- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Maximiser l’efficacité du pliage avec l’ESA S630
Maximiser l’efficacité du pliage avec l’ESA S630

Programmation
Dans le domaine du pliage des métaux, la programmation ESA S630 est un moteur essentiel de productivité. Cet article détaille comment ses fonctionnalités avancées rationalisent les opérations de pliage, du séquencement précis à la réduction des temps de cycle. Conçu à la fois pour les vétérans du CNC et pour les débutants, ce guide fournit les informations clés nécessaires pour exploiter l’ESA S630 et atteindre une efficacité opérationnelle et un débit maximaux.
Liste complète des programmes de pliage
La programmation ESA S630 propose une suite complète de programmes spécialisés conçus pour optimiser les opérations de pliage pour un large éventail d’applications. Vous trouverez ci-dessous un aperçu des types de programmes disponibles et de leurs usages respectifs :
1. Gestion de la liste des programmes :
Accédez à la liste des programmes via l’interface de menu dédiée. Ce répertoire centralisé offre une vue d’ensemble structurée de tous les programmes enregistrés, avec la possibilité de consulter les données détaillées d’un programme en plaçant simplement le curseur sur n’importe quelle entrée.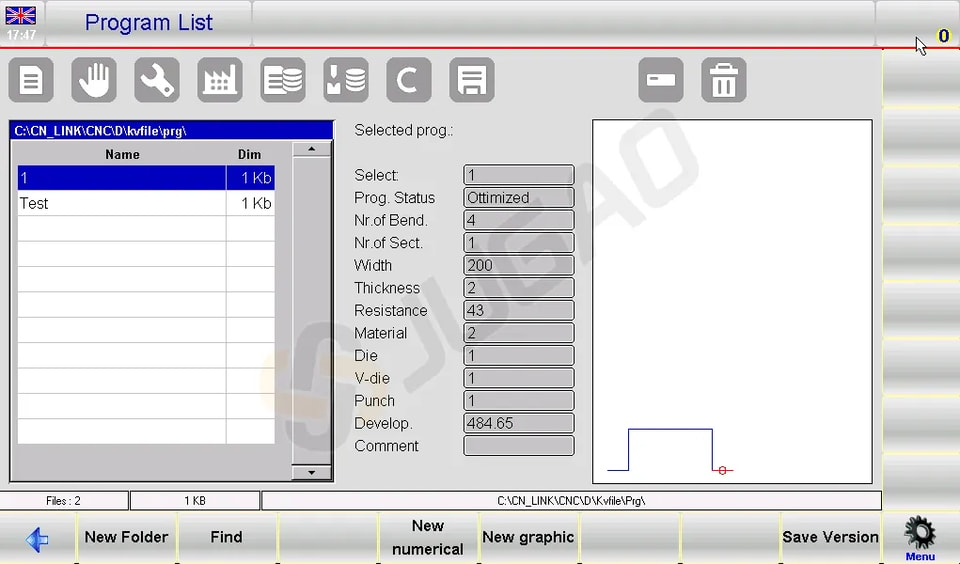
Utilisez la barre de défilement pour parcourir la liste efficacement.
2. Création et personnalisation des programmes:
l Nouveau dossier: Organisez vos programmes en créant de nouveaux dossiers pour une gestion plus facile.
l Nouveaux programmes numériques et graphiques: Créez de nouveaux programmes à partir de données numériques ou de graphiques visuels, afin d’améliorer la précision et la visualisation dans les opérations complexes.
l Fonctions de copie et de renommage: Dupliquez rapidement des programmes avec de nouveaux noms, ce qui permet des modifications et des adaptations faciles aux exigences spécifiques de pliage.
l Aperçu et édition des programmes:
Activez les aperçus des programmes pour visualiser les programmes graphiques. Cette fonction peut être désactivée si vous préférez une vue simplifiée. Effectuez des modifications telles que le renommage ou la copie directement depuis le menu, afin de simplifier le processus de gestion.
3. Sauvegarde et transfert des données:
Enregistrez les programmes sur un périphérique USB afin de les transférer vers différentes machines ou à des fins de sauvegarde. Cette fonction garantit un soutien constant à vos opérations de pliage, quel que soit l’endroit.
Enregistrez ou supprimez plusieurs programmes simultanément à l’aide des options dédiées, afin d’assurer une gestion efficace des données.
Pour changer l’unité de travail à l’aide de la programmation ESA S630, suivez ces étapes :
l Appuyez sur le bouton pour accéder àla liste des programmes.
l Accédez àMenuen appuyant sur le bouton correspondant.
l Sélectionnez l’option 5 pourchanger le lecteur de travail.
l Utilisez votre doigt pour choisir un lecteur de travail dans la liste affichée.
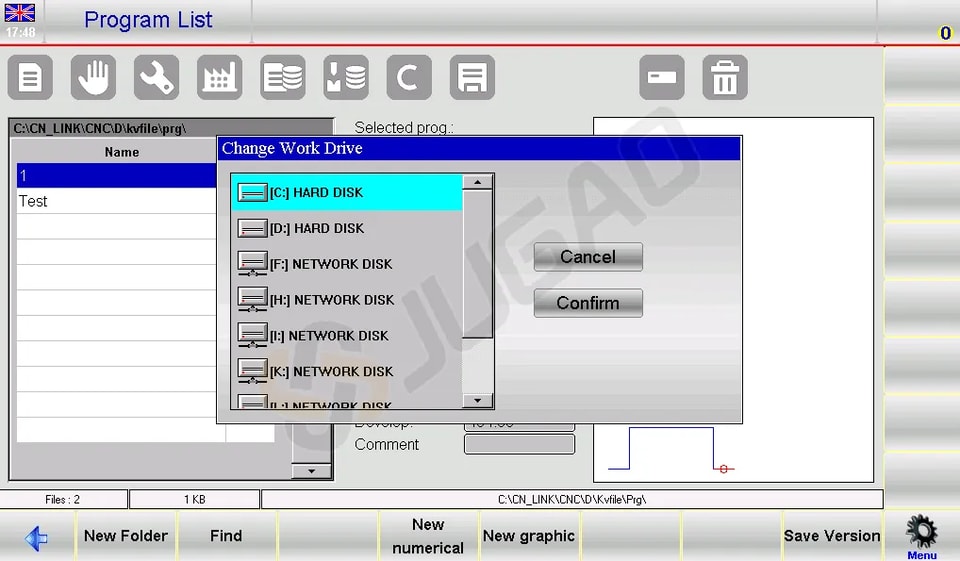
Cette séquence vous permet d’utiliser ESA S630 Programming efficacement, en améliorant le processus de configuration et en maintenant des performances machine optimales.
