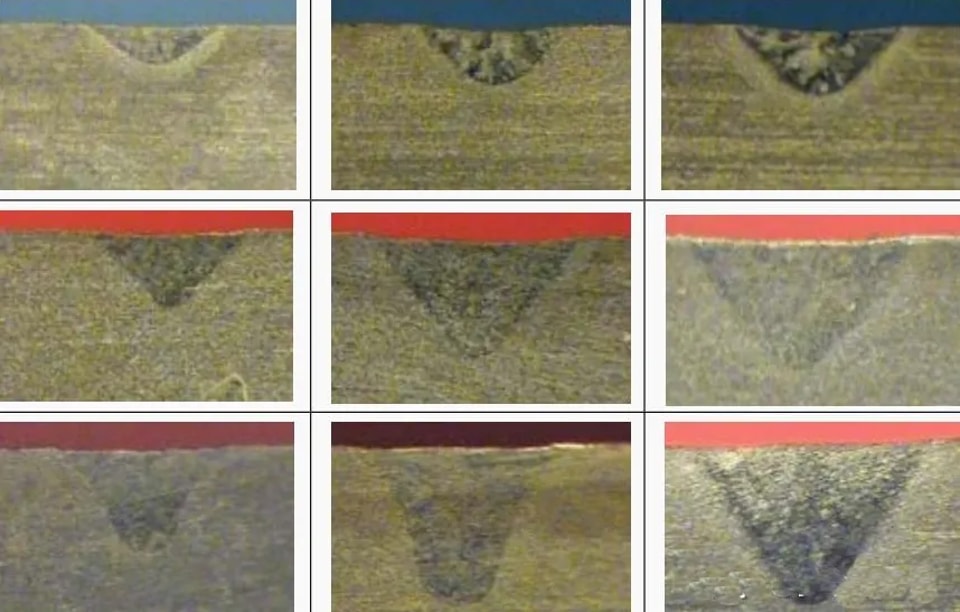
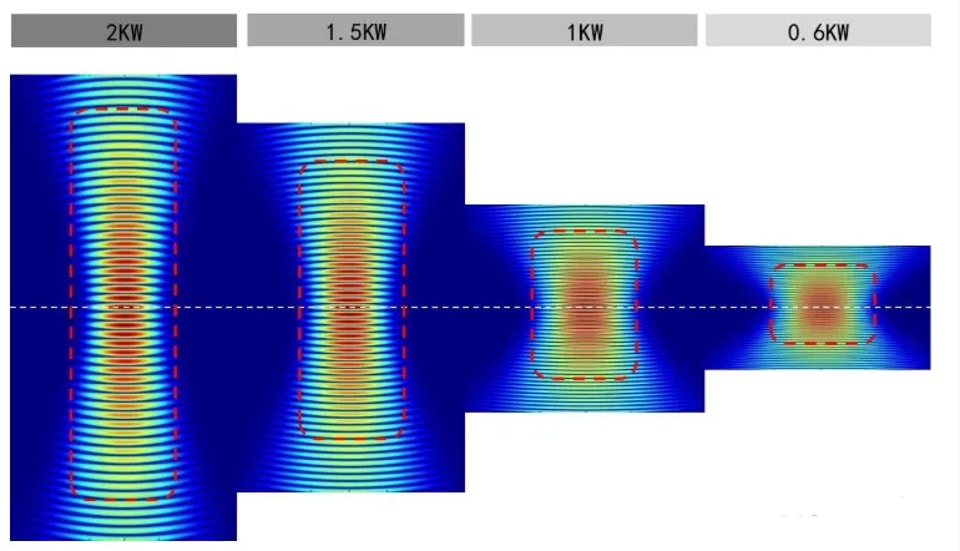
Les différents niveaux de puissance influencent directement la profondeur de fusion, comme le montre la figure, qui est une image métallographique de la profondeur de fusion à différents niveaux d’énergie.

Une énergie insuffisante entraîne souvent des soudures partielles ou incomplètes, comme le montre l’image. Seule une fine couche superficielle fond, avec une pénétration très faible, ce qui rend difficile le respect des exigences du procédé.
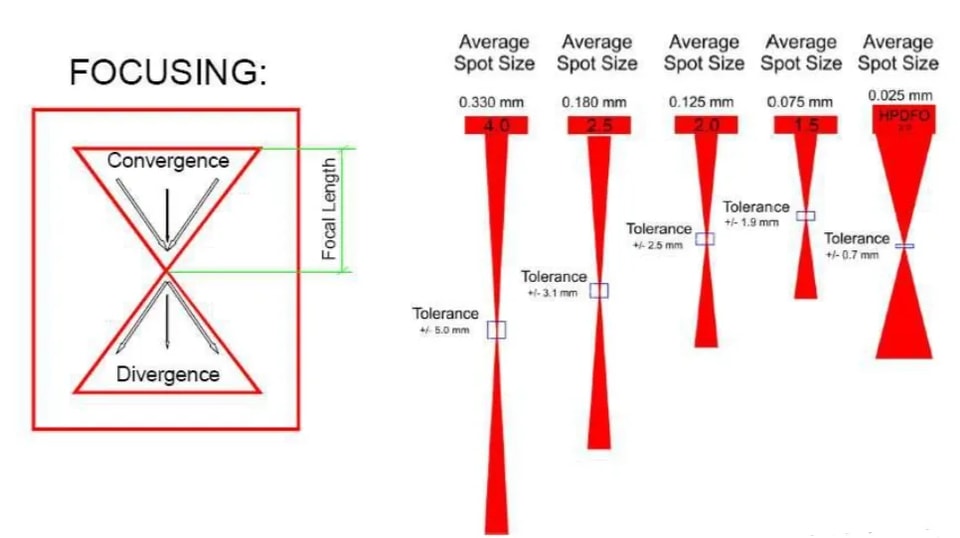
Défocalisation : tout d’abord, l’énergie unitaire du faisceau laser n’est pas uniforme en chaque point. L’énergie est la plus concentrée au point focal, ce qui donne la plus petite taille de spot (zone d’action du laser plus réduite, énergie plus concentrée). Par conséquent, tous les réglages de paramètres n’ont de sens qu’après avoir déterminé le point focal. Trouver le point focal est donc crucial et techniquement exigeant.
Gaz de protection : il existe de nombreux types de gaz de protection. Dans les lignes de production industrielles, on utilise généralement l’azote pour maîtriser les coûts, tandis que l’argon est le principal gaz utilisé en laboratoire. L’hélium et d’autres gaz inertes sont également employés. En règle générale, ces deux gaz sont couramment utilisés dans des situations particulières. Comme le soudage laser est un processus de réaction à haute température et très intense, le métal fond et s’évapore. Le métal est extrêmement réactif à haute température et, au contact de l’oxygène, il provoque une réaction violente, entraînant de fortes projections et une surface de soudure rugueuse et irrégulière. Le gaz de protection est donc utilisé pour créer un environnement sans oxygène dans une petite zone (près du bain de fusion) afin d’empêcher des réactions d’oxydation violentes qui dégraderaient la soudure et rendraient la surface extérieure rugueuse.
Si le gaz de protection est trop abondant, il soufflera le bain de fusion ; s’il est insuffisant, il ne pourra pas protéger efficacement le bain de fusion de l’oxygène. Il doit être ajusté avec souplesse en fonction des conditions de travail sur site.
