- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Structure principale de la presse plieuse
Structure principale de la presse plieuse


1. Introduction à la structure mécanique :
La presse plieuse hydraulique se compose principalement d’un bâti, d’un coulisseau, d’une butée arrière, d’un système hydraulique, d’un moule, d’un support, d’un dispositif de protection de sécurité, d’un système électrique, etc.

2. Liaison mécanique
(1) Le coulisseau supérieur est relié à la tige de piston des deux ensembles de cylindres et soutenu sur les panneaux latéraux gauche et droit par la plaque inférieure du cylindre. Des rails de guidage gauche et droit assurent le déplacement vertical du coulisseau. Un palier sphérique est placé au niveau de la liaison entre la tige de piston et le coulisseau afin de garantir une répartition raisonnable de l’effort sur la traverse et un bon alignement de la tige de piston.

(2) Selon les différentes formes de la machine principale, la poutre inférieure (table de travail) de la presse plieuse produite selon les exigences du client existe sous deux formes. L’une est un type à poutre unique fixée par vis ; l’autre est un type à trois poutres avec un vérin de compensation. Des patins réglables sont prévus des deux côtés pour corriger l’ajustement entre les patins et la surface d’appui du bâti, et la précision de correction peut être réglée.
(3) Afin d’assurer le fonctionnement synchrone des vérins gauche et droit, la machine-outil adopte un bras oscillant à axe de torsion synchronisé et une bielle.
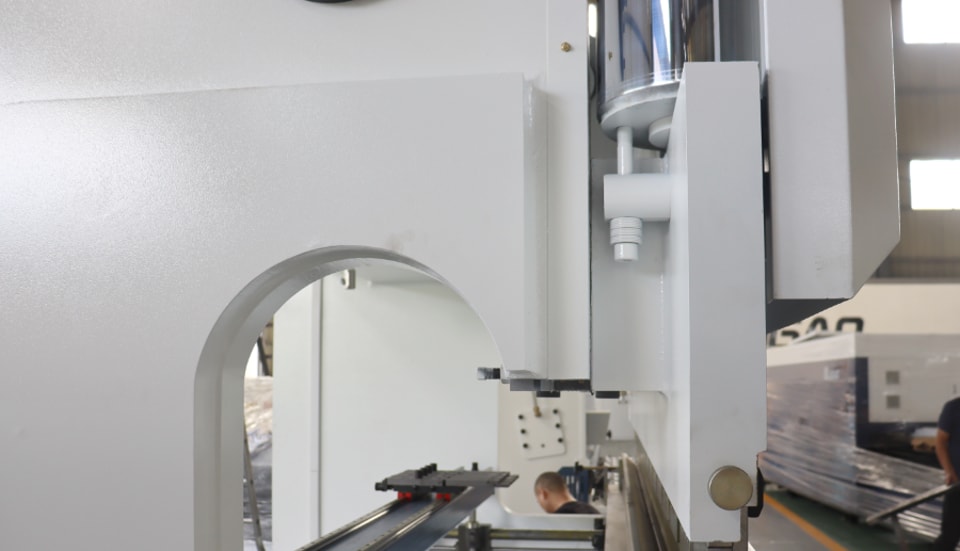
3. Partie coulisseau
La partie coulisseau se compose d’un coulisseau, d’un vérin et d’une structure de réglage fin de butée mécanique. Les vérins gauche et droit sont fixés sur le bâti, et le piston (tige) entraîne le coulisseau de haut en bas sous l’action de la pression hydraulique.
