- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Exploiter la programmation DELEM DA-66T pour une efficacité accrue
Exploiter la programmation DELEM DA-66T pour une efficacité accrue

Lorsqu’il s’agit d’améliorer l’efficacité de vos opérations avec des presses plieuses, la maîtrise de la programmation du DELEM DA-66T est essentielle. Ce système simplifie non seulement votre flux de travail, mais garantit également la précision des pliages et réduit le temps de réglage. En intégrant pleinement la configuration des outils du DELEM DA-66T, vous pouvez maximiser la productivité et améliorer la qualité de production.
Dans ce guide, je vais vous montrer comment la programmation du DELEM DA-66T peut améliorer considérablement l’efficacité de vos processus de métallurgie. Des bases aux paramètres et fonctions de pliage spécifiques, vous apprendrez à exploiter tout le potentiel de ce contrôleur avancé.
Démarrer avec la programmation produit
Pour commencer la programmation du DELEM DA-66T, il est important de vous familiariser avec ses fonctions et ses paramètres. L’interface de programmation est conviviale et conçue pour permettre une navigation et une configuration faciles.
Pour générer ou modifier un programme numérique, démarrez un nouveau programme depuis le mode Produits ou utilisez Programme pour y accéder directement.
Pour modifier un programme CNC existant, sélectionnez une pièce dans l’aperçu des produits, puis le bouton de navigation Programme. Pour créer un nouveau programme, sélectionnez Nouveau programme puis, après avoir saisi les propriétés principales de la pièce, le système basculera automatiquement vers Programme.
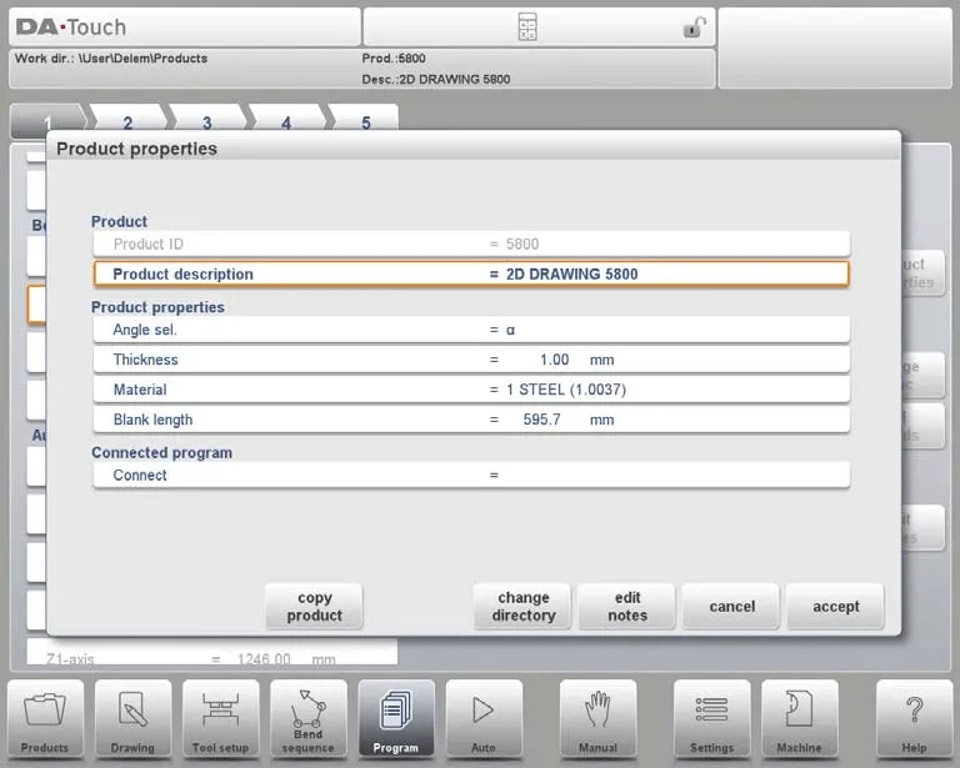
Pour modifier les propriétés principales du produit, appuyez sur Propriétés du produit. Ces paramètres du programme sont identiques pour chaque pliage du programme (données principales du programme).
Commencez par explorer les principales fonctions : chargement du matériau, sélection de la matrice et saisie des spécifications nécessaires. Chaque paramètre, comme l’épaisseur du matériau, la longueur de la pièce et les paramètres de configuration de l’outillage, est essentiel pour créer un produit avec précision.
Explication des paramètres:
l ID produit: Attribuez un identifiant unique à chaque programme, jusqu’à 25 caractères, en utilisant des lettres et des chiffres.
l Description du produit: Indiquez un nom ou un numéro descriptif pour le programme, également limité à 25 caractères, en utilisant des lettres et des chiffres.
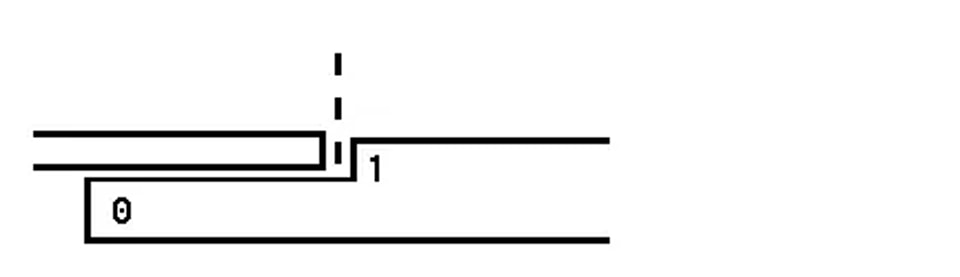
l Sélection de l’angle: Choisissez entre deux modes de programmation de l’axe Y :
0 = position absolue pour un pliage.
1 = α, où l’angle est spécifié et la position de l’axe Y est calculée.
l ÉpaisseurÉpaisseur de la tôle.
l Sélection du matériau: Choisissez parmi 6 matériaux prédéfinis ou 99 matériaux programmables pour calculer les profondeurs de pliage. Configurez les matériaux sur la page Matériaux dans les Paramètres.
l Longueur de tôle brute: Définissez la longueur initiale de tôle nécessaire pour le produit, calculée à partir d’un dessin 2D si applicable.
l Programmes liés: Reliez des programmes pour créer des produits 3D en plusieurs étapes.