Saisie de programme numérique vs graphique
Saisie d’un programme numérique
Pour saisir un nouveau programme numérique, appuyez sur[Nouveau programme]depuis la page Éditeur d’un programme numérique et sélectionnez[Nouveau numérique]:
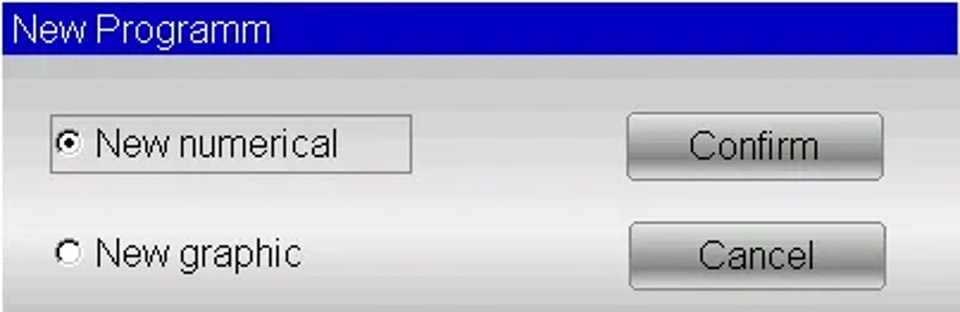
Ou il peut être créé à partir de la liste des programmes en appuyant sur[Nouveau numérique].
La programmation ESA S630 optimise considérablement les opérations de pliage en rationalisant les tâches clés. Voici un guide concis :
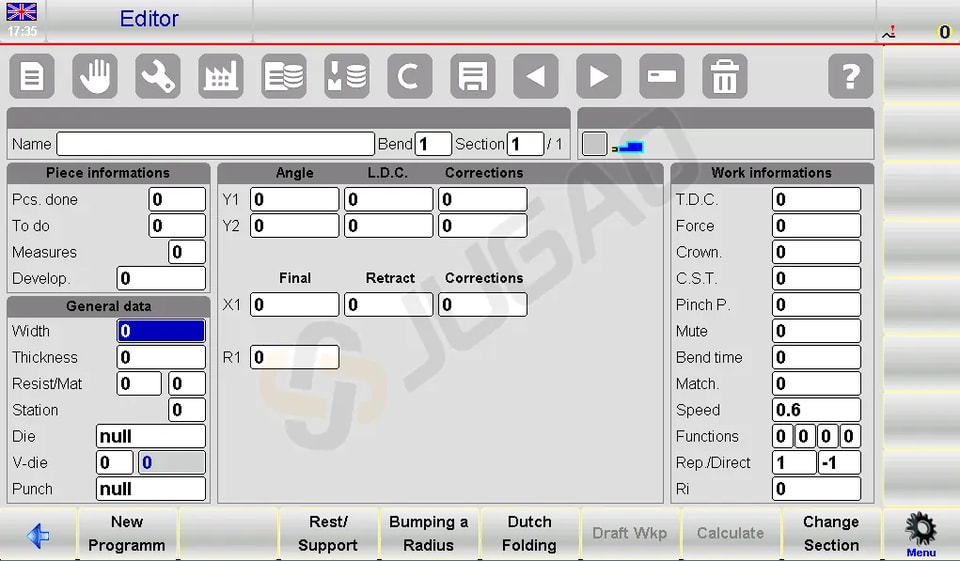
1. Paramétrage des données de la pièce
Une fenêtre s’ouvrira pour saisir les données du programme :
l Largeur de la tôle: Touchez le champ, saisissez la largeur et sélectionnez[Ok].
l Épaisseur de la tôle: Saisissez l’épaisseur de la même manière.
l Valeurs de résistance:
u Aluminium : 0-30
u Fer : 31-50
u Acier inoxydable : >50
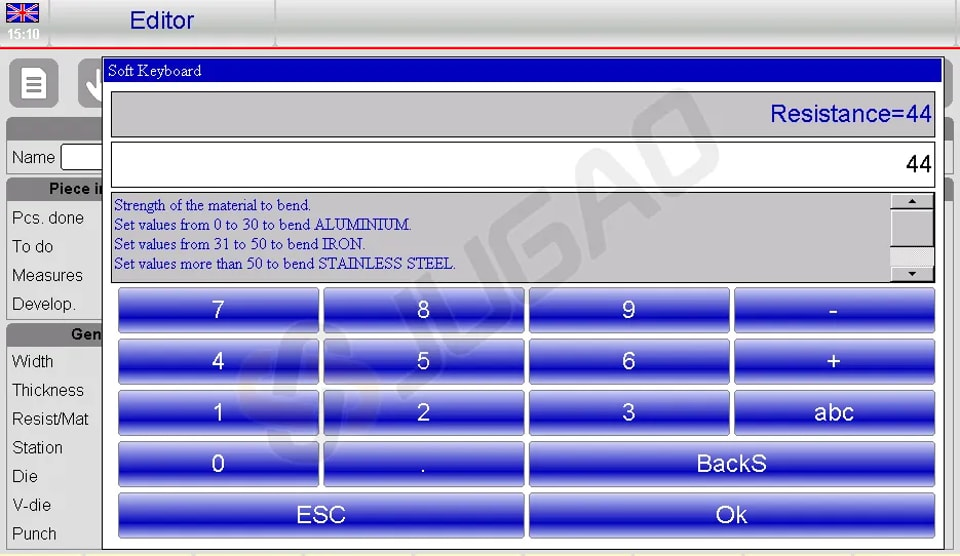
l Calcul automatique du matériau: Le système calcule le matériau en fonction de la résistance, réduisant ainsi la saisie manuelle.
l Paramétrage du poste de travail: Saisissez le numéro du poste, le cas échéant ; sinon, laissez 0.
