- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Contrôle de la température des cintreuses de tubes : ignorer ces points ne produira que des pièces rebutées
Contrôle de la température des cintreuses de tubes : ignorer ces points ne produira que des pièces rebutées

En passant du temps à l’atelier, vous remarquerez un phénomène étrange : la même cintreuse de tubes fonctionne parfaitement en été, mais des problèmes apparaissent en hiver—les tubes se fissurent, les angles deviennent instables et les surfaces se plissent. Beaucoup passent beaucoup de temps à ajuster les programmes et à changer les moules, alors que le problème vient en réalité de la température.
La température peut sembler insignifiante, mais son impact sur la qualité du cintrage des tubes est bien plus important que vous ne l’imaginez. Ci-dessous, je vais détailler les trois facteurs de température les plus critiques.
I. Température basse du tube : fissuration au cintrage
C’est un problème courant en hiver. L’acier au carbone, l’acier inoxydable et même certains alliages d’aluminium subissent une baisse importante de leur plasticité à basse température. L’allongement des matériaux métalliques diminue lorsque la température baisse ; en termes simples, ils deviennent « cassants ».
Lors du cintrage d’un tube, la face extérieure est soumise à la traction, ce qui entraîne la déformation la plus importante. Si le matériau du tube est déjà cassant, des microfissures apparaîtront après un certain allongement. Dans les cas légers, une couche dense de minuscules fissures apparaîtra sur la surface extérieure du coude ; dans les cas graves, le tube se fissurera complètement, le rendant inutilisable.
À partir de quelle température considère-t-on que c’est trop bas ? En général, il faut être prudent lorsque la température du tube est inférieure à 10℃. Pour l’acier inoxydable, le risque de fissuration augmente considérablement lors du cintrage en dessous de 5℃.
Que faire ?
En hiver, transportez les tubes à l’atelier un jour à l’avance pour leur permettre de se réchauffer ; ne les placez pas directement sur la machine après les avoir laissés dehors toute la nuit à geler.
Si vous êtes pressé, utilisez un chauffage (pistolet à air chaud, four) pour porter les tubes à plus de 15℃ avant de les cintrer. Veillez à chauffer uniformément, pas seulement d’un côté.
Pour les aciers à haute résistance et les tubes à paroi épaisse, il est recommandé de préchauffer à 20-25℃.
Un cas concret : l’hiver dernier, un client a appelé en disant que ses tubes en acier inoxydable se fissuraient sans cesse lors du cintrage. Je lui ai demandé où il stockait les tubes, et il m’a répondu dans la cour de stockage à l’air libre, où ils étaient séchés directement le matin à -3 degrés Celsius. Je lui ai dit de les mettre à l’atelier pendant un jour et de réessayer. Le lendemain, il m’a rappelé pour me dire que tout allait bien et qu’aucun tube ne s’était fissuré.