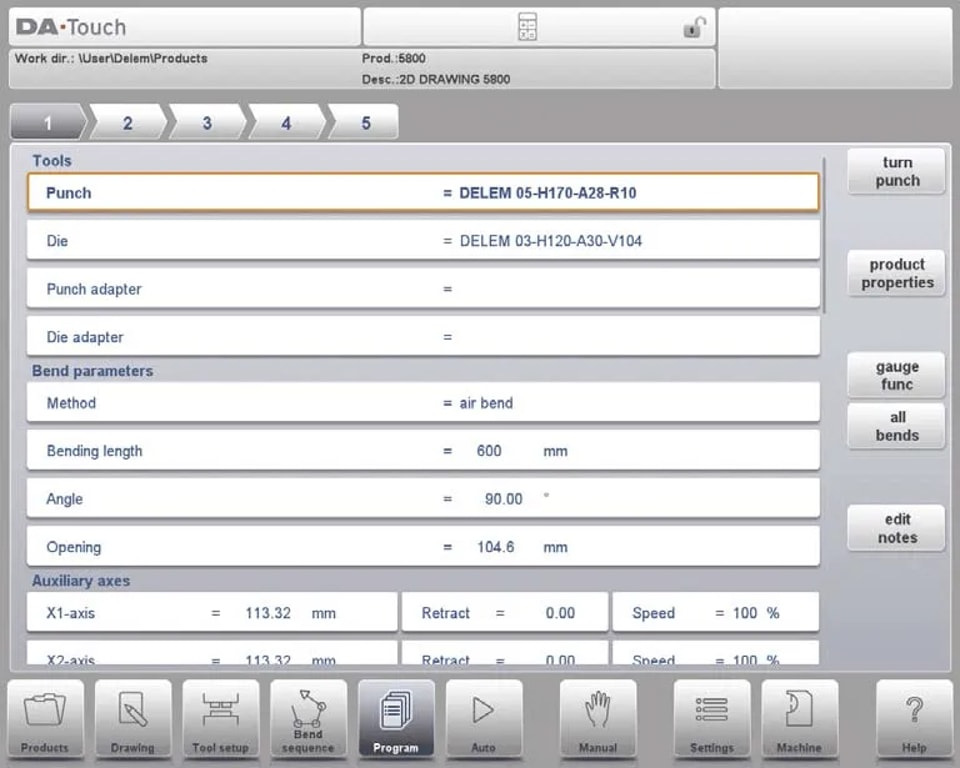
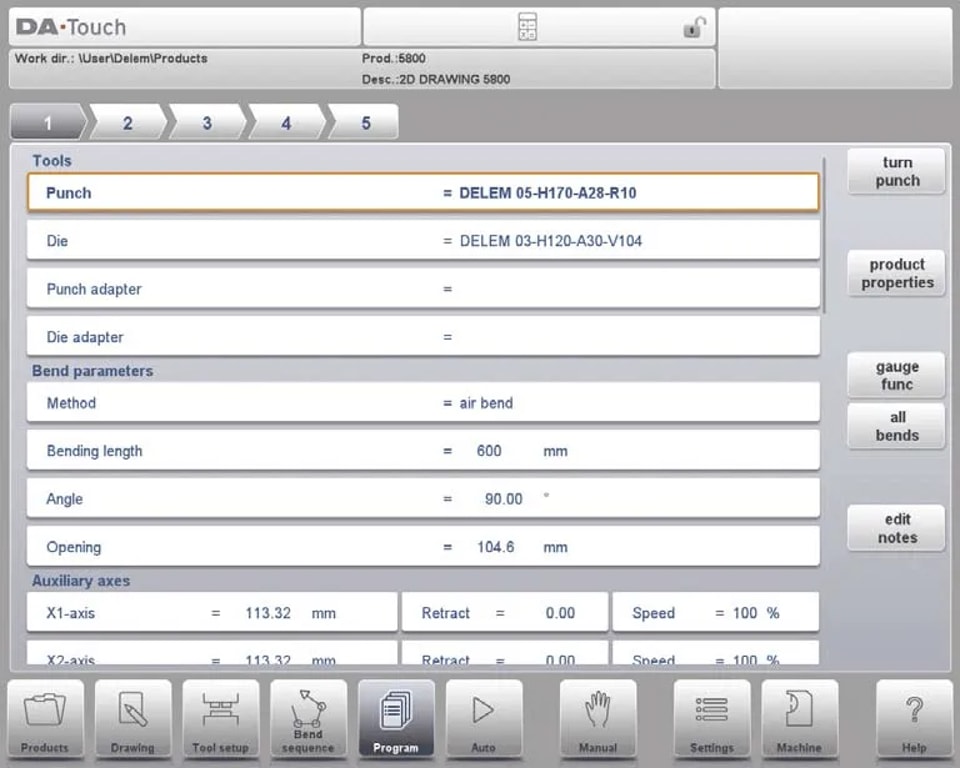
L’écran principal affiche les pliages disponibles et, depuis cet écran principal, des paramètres spécifiques peuvent être consultés et modifiés pour chaque pliage disponible.
Le sélecteur de pliage situé en haut de l’écran peut être utilisé pour naviguer entre les pliages dans la programmation produit du DELEM DA-66T..Les pliages indiqués peuvent être touchés pour sélectionner facilement les données de pliage souhaitées.
Ouvre une nouvelle fenêtre dans laquelleles propriétés du produit, applicables à tous les pliages, sont affichées et peuvent être modifiées.
l Fonctions de la butée arrière: Ouvre une fenêtre dans laquelle les positions des axes par rapport aux positions des doigts peuvent être programmées.
l Tous les pliages: Ouvre une nouvelle fenêtre dans laquelle tous les pliages sont affichés dans un tableau.
l Modifier les notesOuvre une fenêtre permettant de consulter et de modifier les notes relatives au produit actuel.
Cette approche structurée aide à optimiser les flux de travail opérationnels, à améliorer la précision et à accroître la productivité dans les environnements industriels.
Se familiariser avec ces fonctionnalités vous permet de partir du bon pied et de tirer parti des avantages d’une programmation produit efficace.
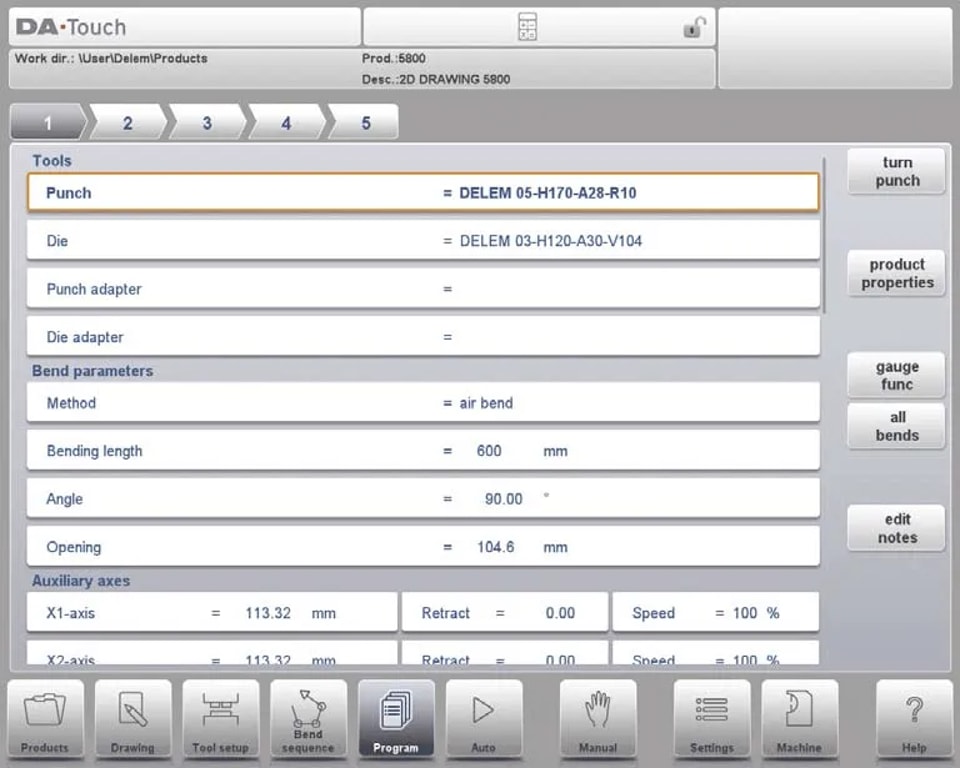
Comprendre les paramètres de pliage
La DELEM DA-66T comprend une liste complète de paramètres de pliage essentiels à des opérations précises. L’ID produit et la description du produit s’affichent sur la ligne supérieure de l’écran.