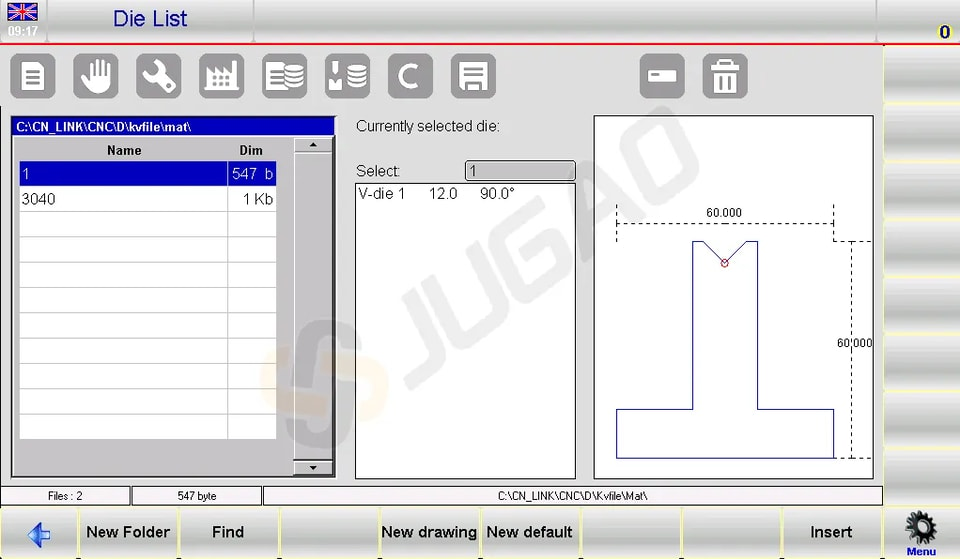
l Sélection de la matrice et de la matrice en V:
² Sélectionnez une matrice dans la liste en touchant le champ, en faisant défiler, puis en appuyant sur[Insérer].
² Choisissez la matrice en V appropriée s’il y en a plusieurs ; s’il n’y en a qu’une, saisissez 1.
l Sélection du poinçon: Choisissez le poinçon de la même manière en accédant à la liste, en faisant défiler, puis en appuyant sur[Insérer].
2. Réglage et ajustement des pliages
l Saisissez l’angle de pliage souhaité dans leAngle Y1champ.
l Réglez la longueur de pliage dans le champFinal X1.
l Les données sont calculées automatiquement, mais restent personnalisables.
3. Gestion des données de travail
l Accédez à7>>Informations de travailà réviserT.D.C, Muet, et sur les pagesPoint de pincementdonnées.
l Quitter en sélectionnant[Ok].
4. Opérations de pliage
l Copie du pli :Accédez au pli cible, ouvrez le menu et sélectionnez5>> Étape de copie.
l Insérer un pli :Positionnez-vous après le point d’entrée, choisissez4>>étape d’insertion.
l Insérer le pli copié :Placez-le avant le pli cible en suivant les mêmes étapes.
5. Rayon et plis spécialisés
l Utiliser[Créer un rayon]pour saisir les angles de roulage et les rayons, en confirmant avec[Confirmer].
l Ajusterle pliage néerlandaiset le formage conique en modifiant le L.D.C. et les points morts inférieurs sur Y1 et Y2.
6. Gestion des applications spécialisées
l Plis coniques :Saisissez les angles coniques via la[Conique]fonction.
l Plis hors matrice en V :Saisissez les valeurs de fin dans L.D.C Y1/Y2 et assurez-vous que les points de pincement et de maintien soient plus élevés.
7. Gestion des programmes
l Enregistrez les programmes avec2>> Enregistrer sous …. pour de nouvelles variantes des programmes existants.
Lorsqu’un outil change dans votre projet de programmation ESA S630, suivez ces étapes pour mettre à jour le programme :
l Télécharger: Accédez au programme dans votre liste et téléchargez-le.
l Ouvrir l’éditeur: Allez sur la page de l’éditeur et ouvrez le menu.
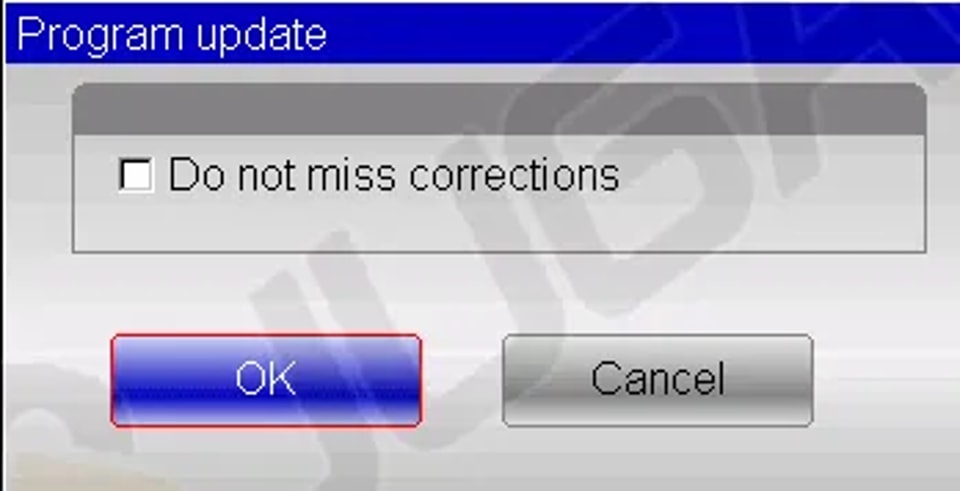
l Mettre à jour le programme: Choisissez3>> Mise à jour du programmepour ouvrir la fenêtre de mise à jour.
l Recalculer: Cliquez [Ok] pour recalculer toutes les données afin que les corrections soient appliquées.
l Enregistrer: Enregistrez le programme mis à jour si nécessaire.
Ces pratiques efficaces avec la programmation ESA S630 peuvent améliorer la précision, réduire les erreurs et optimiser vos opérations de pliage.