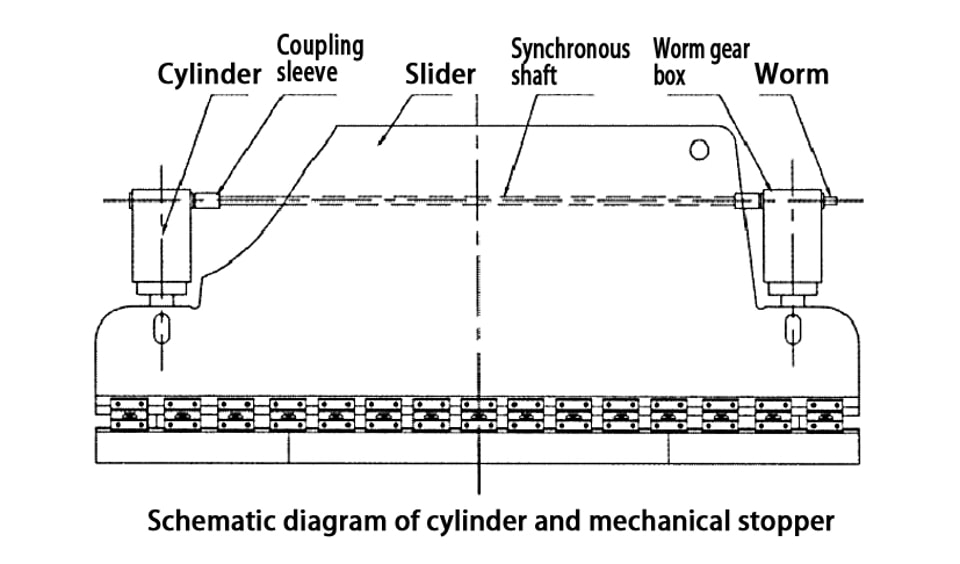
La butée mécanique est placée à l’intérieur des deux vérins, avec une structure compacte et un réglage synchrone des deux côtés. Le schéma est le suivant. Lorsque le coulisseau (supérieur) n’est pas à niveau à gauche et à droite, arrêtez le coulisseau au point mort haut, retirez la goupille de positionnement sur le manchon d’accouplement, tournez la vis sans fin de chaque côté du boîtier d’engrenages à vis sans fin des vérins gauche et droit (dans le sens horaire ou antihoraire), puis abaissez le coulisseau jusqu’au point mort bas, mesurez et réglez (répétez l’opération ci-dessus) jusqu’à ce que le coulisseau (moule supérieur) soit à niveau à gauche et à droite, puis positionnez-le et installez-le enfin sur le manchon d’accouplement.
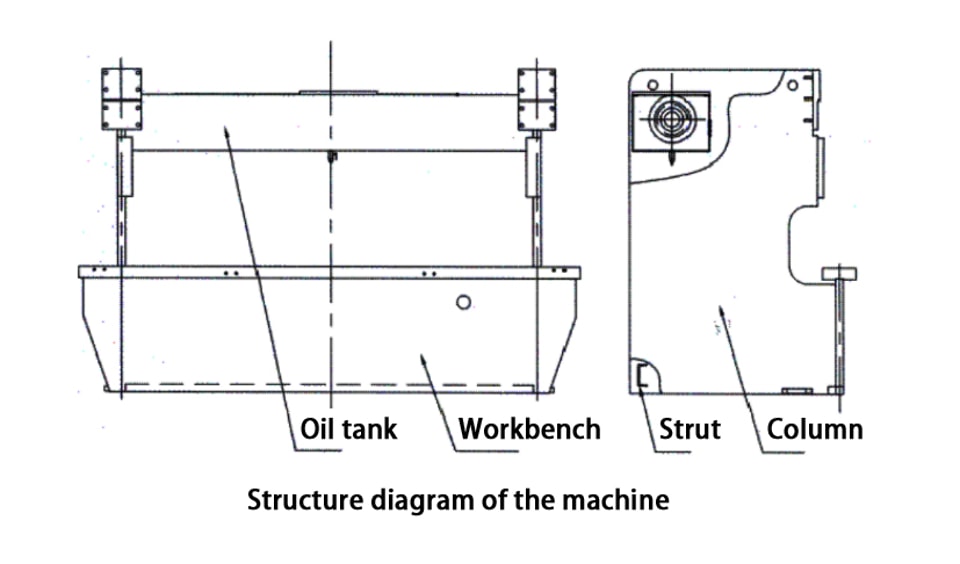
4. Bâti
Le bâti est soudé en une structure monobloc par les colonnes gauche et droite, les réservoirs d’huile et les blocs de support, et la table de travail est fixée à la partie inférieure des colonnes gauche et droite.