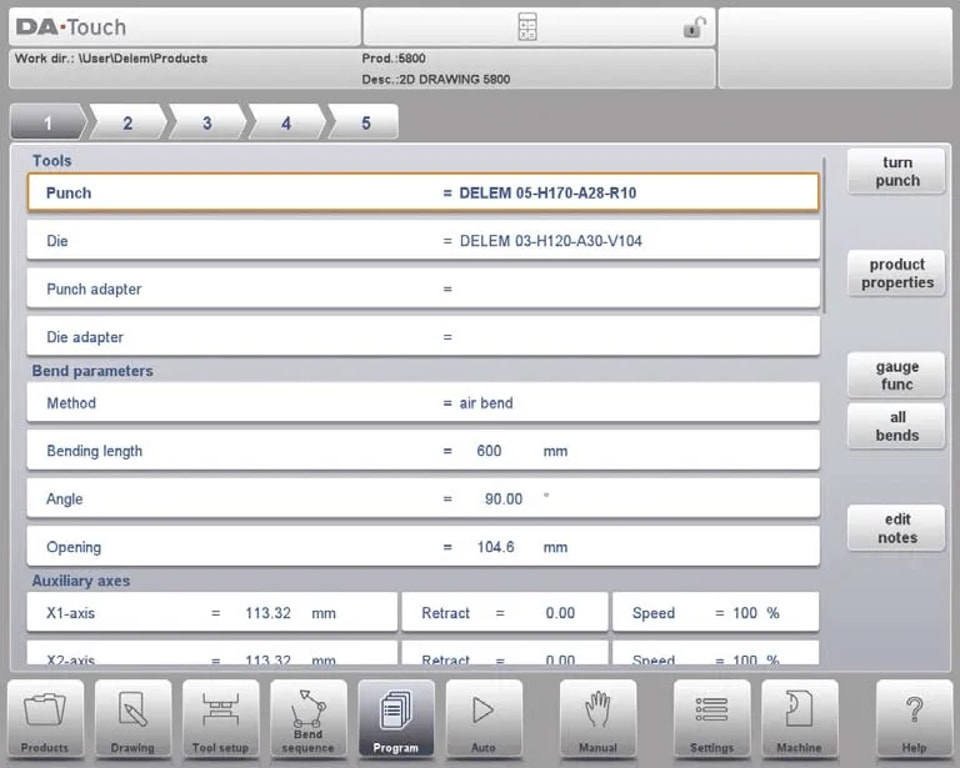
Vous commencerez par sélectionner les outils appropriés, en tenant compte du type de matériau et de son épaisseur.
l Sélection du poinçonDans la programmation produit DELEM DA-66T, le nom du poinçon (ID) est crucial. Appuyez dessus pour le modifier ou choisissez-en un dans la bibliothèque pour simplifier la gestion des outils.
l MatriceSélectionAppuyez simplement pour sélectionner ou modifier la matrice dans la bibliothèque des matrices.
l Adaptateur de poinçonSélectionnez et programmez l’adaptateur de poinçon depuis la bibliothèque. La programmation produit DELEM DA-66T s’appuie sur les réglages du mode Machine pour une utilisation efficace de l’adaptateur.
l Adaptateur de matriceDe même, choisissez un adaptateur de matrice via la programmation produit DELEM DA-66T, selon les paramètres du mode Machine pour un fonctionnement optimal.
l Programmation des outilsProgrammez efficacement les ID des outils ou parcourez la bibliothèque pour choisir des outils. Utilisez « Rotation du poinçon » ou « Rotation de la matrice » pour ajuster l’orientation de l’outil.
Les paramètres de pliage tels que l’angle de pliage, le rayon et la longueur de bride sont ajustés en fonction du résultat souhaité.
Paramètres de pliage
Méthode
Sélectionnez la méthode de pliage requise. La commande prend en charge 5 méthodes :
• pliage à l’air
• pliage en fond de matrice
• pliage d’ourlet
• pliage d’ourlet et pliage en fond de matrice
• manutention
Voici les détails :
Pliage à l’air:
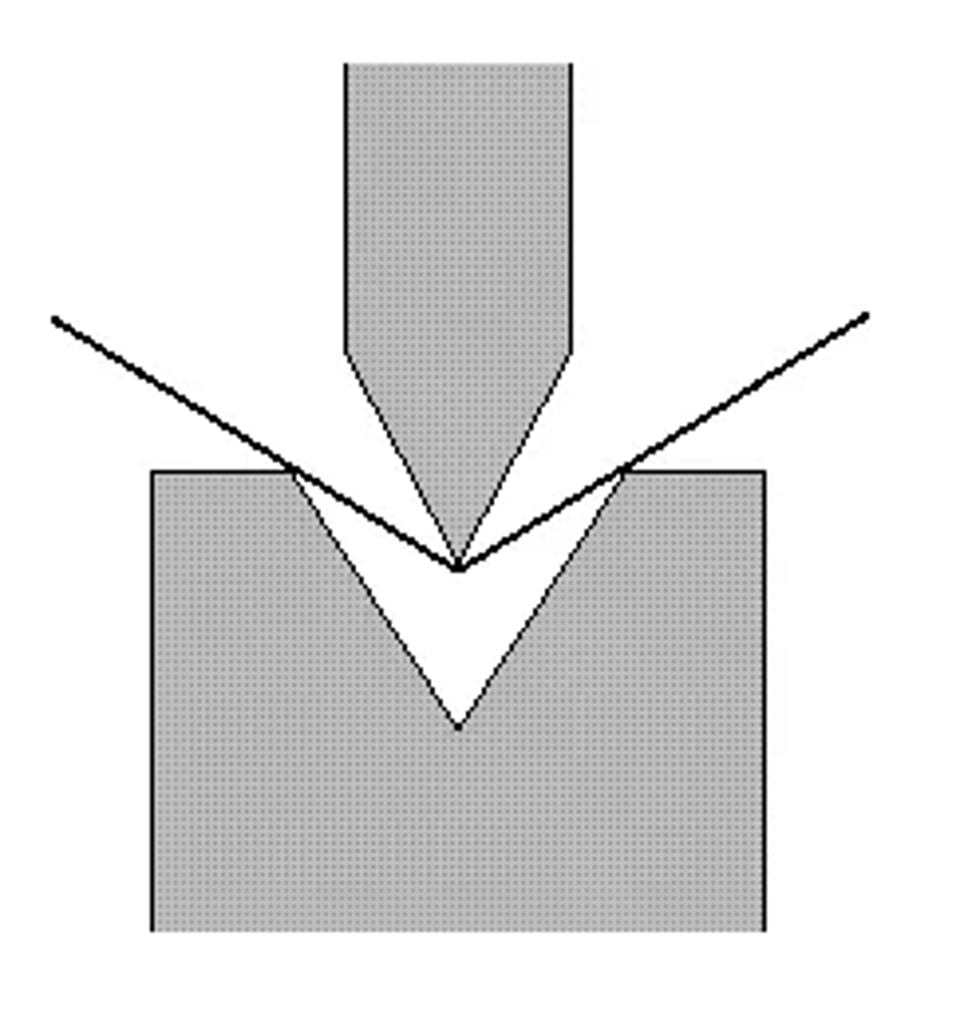
La programmation produit DELEM DA-66T calcule efficacement la position requise de l’axe Y pour obtenir l’angle programmé en enfonçant le poinçon à la profondeur nécessaire.