Saisie d’un programme graphique (en option sur le modèle S630)
Pour saisir un nouveau programme graphique, appuyez sur [Nouveau programme]depuis la page Éditeur d’un programme numérique et sélectionnez[Nouveau graphique]:
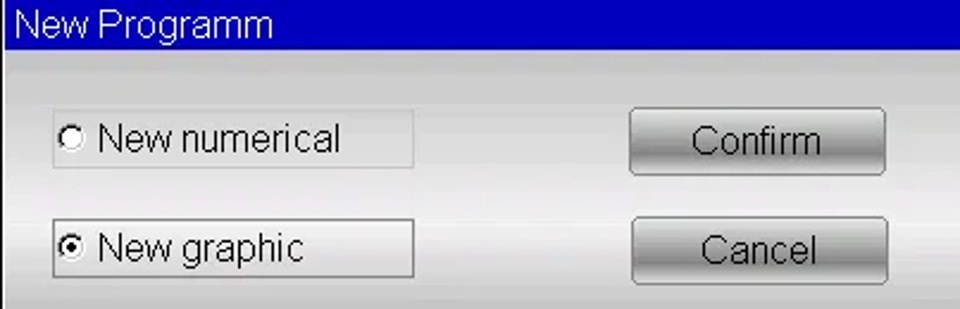
Ou il peut être créé à partir de la liste des programmes en appuyant sur[Nouveau graphique] .
1. Réglage des données générales
Lors de l’utilisation de la programmation ESA S630, la saisie des données générales correctes est essentielle pour accéder à la fonction de dessin. Suivez ces étapes :
l Détails de la tôle :
² Saisissez la largeuretépaisseur, en sélectionnant chaque champ et en validant avec [Ok].
² Saisissez la résistance du matériau ; le système calcule les propriétés en conséquence.
l Configuration des outils et de la station :
² Saisissez le numéro du poste de travail, ou laissez 0 s’il n’y en a qu’un.
² Sélectionnez la matrice dans la liste et insérez-la.
² Indiquez le V-matrice (entrez 1 s’il n’y en a qu’une).
² Réglez l’orientation de la matrice et du poinçon (0 = standard, 1 = tourné de 180°).
² Choisissez le poinçon dans la liste et insérez-le.
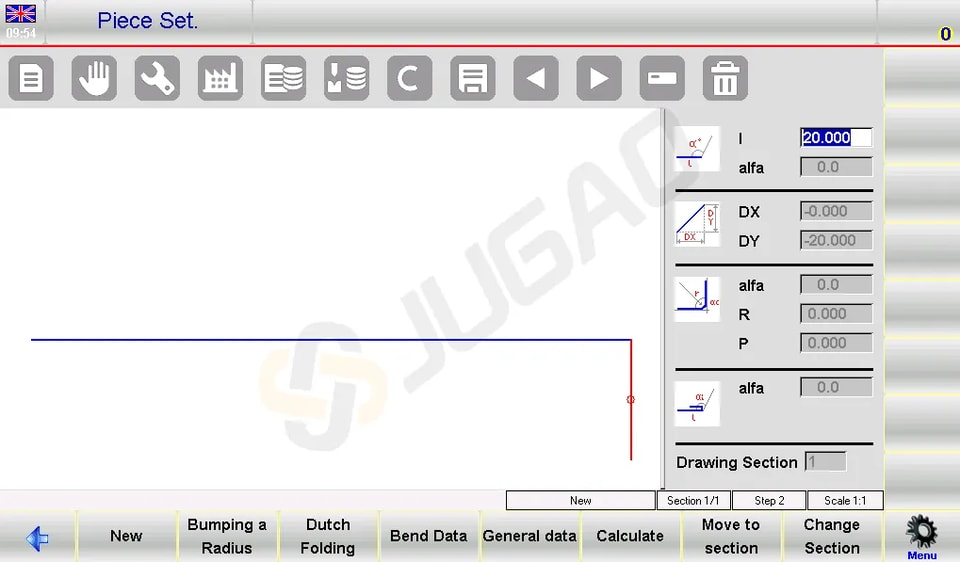
2. Fenêtre de dessin
La page de la fenêtre de dessin s’ouvrira.
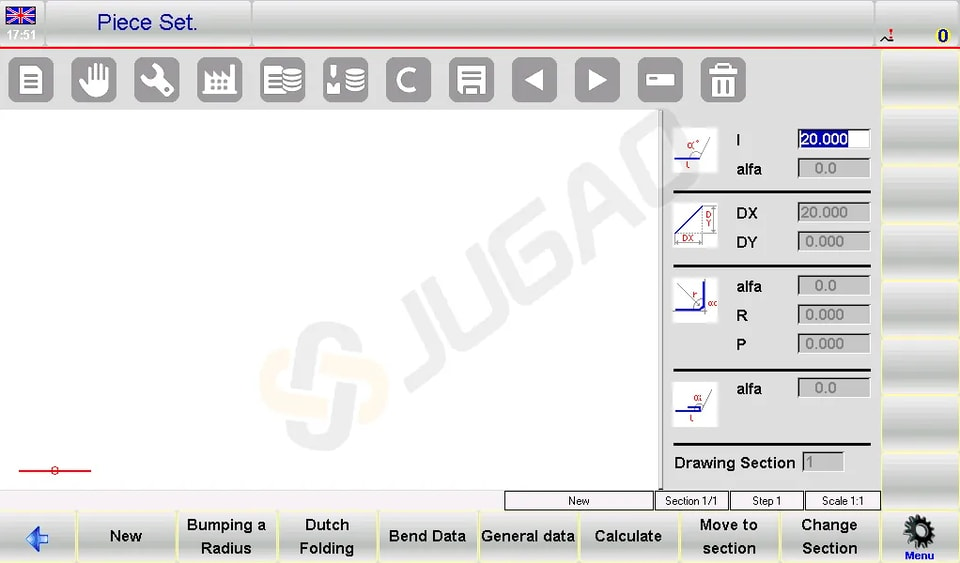
l Gauche: Fenêtre principale de dessin.
l Droite: Quatre fenêtres de saisie de données pour :
² Données de dessin polaire
² Données de dessin cartésien (généralement non utilisé)
² Pliages à rayon
² Pliages à recouvrement à la néerlandaise (ourlet)
3. Processus de saisie:
l Commencez sur lapage Pièce définieoù le premier segment est défini par défaut sur 20,0 mm.