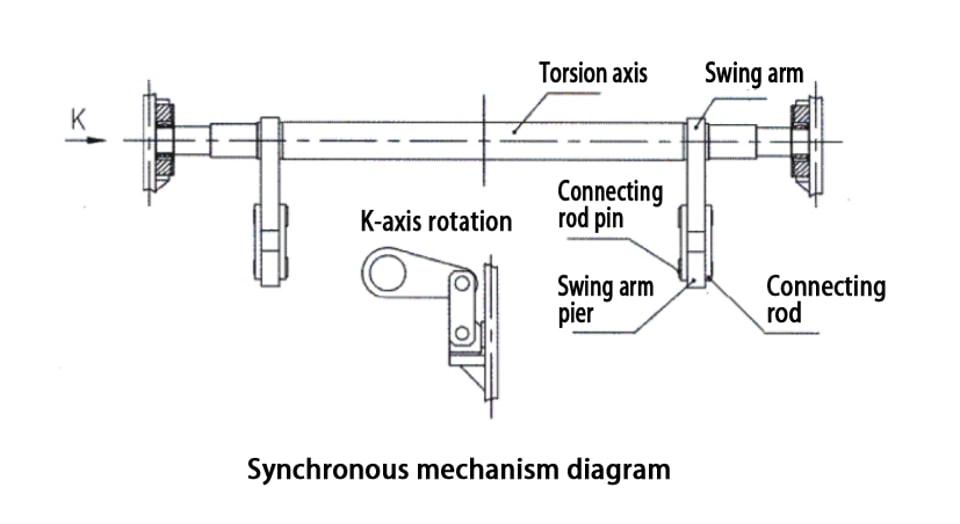
5. Mécanisme de synchronisation
Le mécanisme de synchronisation forcée mécanique composé d’un arbre de torsion et d’un bras oscillant présente une structure simple, des performances stables et une grande précision de synchronisation.

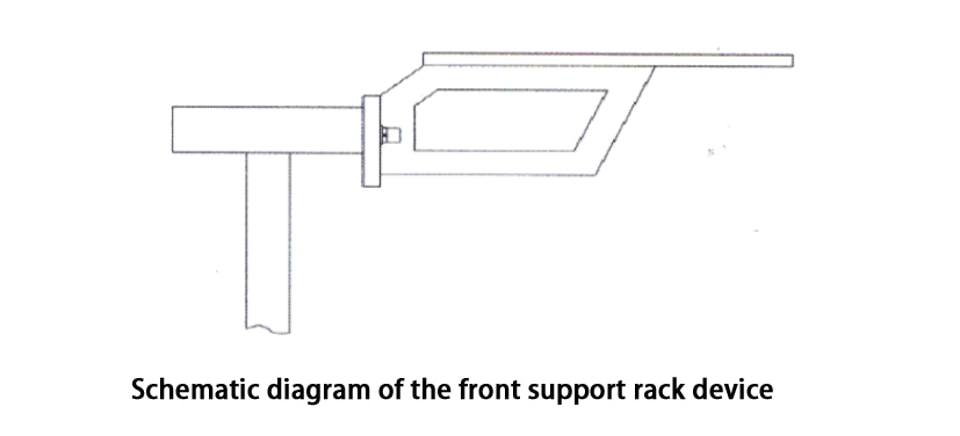
6. Dispositif de support avant
Le dispositif de support avant sert à soutenir et maintenir la pièce.