Pliage au fond:
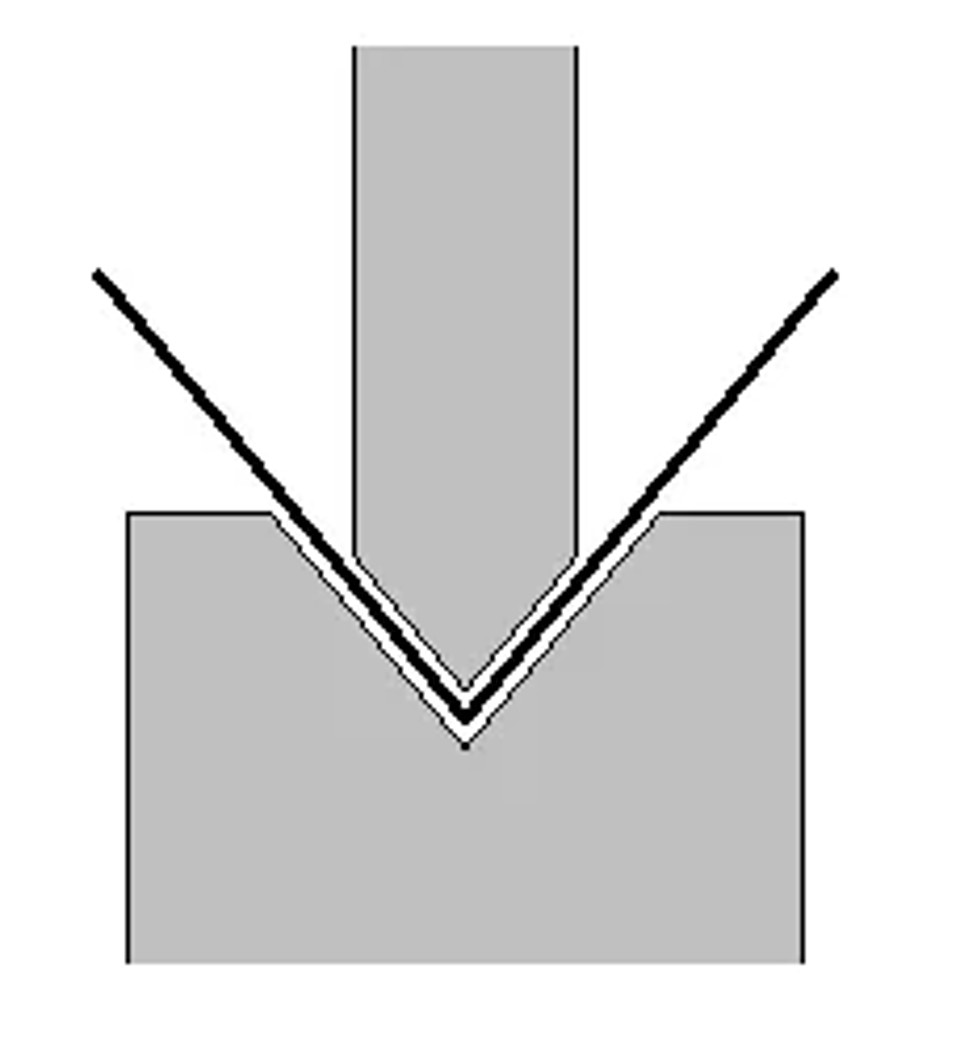
Dans la programmation produit DELEM DA-66T, la tôle est pliée en la pressant entre le poinçon et la matrice, en prenant le fond de la matrice comme position requise de l’axe Y pour un pliage précis.