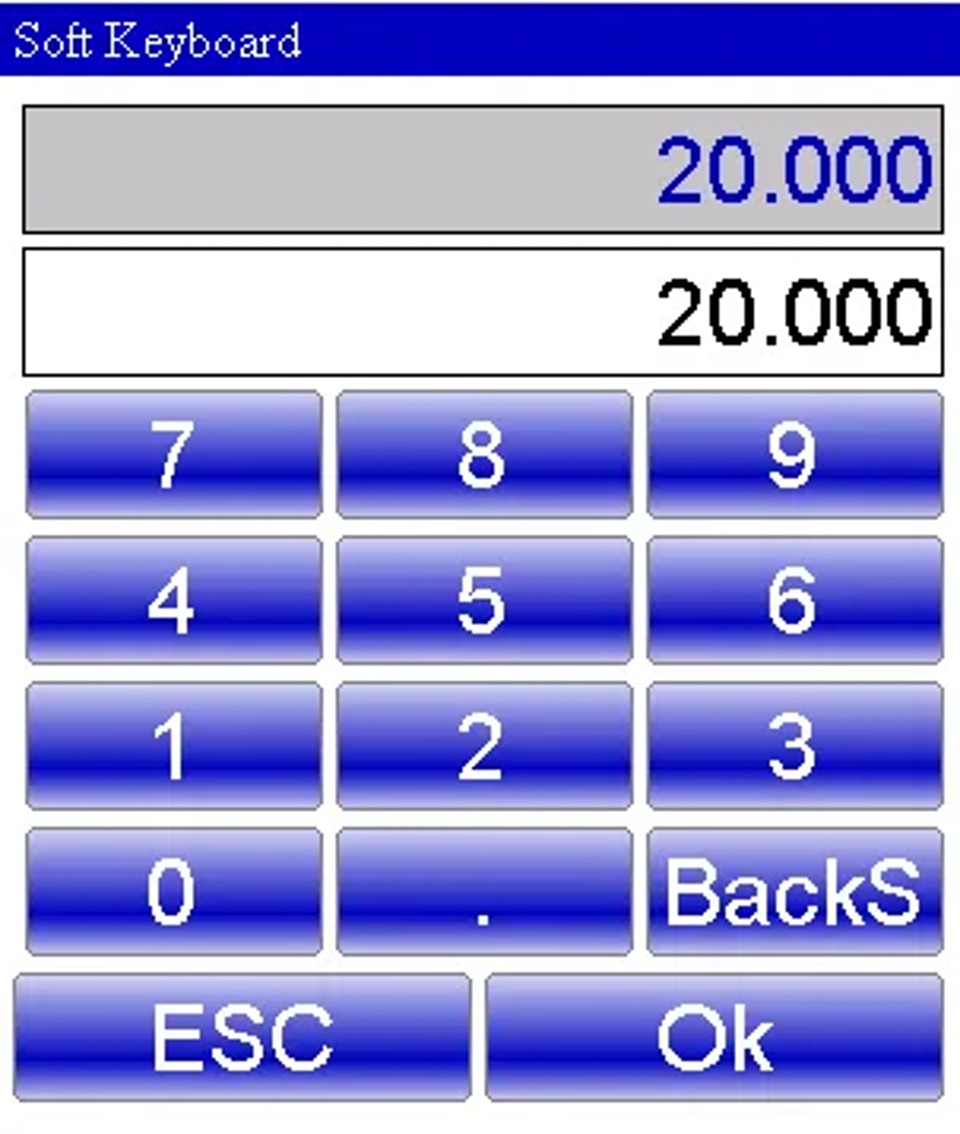
l Modifiez cela en sélectionnant le champ « l » pour ouvrir le « clavier virtuel ».
l Après avoir confirmé les modifications, procédez au réglage du tracé polaire « alpha » à l’aide du clavier virtuel pour les angles.
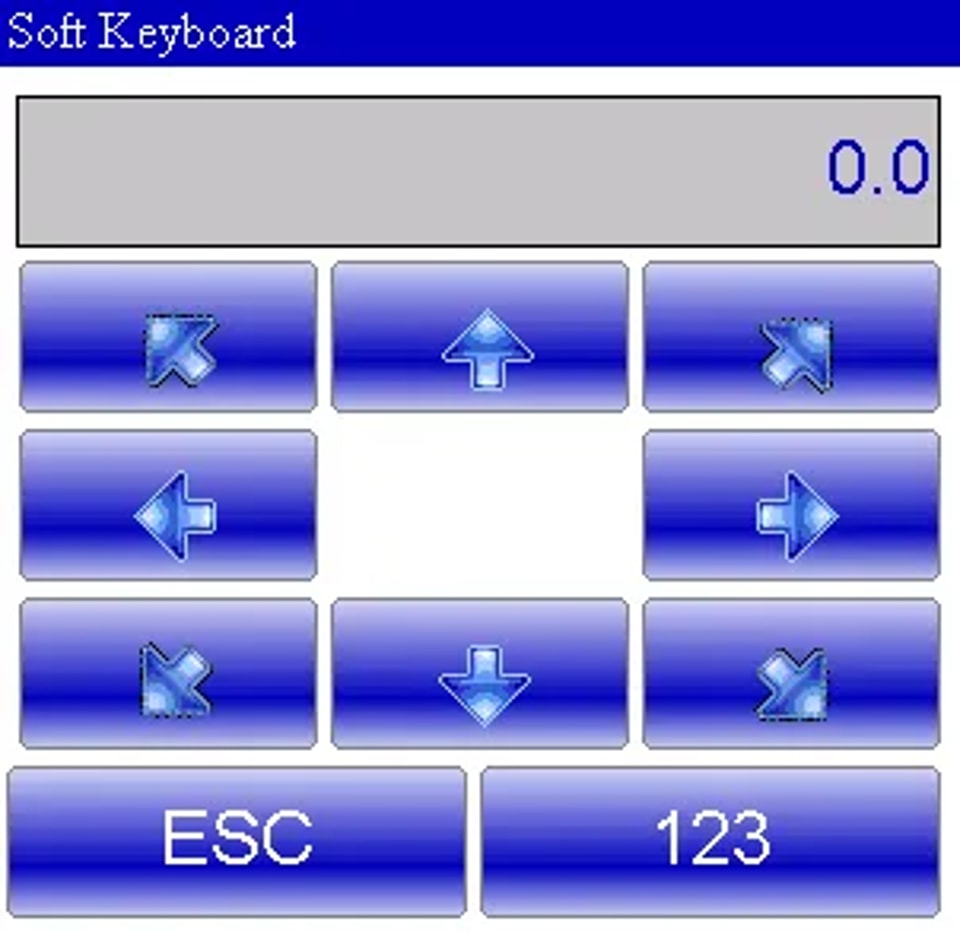
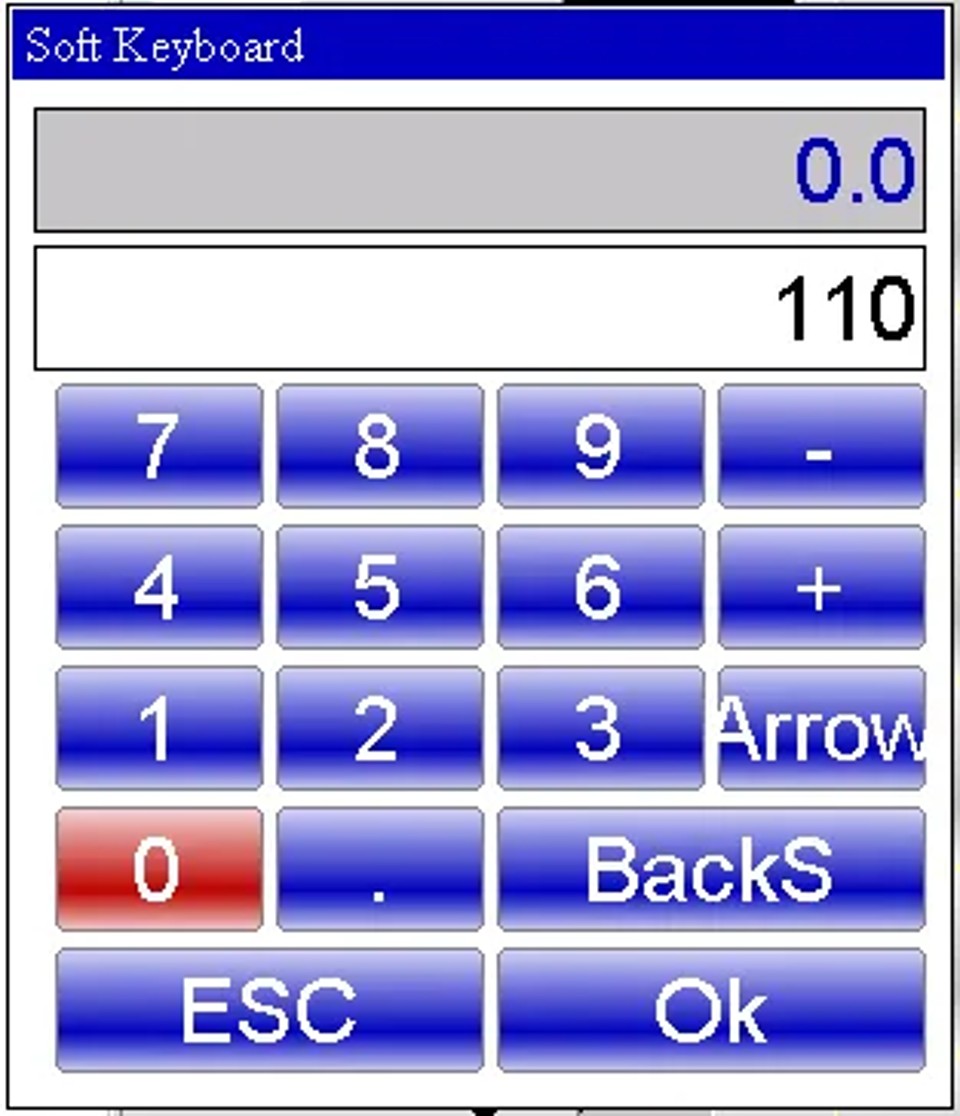
l Définissez des angles prédéfinis ou saisissez-en de personnalisés, puis passez au champ de longueur suivant pour poursuivre la conception.
4. Séquence de pliage
l Accédez à la page graphique AUTOMATIC.
l Sélectionner0>> Séquence de pliagepour gérer et parcourir efficacement les différents plis.
5. Modifier la couleur de fond
l Ouvrez le menu depuis la page AUTOMATIC.
l Sélectionnez1>> Changer la couleurpour une personnalisation visuelle.
6. Visualiseur 3D (optionnel)
l Accédez à la vue 3D depuis la page AUTOMATIC. sélectionnez l’élément3>> Visualiseur 3D.