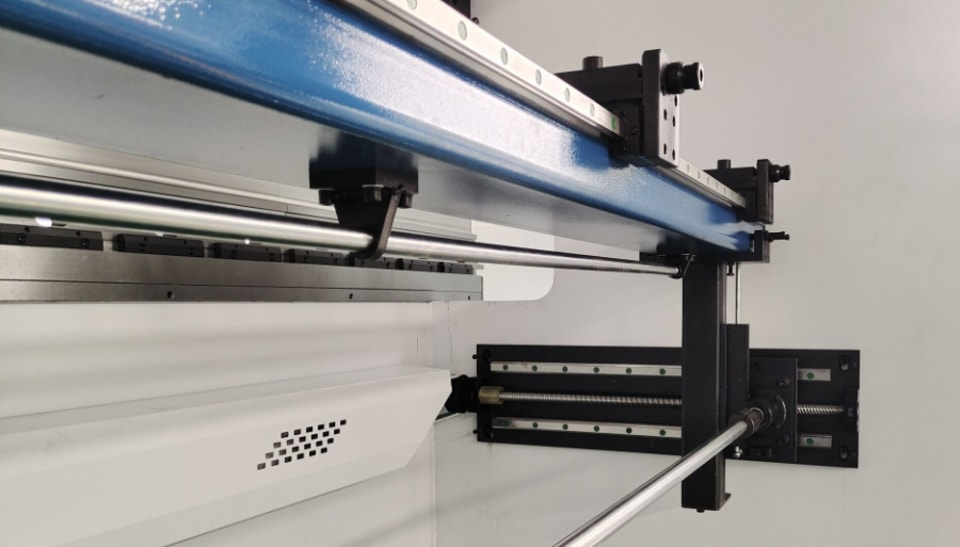
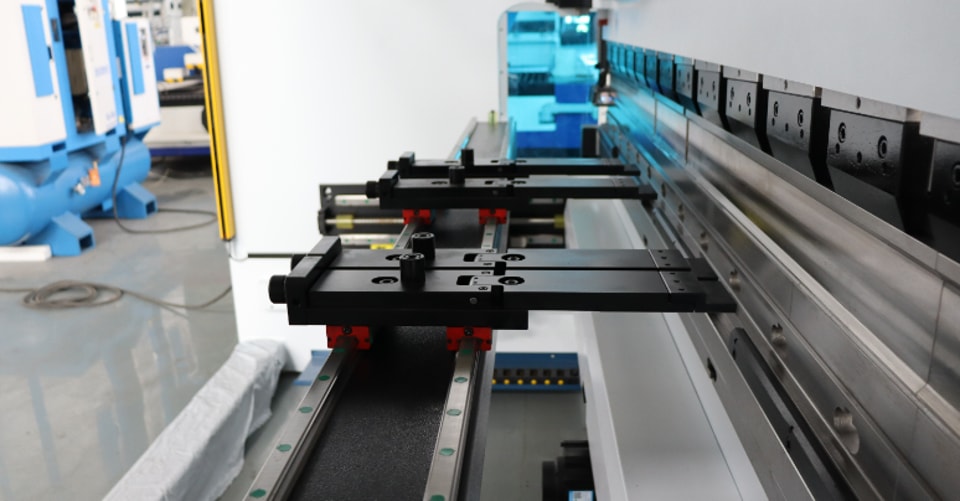
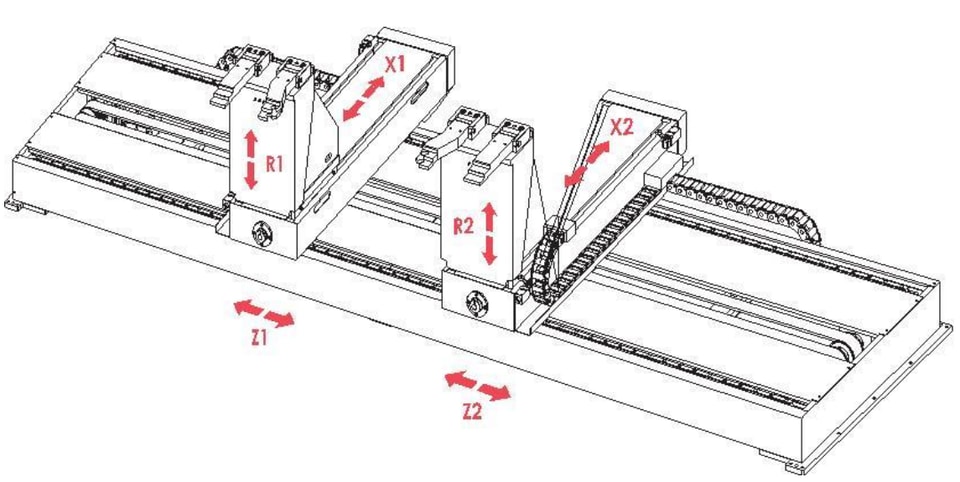
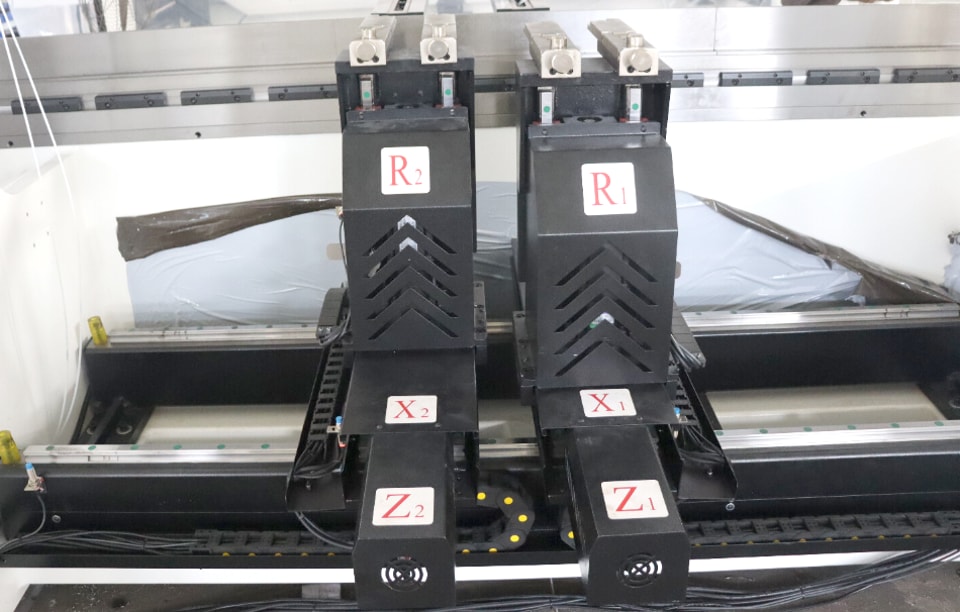
7. Butée arrière
La butée arrière est un composant essentiel de la machine-outil et joue un rôle important dans les travaux de pliage réels. Voici une brève description de la butée arrière : elle est actionnée par le bouton du panneau de commande afin que le moteur entraîne le cadre de butée arrière vers l’avant et vers l’arrière.
8. Outil de presse plieuse