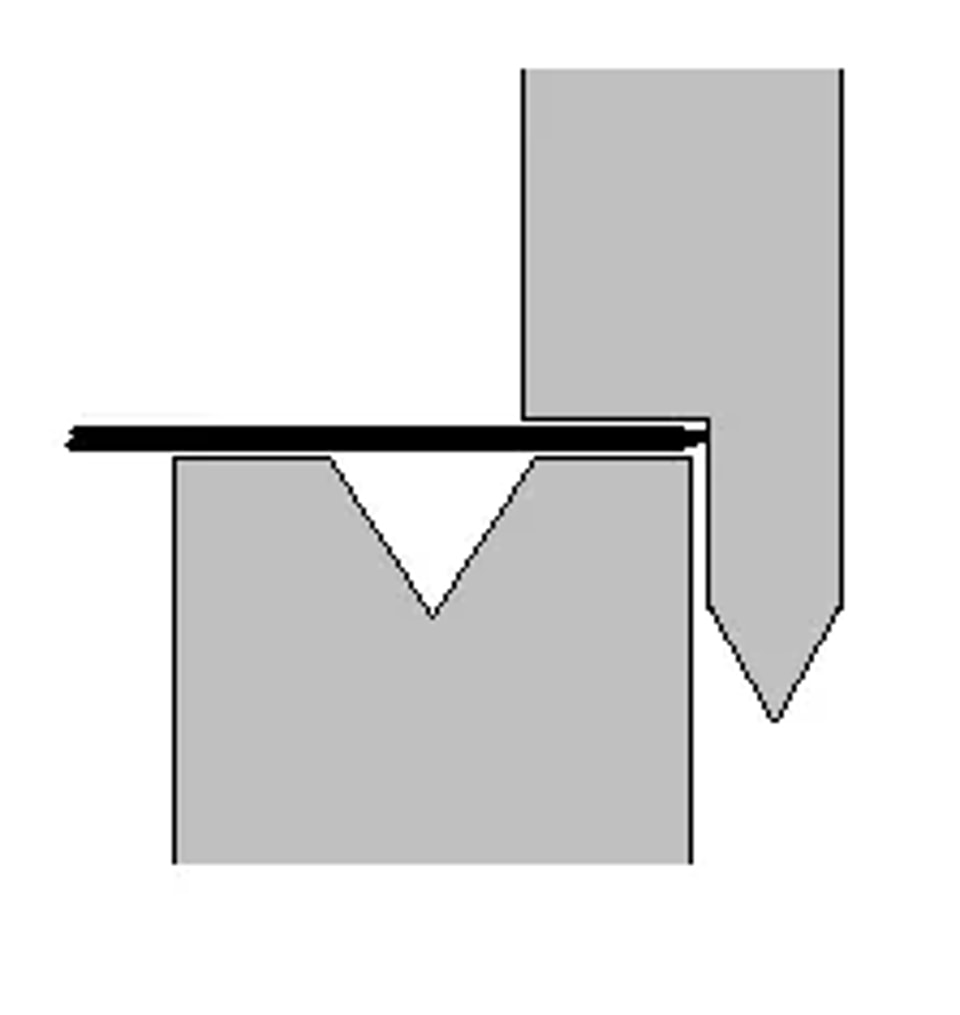
Pliage d’ourlet:
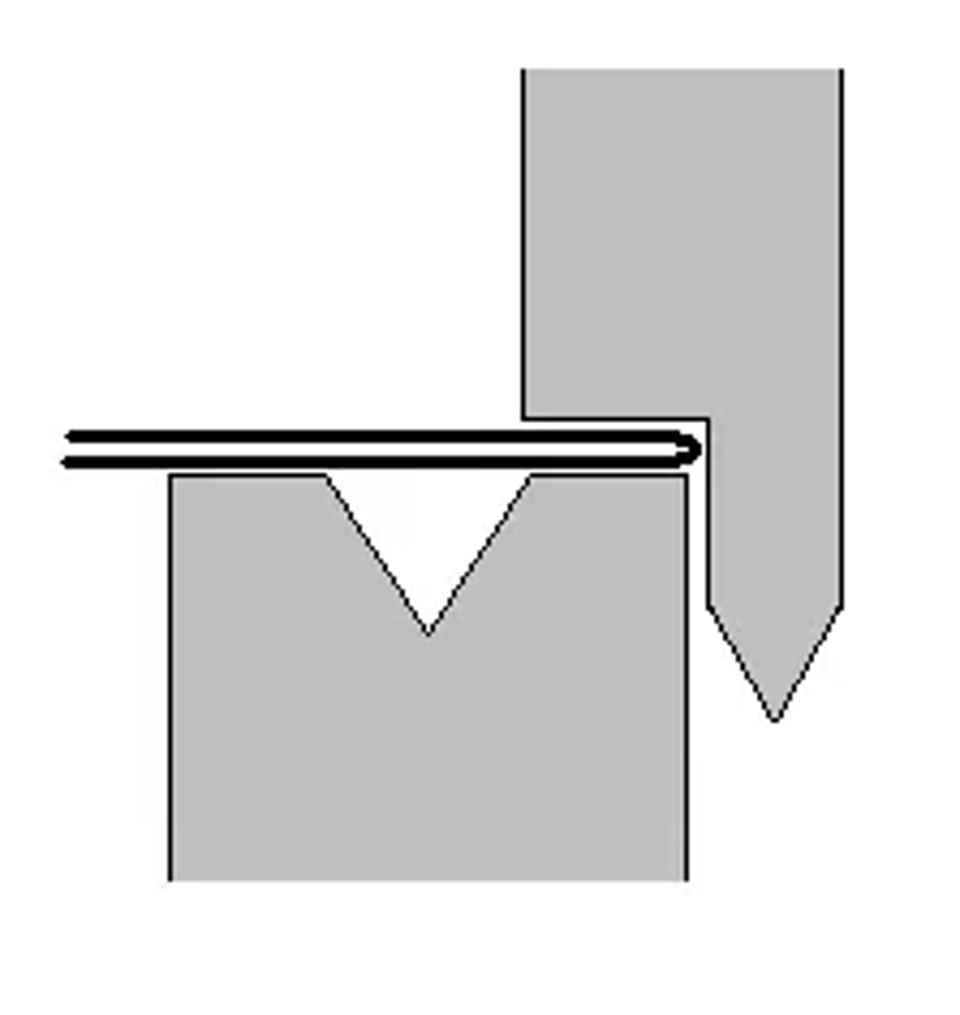
Avec la programmation produit DELEM DA-66T, la tôle est repliée sur elle-même après un premier pli à angle vif. Le système calcule avec précision la position de l’axe Y comme la surface de la matrice plus deux fois l’épaisseur de la tôle, en utilisant la programmation « ouverture d’ourlet » pour les réglages.
Pliage d’ourlet et pliage en fond de matrice:
Similaire au pliage d’ourlet, mais la programmation produit DELEM DA-66T prend le dessus de la matrice comme position de l’axe Y, assurant un pliage et un pressage précis entre le poinçon et la matrice.
ManutentionLa programmation produit DELEM DA-66T facilite les étapes sans pliage en maintenant l’axe Y immobile, tandis que les axes de butée arrière se positionnent selon les valeurs programmées. Un changement d’étape externe (entrée C) est nécessaire pour optimiser la manutention du produit.
l Remarque 1Les plis d’ourlet sont illustrés ici avec un poinçon spécial pour ourlet, mais ce n’est pas nécessaire.
l Remarque 2Lorsque l’opération de pliage en fond de matrice est sélectionnée, la position de fin de pliage de la poutre de l’axe Y dépend de la force de travail. Toutefois, si la force est suffisante pour que la poutre atteigne la position de fin de pliage calculée de l’axe Y, la course de la poutre sera limitée par la valeur de position.
l Longueur de pliageLongueur de la tôle entre les outils.
l AngleL’angle requis de ce pli. Ce paramètre n’apparaît que si la programmation par angle est sélectionnée avec le paramètre « Angle sel. » et que la méthode de pliage est un pliage en l’air.
l Ouverture de repliageLa programmation produit DELEM DA-66T calcule la position de la poutre pour les pliages écrasés en fonction de la distance d’ouverture entre les ailettes.
l Position de pliageLa position de l’axe Y nécessaire pour un pli apparaît lors de l’utilisation de la programmation absolue ou lorsque les méthodes de pliage à fond ou écrasé sont actives.
l OuvertureCe paramètre définit l’écart entre le poinçon et la matrice après le pliage. Dans DELEM DA-66T Product Programming, une valeur positive indique un écart au-dessus de « Mute », et une valeur négative en dessous.
l Axe auxiliaireDELEM DA-66T Product Programming interprète les valeurs négatives de l’axe X comme relatives, en les soustrayant de la position actuelle, ce qui est utile pour enchaîner les opérations.
l RétractionLa distance de rétraction de l’axe sélectionné dans le pli en cours, dans DELEM DA-66T Product Programming, commence lorsque la poutre serre la tôle, optimisant ainsi le temps de manutention.
l Vitesses des axesLes vitesses dans DELEM DA-66T Product Programming peuvent être réglées en pourcentage du maximum, garantissant un contrôle précis des processus de production. En comprenant et en utilisant ces fonctions de DELEM DA-66T Product Programming, les fabricants peuvent améliorer considérablement l’efficacité et la productivité.