l Passez de la vue 3D à la vue 2Dau besoin.
7. Réaliser le tracé d’une pièce
Supposons que nous devions tracer la pièce illustrée dans la figure ci-dessous :
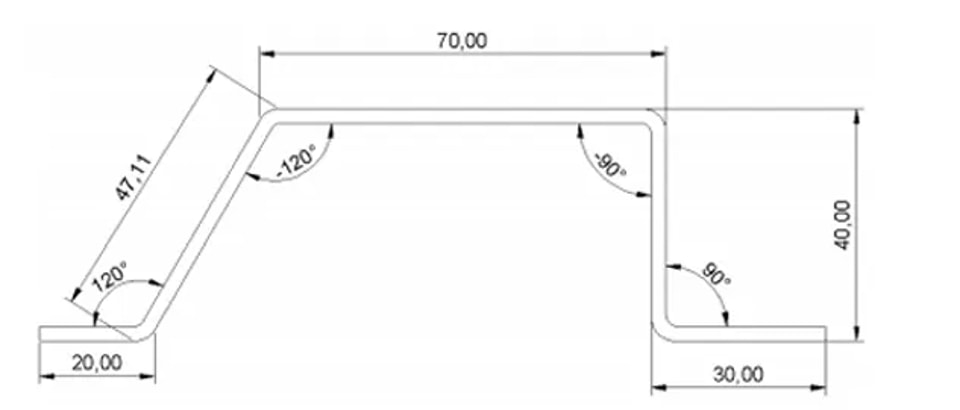
l Configuration :Dans la fenêtre de dessin, saisissez la longueur du segment initial (par exemple 20,0) dans le champ « l » et appuyez sur[Ok].
l Saisie de l’angle et de la longueur :
² Saisissez le premier angle (120,0°) dans le champ «alfa» et validez avec [Ok].
² Poursuivez le tracé automatique pour la longueur suivante. Assurez-vous qu’elle est mise en surbrillance.
² Saisissez la deuxième longueur (47,11) dans le champ « l » et validez.
l Saisies successives :
² Saisissez l’angle suivant (-120,0°) dans le champ «alfa» et appuyez sur[Ok].
² Continuez avec la saisie de la troisième longueur (70,0) dans le champ « l ».