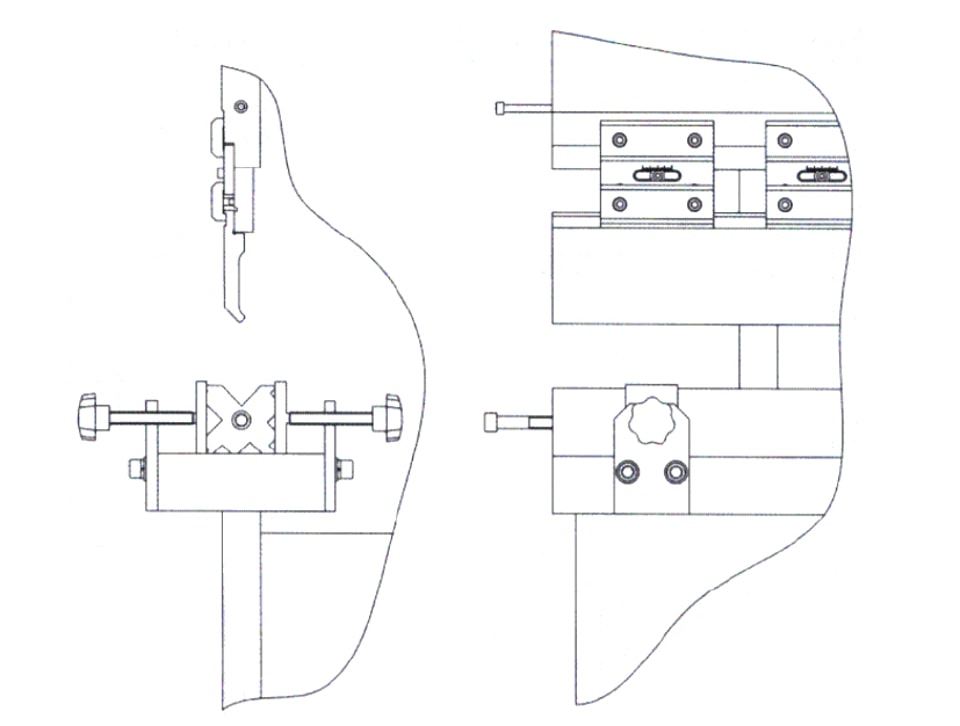
(1) Le moule supérieur est installé sur le coulisseau et fixé à l’aide d’une plaque de liaison et d’une plaque de pression. Le moule supérieur est équipé d’un mécanisme de réglage fin, qui se déplace obliquement vers la gauche et la droite et sert au réglage fin de compensation supérieur et inférieur du moule supérieur afin de garantir la précision de la pièce pliée.
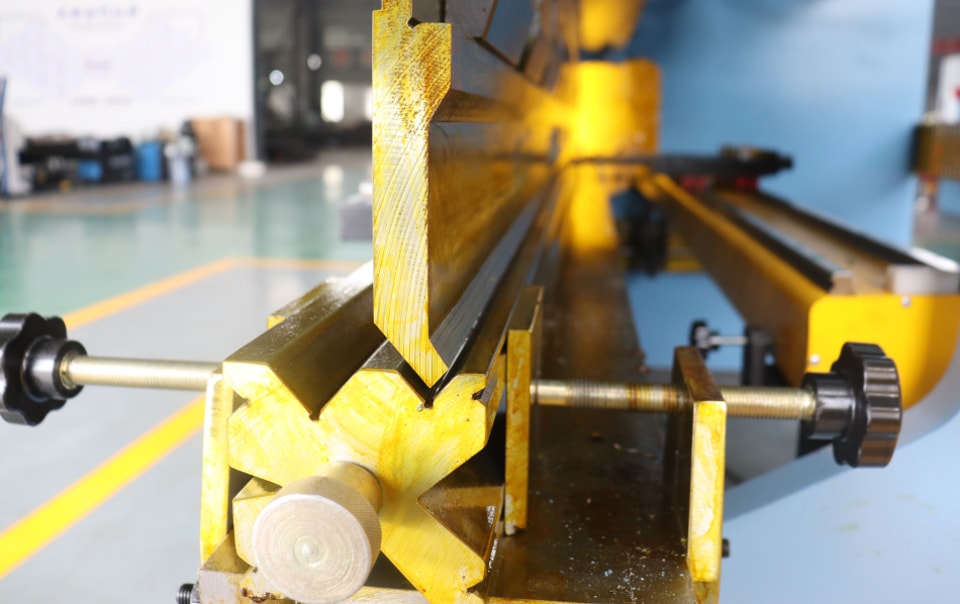
Le moule inférieur est installé sur la table de travail. La poignée rotative peut pousser le moule inférieur à avancer et reculer pour aligner le centre de la lame du moule supérieur.

(2) Installation du moule
- L’installation et le démontage du moule doivent être effectués par des professionnels formés et autorisés, et doivent respecter strictement les exigences des spécifications électriques.
- Réglez le coulisseau sur la position appropriée au point mort haut en fonction de la hauteur du moule sélectionné.
- Lors de l’installation du moule, la pompe à huile doit être arrêtée et la machine-outil ne doit pas être mise en marche.