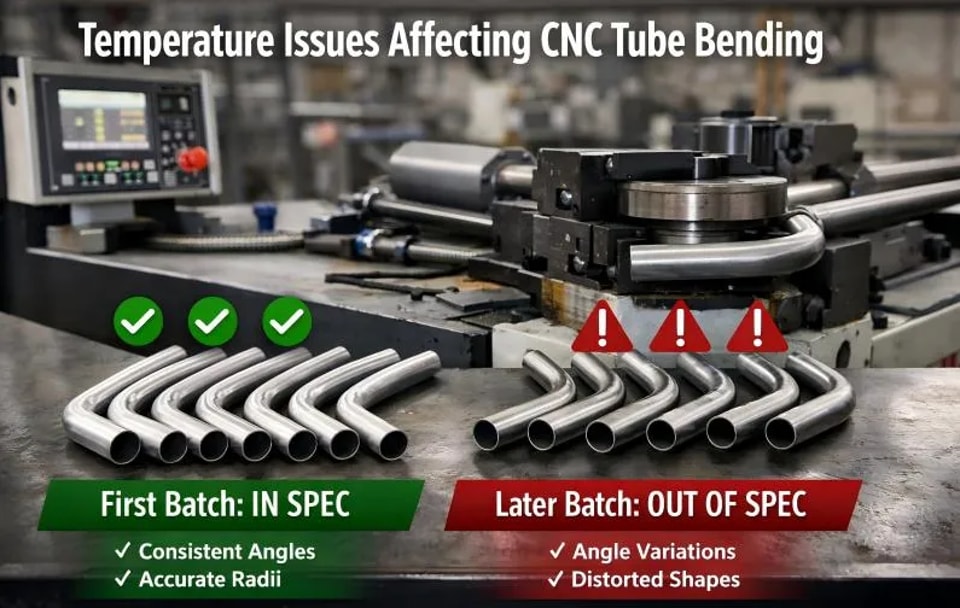
II. Température incorrecte de l’huile hydraulique : angle instable
L’huile hydraulique est le sang vital d’une cintreuse de tubes ; sa température influe directement sur la vitesse de réaction du système et sur la stabilité de la pression.
**Température d’huile insuffisante (inférieure à 15℃) :** La viscosité de l’huile hydraulique est trop élevée, ce qui entraîne une mauvaise fluidité. Le mouvement du bras de cintrage devient lent, discontinu, voire « rampant »—par petits à-coups puis s’arrête. Cela provoque une compression inégale de la surface interne du tube, entraînant facilement des plis ondulés. De plus, à basse température d’huile, la pression du système monte lentement, la force de cintrage est instable et l’angle fluctue.
**Température d’huile insuffisante (supérieure à 55℃) :** L’huile s’amincit, sa viscosité diminue et les fuites internes augmentent. L’huile qui devrait pousser le vérin s’échappe par les interstices, réduisant la pression réelle transmise au bras de cintrage. Résultat : un programme réglé à 90 degrés peut ne produire qu’un cintrage de 87 degrés, et le retour élastique de chaque tube sera irrégulier, entraînant des angles inégaux. Des températures élevées prolongées accélèrent également le vieillissement des joints, provoquant davantage de fuites d’huile.
Plage idéale : 35℃-50℃ Dans cette plage, l’huile hydraulique présente une bonne fluidité, une pression stable et une longue durée de vie des joints.
Comment contrôler la température ?
Après le démarrage de la machine, faites-la tourner à vide pendant 5 à 10 minutes afin de laisser la température de l’huile monter progressivement. Ne la mettez pas en marche immédiatement.
Lors d’un fonctionnement continu, surveillez le thermomètre d’huile. S’il dépasse 50℃, mettez en marche le refroidisseur d’huile ou le ventilateur de refroidissement.
En hiver, s’il fait trop froid, vous pouvez ajouter une résistance chauffante dans le réservoir d’huile (attention, ne la laissez pas fonctionner à sec).
Si la température de l’huile reste constamment élevée, vérifiez si le refroidisseur est obstrué ou si le ventilateur ne fonctionne pas.