² Définissez le troisième angle (-90,0°) à l’aide de la programmation ESA S630 et confirmez la saisie.
l Fin :
² Saisissez la quatrième longueur (40,0), suivie de son angle (90,0°) à l’aide du champ «alfa».
² Ajoutez la cinquième et dernière longueur (30,0) pour terminer le processus de dessin.
8. Réaliser un pli à rayon
Pour réaliser un pli à rayon, il faut garder à l’esprit que, selon l’usage, il doit y avoir une longueur de tôle avant et après le rayon.
Supposons que nous devions tracer la pièce illustrée dans la figure ci-dessous :
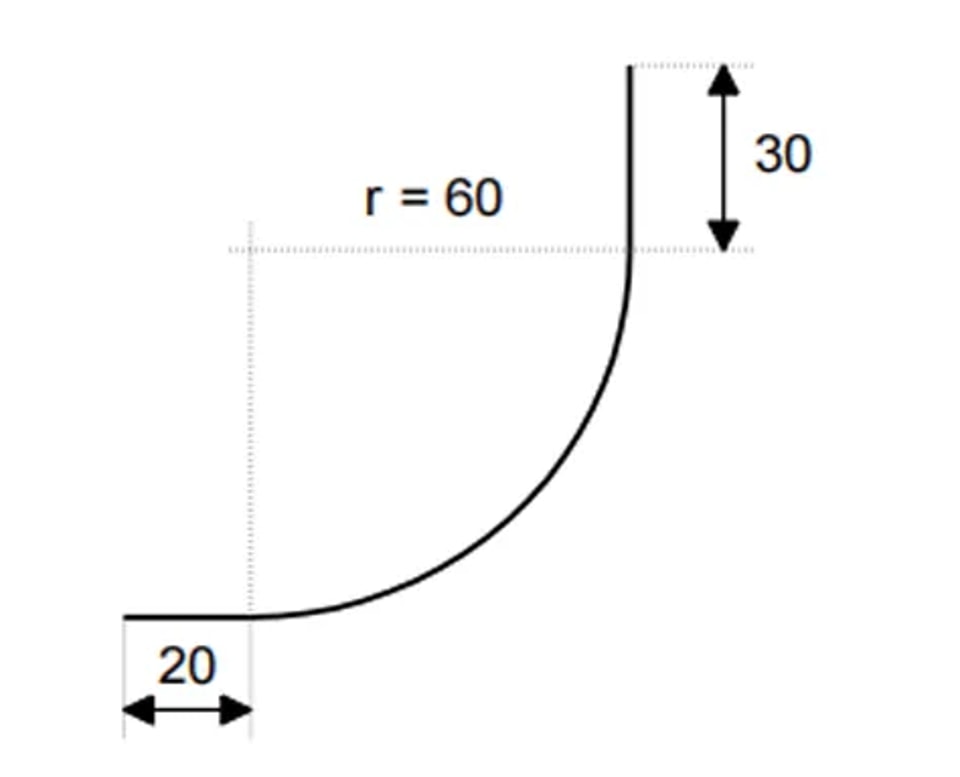
Pour créer efficacement un pli à rayon à l’aide de la programmation ESA S630, suivez ces étapes simples :
l Initialiser la longueur : Saisissez la longueur initiale de la pièce (par ex. 20,0) dans le champ « I » et appuyez sur [Ok].
l Définir les paramètres du rayon :
² Sélectionnez[Créer un rayon] pour ouvrir les réglages du rayon.
² Saisissez l’angle de roulage (par ex. 90,0°) dans « alfa » et appuyez sur [Ok].
² Saisissez le rayon de roulage (par ex. 60,0) dans « R » et confirmez.
l Définir le pas : Indiquez le pas de roulage dans le champ « P » et appuyez sur [Ok]. Le système passera automatiquement à l’étape suivante.
l Finaliser la longueur : Saisissez la longueur finale de la pièce (par ex. 30,0) dans le champ « I » et confirmez avec [Ok].
9. réaliser un pliage hollandais (hemming)
Supposons que nous ayons à dessiner la pièce illustrée sur la figure :
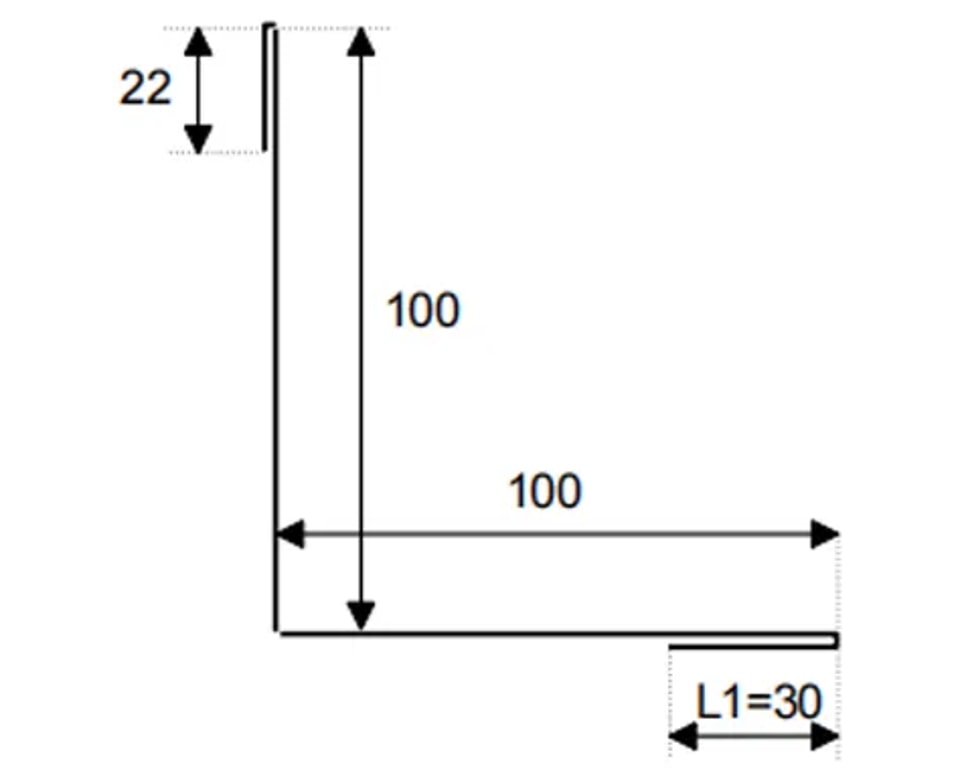
l Saisie initiale : Saisissez la longueur du bord replié (30,0) dans le champ « l ».
l Pliage hollandais :
² Presse [Ok] et sélectionnez [Dutch Folding].