Modifier les notes
La fonction de modification des notes permet d’ajouter des instructions détaillées spécifiques à chaque travail, ce qui peut être précieux pour référence ultérieure.
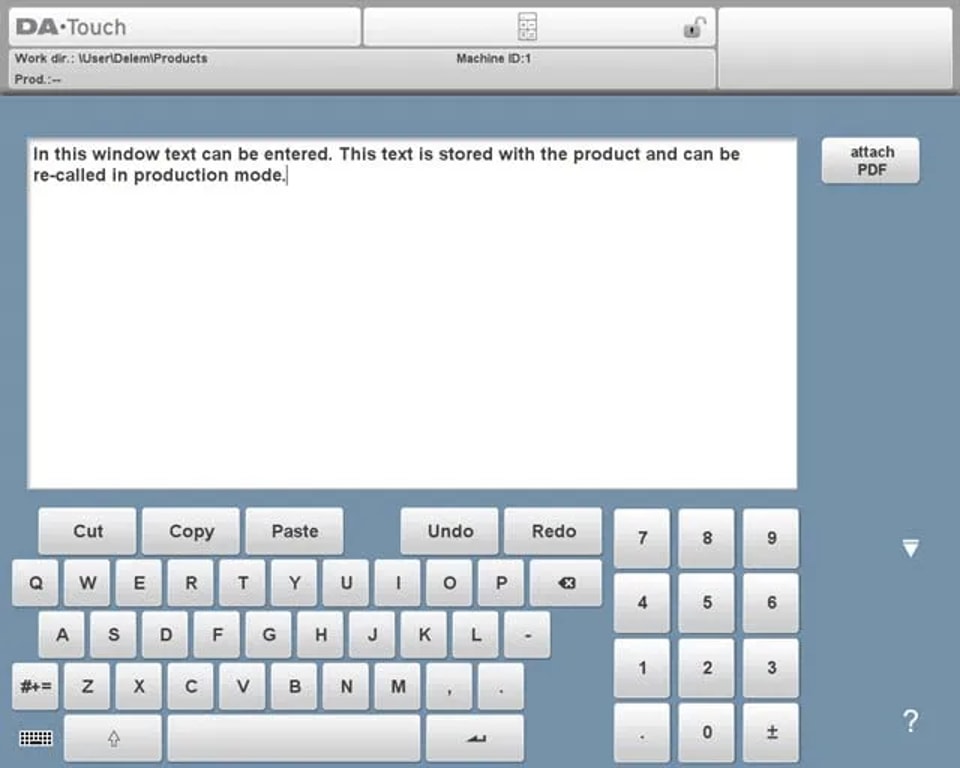
Pour joindre un fichier PDF à la note, appuyez sur Joindre un PDF. Via l’explorateur de répertoires, un fichier PDF peut être sélectionné et intégré au fichier produit.

Lorsqu’un fichier PDF est joint sans note textuelle, le PDF s’affiche instantanément lorsque l’utilisateur appuie sur l’indicateur Notes en mode Auto.
Fonction de butée
De plus, la fonction de butée facilite le positionnement correct du matériau, garantissant une précision constante lors des opérations répétitives.
Dans DELEM DA-66T Product Programming, « Gauge Func » ouvre une fenêtre permettant de gérer les paramètres de la butée arrière, essentiels pour programmer la position souhaitée des doigts par pli.
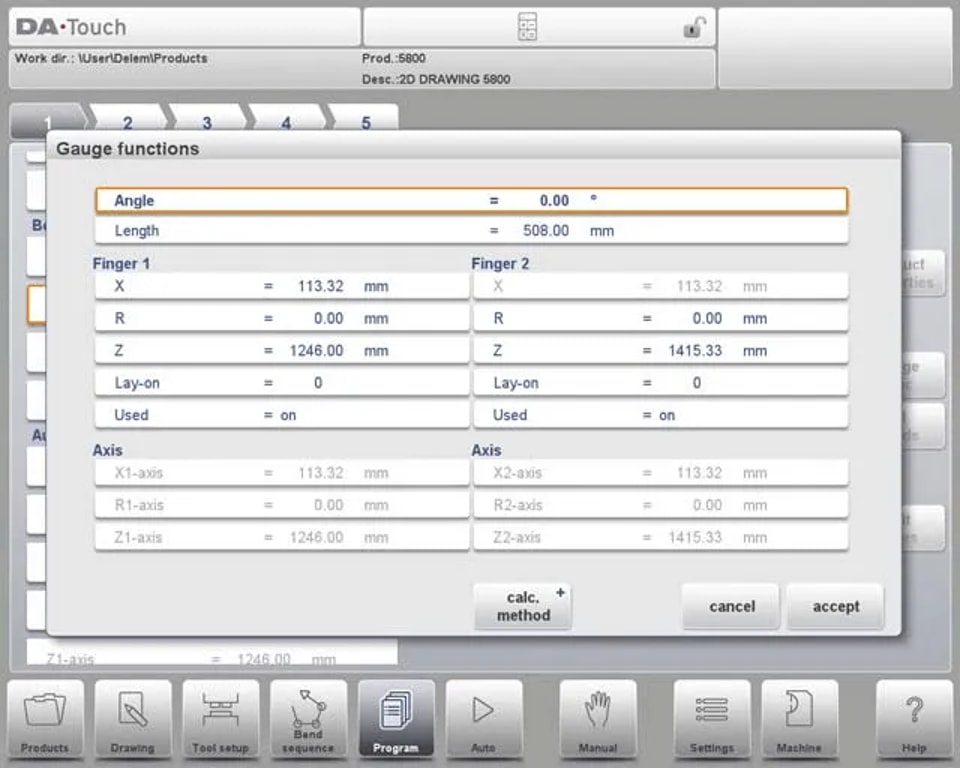
l AngleDétermine l’angle des doigts de la butée arrière pour un positionnement angulaire précis.
l LongueurDéfinit la longueur latérale du produit pour le positionnement de la butée arrière, plus précisément le positionnement en Z.
l XPosition réglable manuellement des doigts dans la direction X pour le positionnement de la tôle.
l RPosition réglable manuellement dans la direction R, permettant un contrôle plus fin du positionnement.
l ZLes réglages dans la direction Z permettent d’optimiser le positionnement des doigts.
l AppuiPermet de programmer plusieurs positions de doigts avec DELEM DA-66T Product Programming, en influençant les positions des axes tout en conservant le positionnement de la butée.