- Retirez les impuretés, les bavures et les flashs du moule et de la surface d’installation du moule.
- Installez d’abord le moule supérieur, puis le moule inférieur.
- Une fois le moule installé, veillez à serrer les vis.
- Une fois la machine-outil installée, démarrez la pompe à huile pour faire descendre le coulisseau et réglez-le à la position appropriée requise. Vérifiez si les moules supérieur et inférieur sont alignés, c’est-à-dire si les jeux de part et d’autre du moule supérieur sont égaux dans la rainure en V. Si ce n’est pas le cas, ajustez le moule inférieur et fixez-le pour ramener la machine-outil au point mort haut. (Remarque : gardez un jeu entre les moules supérieur et inférieur supérieur à l’épaisseur de la tôle à plier).
- Réglez la cale inclinée afin que la surface inférieure du moule supérieur puisse être ajustée pour obtenir l’erreur d’angle de pliage minimale sur toute la longueur de pliage. Afin d’obtenir un bon effet de pliage, la cale inclinée peut être réajustée en fonction du résultat réel de pliage de la pièce test. Si l’angle de pliage réel à ce point est trop grand pendant le réglage, la surface inférieure du moule à ce point doit être abaissée, c’est-à-dire desserrer la vis de serrage et déplacer la cale vers la gauche. Après réglage, resserrez la vis. Dans le cas contraire, relevez la surface inférieure du moule, c’est-à-dire déplacez la cale vers la droite.

(3) Points à noter lors de l’utilisation du moule :
- Vérifiez régulièrement les vis de fixation du moule
- Soyez prudent lors du remplacement du moule et posez-le délicatement sur le bâti de moule à côté de la machine-outil afin d’éviter tout dommage.
- Chaque moule a une capacité de charge maximale, et il est interdit de le surcharger et de le plier.
- Lorsqu’il n’est pas utilisé pendant une longue période ou qu’il est arrêté, le moule supérieur doit être abaissé dans la rainure en V du moule inférieur, en contact avec le moule inférieur ou sur une plaque plane.
- Lorsque le moule n’est pas utilisé, afin de protéger son arête, il peut être placé sur une planche en bois ou sur un support en caoutchouc, et la surface du moule peut être graissée.
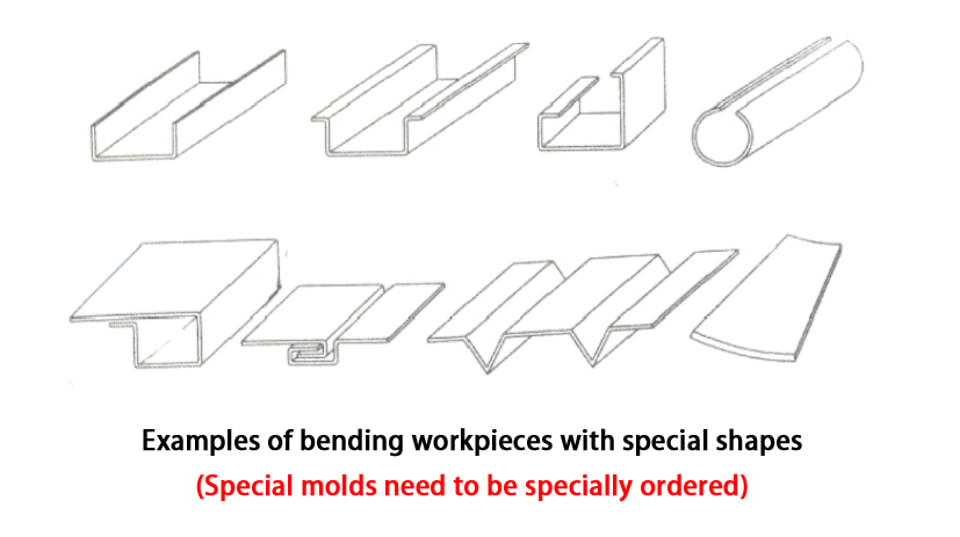
(4) Les pièces suivantes peuvent être pliées