² Réglez l’angle de pliage (45,0°) dans « alpha».
l Dessin automatique : Confirmez avec [Ok] pour dessiner automatiquement et mettre en surbrillance la longueur suivante.
l Longueurs et angles supplémentaires : Saisissez les longueurs suivantes (100,0) dans « I » et réglez les angles (-90,0°) dans « alfa”.
l Étapes finales : Saisissez la dernière longueur de côté (22,0) dans « I » et terminez avec [Ok].
Calcul de la séquence de pliage : automatique vs manuel
Le choix de la méthode appropriée pour le calcul de la séquence de pliage sur une presse plieuse CNC peut avoir un impact important sur l’efficacité. Voici une comparaison concise des méthodes automatique et manuelle, avec un aperçu de la manière dont la programmation ESA S630 optimise le processus.
Calcul automatique
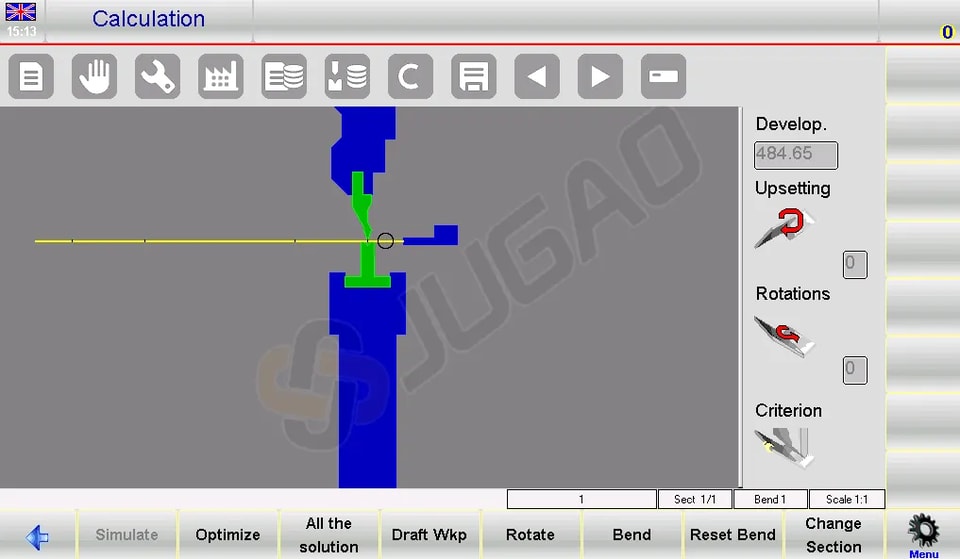
l Processus : Lancez-le depuis la page de dessin en appuyant sur[Calculate]. Une simulation affiche la configuration du pliage.
l Optimisation : La programmation ESA S630 détermine automatiquement la séquence optimale en appuyant sur[Optimize].
l Avantages :
² Efficacité :Réduit les erreurs et le temps de cycle grâce à un séquencement optimal.
² Sécurité :Priorise la sécurité de l’opérateur en choisissant des séquences qui maintiennent davantage de matière dans des zones de manutention sûres.
Calcul manuel
l Processus :Les opérateurs imposent manuellement les séquences depuis la page de dessin.
l Flexibilité :Permet un contrôle total ou partiel de la séquence, adapté aux pliages complexes.
l Avantages :
² Contrôle :Offre une influence directe plus grande sur le processus pour des opérations sur mesure.
² Résolution de problèmes :Permet des réglages précis lors du traitement de plis difficiles.
Quand utiliser chaque méthode
l Automatique :Idéal pour les tâches cohérentes et simples, où l’efficacité est essentielle.
l Manuel :Idéal pour les tâches complexes ou personnalisées nécessitant un contrôle détaillé et une résolution de problèmes.
La programmation ESA S630 excelle dans les deux méthodes, offrant une optimisation automatique améliorée par rapport aux modèles plus anciens comme le S540, ce qui améliore l’efficacité et l’adaptabilité du pliage.
Pliage efficace des boîtes
Pour plier une boîte avec précision à l’aide de la programmation ESA S630, suivez ces étapes simplifiées :
1. Configuration de la section de pliage :
l Créer deux programmes :Utilisez la programmation ESA S630 pour créer des programmes distincts pour les plis horizontaux et verticaux. Exécutez-les successivement, en commençant par la section présentant la plus petite largeur de tôle.
2. Gestion des sections :
l Ajouter des sections :Appuyez sur[Modifier la section]pour ajouter une nouvelle section.
l Supprimer des sections :Accédez à la section, ouvrez le menu et choisissez6>> Supprimer la sectionpour la supprimer et revenir au pli 1 de la section 1.
3. Résolution des défis courants :
l Mauvais alignement :Utilisez la fonction de simulation de l’ESA S630 pour vérifier les séquences de pliage et corriger l’alignement.
l Temps de cycle :Optimisez l’ordre des opérations dans la programmation ESA S630 afin de minimiser les repositionnements et de réduire les temps de cycle.
Avec ces étapes concises, la programmation ESA S630 permet un pliage de boîtes précis et efficace.
Conclusion
En résumé, la maîtrise de la programmation ESA S630 permet des gains substantiels en efficacité de pliage grâce à une précision garantie et à des résultats répétables. Les facteurs clés de réussite comprennent une préparation rigoureuse de l’environnement de travail, une configuration et un étalonnage précis de la machine, ainsi qu’un strict respect des spécifications du fabricant concernant les outillages et les procédures d’exploitation. La mise en œuvre de ces pratiques disciplinées permet aux lignes de production de fonctionner à un rendement plus élevé, avec un gaspillage de matière minimisé, ce qui se traduit par des améliorations mesurables de la productivité globale.
Pour une assistance technique spécialisée ou des conseils personnalisés, veuillez contacter l’équipe JUGAO. Nous sommes prêts à répondre à vos besoins spécifiques et à fournir des ressources supplémentaires pour optimiser davantage vos procédés de pliage. Nous vous invitons également à découvrir l’ensemble de notre documentation technique afin de continuer à améliorer les performances de votre presse plieuse et l’excellence de votre exploitation.