![]() Appui = 0 : sans appui (par défaut)
Appui = 0 : sans appui (par défaut)
![]() Appui = 1 : appui au premier niveau
Appui = 1 : appui au premier niveau
![]() Appui = 2 : appui au deuxième niveau
Appui = 2 : appui au deuxième niveau
![]() Appui = 3 : appui au troisième niveau
Appui = 3 : appui au troisième niveau
l Paramètre d’utilisationFonction de stationnement dans DELEM DA-66T Product Programming ; gare les doigts en fonction de la position Z lorsqu’ils ne sont pas utilisés. Applicable lorsqu’il y a plus de deux doigts.
l Effet des modificationsLe réglage de « Appui » influence les positions des axes X et R tout en conservant constantes les positions de butée, simplifiant ainsi le processus de programmation dans DELEM DA-66T Product Programming.
Appui = 0
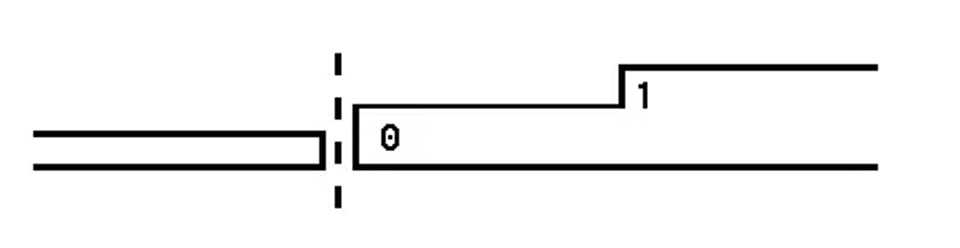
Appui = 1
Exploration des fonctions de pliage
Les fonctions de pliage sont essentielles pour optimiser la programmation du produit DELEM DA-66T. Les fonctions auxiliaires jouent un rôle important en s’ajustant automatiquement aux modifications de la configuration, ce qui réduit les interventions manuelles.
1. Réglage du point de mutes:
![]() Objectif:Passer l’axe Y de la vitesse de fermeture rapide à la vitesse de pressage.
Objectif:Passer l’axe Y de la vitesse de fermeture rapide à la vitesse de pressage.
![]() Détails : programmer la distance du point de mutes au-dessus de la tôle. La valeur de mutes par défaut provient de la matrice programmée.
Détails : programmer la distance du point de mutes au-dessus de la tôle. La valeur de mutes par défaut provient de la matrice programmée.
![]() Remarques : la disponibilité dépend des réglages de la machine.
Remarques : la disponibilité dépend des réglages de la machine.
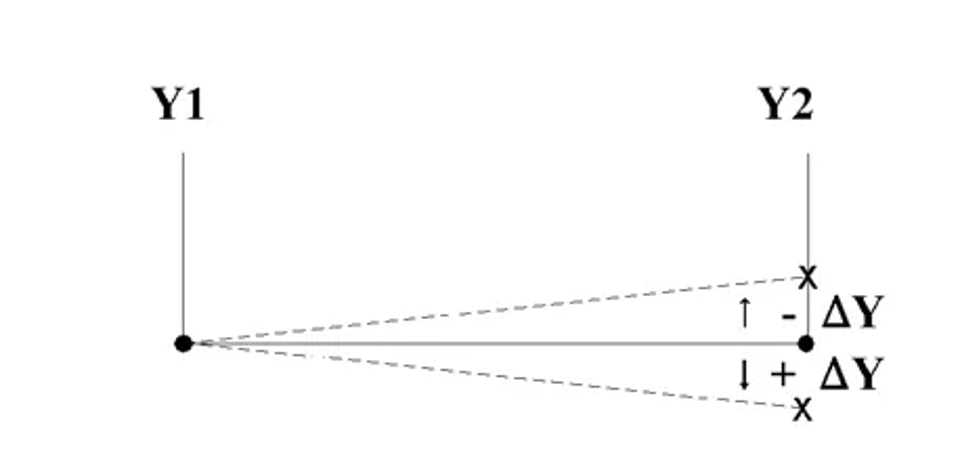
2. Parallélisme: Différence entre les vérins du côté gauche et du côté droit (Y1 et Y2). Si la valeur est positive, le côté droit est plus bas. Si la valeur est négative, le côté droit est plus haut. La valeur programmée est active en dessous du point de serrage.
3. Répétition:
0 = le pliage est ignoré.
1 à 99 = nombre de répétitions de ce pliage.
4. Configuration de l’attente au retour
l Objectif : contrôler l’attente de l’axe Y pendant le retour.
l Options :
![]() Non : le retour démarre dès que l’axe Y franchit le point de serrage, sans arrêt.
Non : le retour démarre dès que l’axe Y franchit le point de serrage, sans arrêt.
![]() Oui : l’axe Y s’arrête au point de serrage jusqu’à la fin du retour.
Oui : l’axe Y s’arrête au point de serrage jusqu’à la fin du retour.
5. Code de changement d’étape:
l Objectif : définir à quel moment les paramètres du pli suivant s’activent.
l Réglages :
![]() 0 – ER :Changement à la fin de la décompression.
0 – ER :Changement à la fin de la décompression.
![]() 1 – MUTE :Changement à la position de mutes pendant l’ouverture.
1 – MUTE :Changement à la position de mutes pendant l’ouverture.
![]() 2 – UDP :Changement au point mort supérieur.
2 – UDP :Changement au point mort supérieur.
![]() 3 – UDP STOP :Changement au point mort supérieur sans mouvement d’axe.
3 – UDP STOP :Changement au point mort supérieur sans mouvement d’axe.
![]() 4 – EXTERNAL :Changement avec l’entrée C active ; aucun mouvement de la traverse ni de retour.
4 – EXTERNAL :Changement avec l’entrée C active ; aucun mouvement de la traverse ni de retour.
![]() 5 – UDP EXTERNAL :Changement avec l’entrée C au point mort supérieur, permettant le mouvement de la traverse et du retour.
5 – UDP EXTERNAL :Changement avec l’entrée C au point mort supérieur, permettant le mouvement de la traverse et du retour.
6. Temps de temporisation: Temps de retard programmable avant le changement d’étape (0 à 30 s).
7. Force: Force maximale ajustée pendant le pressage (calculée automatiquement).
8. Temps de maintien: Temps de maintien du poinçon au point de pliage.
9. Décompression: Course de décompression après le pliage pour relâcher la pression de travail.
10. Vitesse de pressage et de décompression:
l Vitesse de pressage : vitesse de travail initiale définie par les réglages par défaut.
l Vitesse de décompression : vitesse programmée pendant la décompression.
11. Vitesse de retour du support de pièce:
l Objectif : définir la vitesse de retour du support de pièce après le pliage.
l Remarque : disponible avec le système de support de pièce.
Paramètres de pliage – Tous les plis
Un aspect clé consiste à programmer les paramètres de pliage pour tous les plis, ce qui permet d’assurer une grande uniformité et de minimiser les marges d’erreur en production. Cette fonction réduit non seulement le gaspillage de matière, mais accélère aussi l’ensemble du processus de pliage.
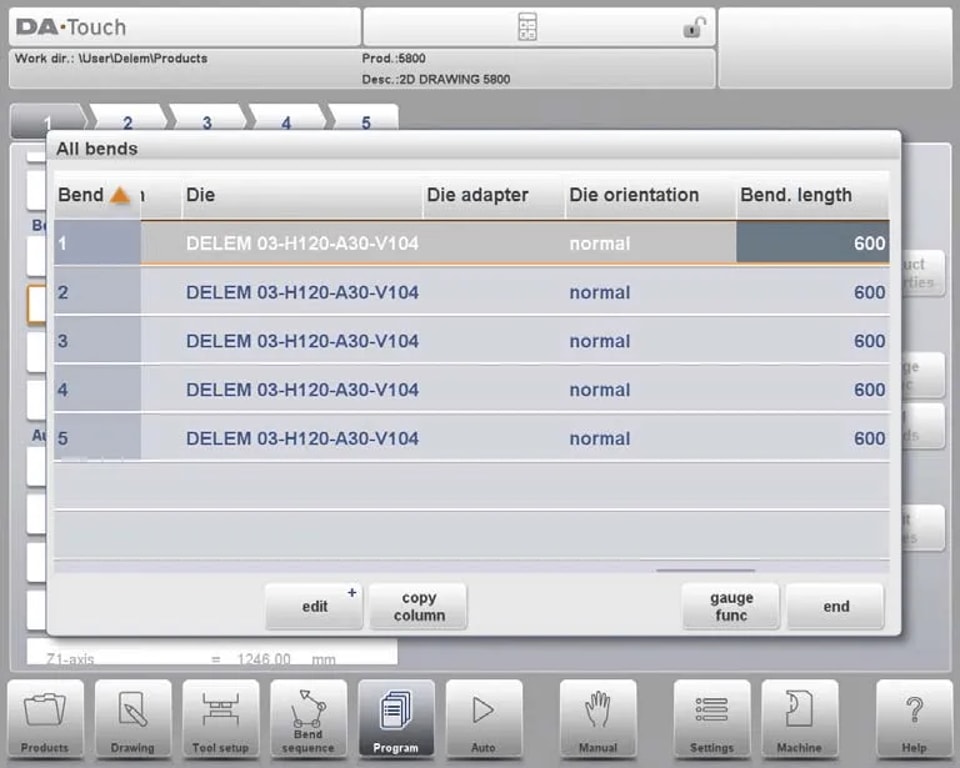
Des plis spécifiques peuvent être sélectionnés à l’écran en plaçant la barre de surbrillance sur le pli concerné, puis en sélectionnant FIN. Depuis cet écran, le programme CNC complet peut être modifié à l’aide de la programmation produit DELEM DA-66T. Tous les paramètres de pliage peuvent être modifiés dans le tableau, et les plis peuvent être intervertis, déplacés, ajoutés ou supprimés. Les colonnes disponibles peuvent être parcourues par glissement du doigt.
Fonctions:
l Modifier :Modifiez le programme à l’aide de commandes telles qu’insérer, supprimer et marquer un pli.
l Copier la colonne :Cela permet de copier la valeur du paramètre actuellement sélectionné vers tous les autres plis.
l Fonct. butée :Programmez les positions de butée comme expliqué précédemment.
Lorsque vous appuyez sur la fonction Modifier, une barre de boutons temporaire avec des options supplémentaires apparaît :
l Insérer un pli :Ajoute un nouveau pli en copiant le pli actuel.
l Marquer le pli :Prépare un pli pour des actions telles que le déplacement ou l’échange.
l Supprimer le pli :Supprime le pli actuellement sélectionné.
Fonctions supplémentaires lorsque Marquer le pli est utilisé :
l Déplacer le pli :Modifie l’ordre des plis en les sélectionnant puis en les déplaçant dans la séquence.
l Intervertir les plis :Inverse les positions de deux plis.
l Annuler le marquage :Désélectionne un pli, en finalisant ou en annulant une action.
Connexion des programmes CNC
Avec la programmation produit DELEM DA-66T, utilisez le paramètre Connecter pour créer des produits 3D en exécutant successivement des séquences de pliage. Programmez deux directions :
1. Créez et programmez la séquence de pliage pour chaque direction.
2. Connectez les programmes en sélectionnant des séquences via la bibliothèque de produits et en utilisant le paramètre Connecter.
3. Lors de la liaison de plusieurs programmes, chacun s’aligne sur le suivant, puis revient au premier.
Pour produire avec des programmes connectés :
1. Sélectionnez le premier programme.
2. Passez en mode automatique.
3. Programmez la quantité de produits avec le « compte de stock ».
4. Appuyez sur Démarrer pour lancer la séquence.
À la fin du premier programme, le suivant démarre automatiquement, en indiquant le nombre restant.
Remarques particulières de modification
Dans la programmation produit DELEM DA-66T, les remarques particulières de modification sont essentielles pour la personnalisation et les exigences spécifiques de chaque tâche. Cette fonction permet aux opérateurs de saisir des instructions supplémentaires ou des modifications capables d’adapter le processus de pliage à des besoins uniques. Elle garantit que chaque détail ou point particulier est noté et pris en compte, offrant une touche personnalisée au processus de fabrication et favorisant une compréhension plus approfondie des capacités de la machine.
Dans la programmation produit DELEM DA-66T, après modification des données du programme, le système ne recalcule pas automatiquement les éléments suivants :
1. Force
2. Décompression
3. Réglage du dispositif de bombage
4. Décalage de position de l’axe Z
5. Correction de position de l’axe X
Voici comment fonctionne le recalcul dans la programmation produit DELEM DA-66T :
l Les paramètres 1 à 4 sont recalculés automatiquement uniquement si l’option « Modification des calculs automatiques » est activée dans les réglages.
l Le paramètre 5 est recalculé lorsque la « Table active de tolérance de pliage » est activée dans les réglages. Les corrections de l’axe X peuvent être effectuées à l’aide de « Corr.X » pour les plis individuels et de « G-corr.X » pour tous les plis du programme actif.
Exceptionnellement, lorsque le paramètre « Méthode de pliage » est modifié, la force et la décompression s’ajustent automatiquement. Cela montre comment la programmation produit DELEM DA-66T rationalise les opérations pour améliorer l’efficacité en gérant efficacement le recalcul des paramètres.
Conclusion
En résumé, la programmation produit DELEM DA-66T améliore directement l’efficacité de fabrication. Ses principaux avantages incluent une interface intuitive, des fonctions de programmation avancées, des diagnostics en temps réel et une intégration fluide aux systèmes automatisés.
Pour découvrir comment le DELEM DA-66T peut optimiser vos opérations, veuillez contacter notre équipe JUGAO. Nous sommes prêts à vous fournir une assistance détaillée et à répondre à vos questions spécifiques. Pour aller plus loin, nous vous invitons également à consulter nos autres ressources techniques.