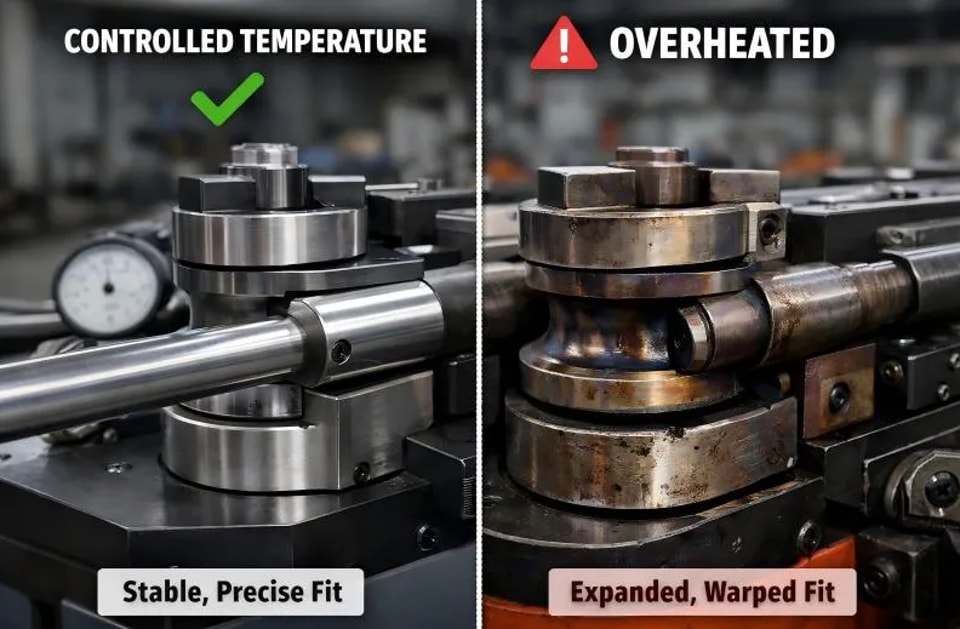
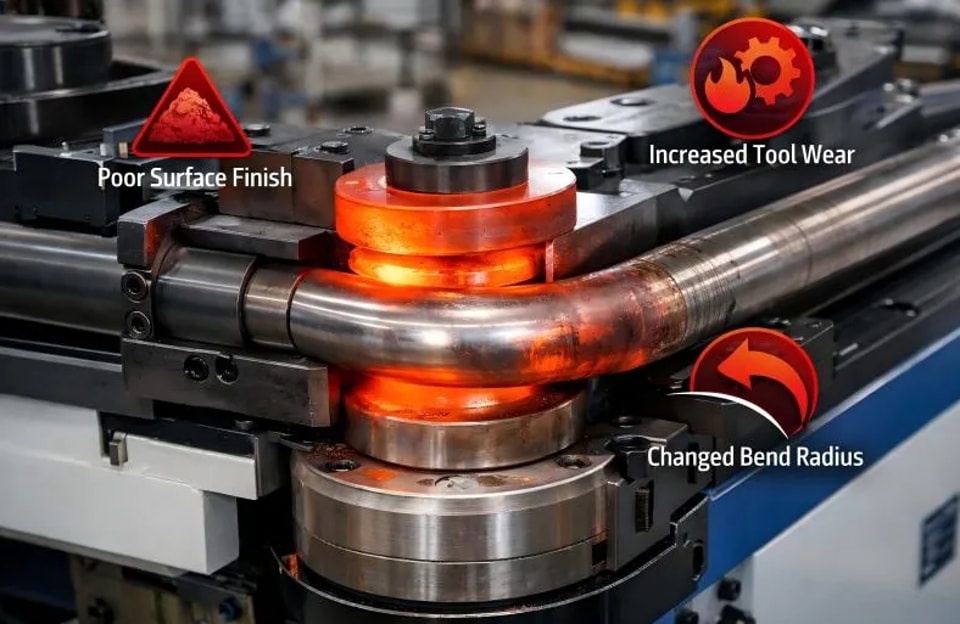
III. Surchauffe due au frottement entre la matrice et le tube : rayures de surface et plissements
Beaucoup de gens l’ignorent. Lors d’un cintrage de tubes continu à grande vitesse, le frottement intense entre le tube et la matrice peut faire grimper localement la température au-delà de 100°°C.
Les températures élevées provoquent trois problèmes :
Premièrement, le film d’huile de cintrage est détruit. Les huiles spéciales de cintrage contiennent des additifs extrême pression qui forment un film d’huile sous forte pression afin de séparer les surfaces métalliques. À haute température, ce film se rompt, permettant un contact direct métal contre métal et provoquant de larges rayures sur la surface du tube.
Deuxièmement, le matériau de surface de la matrice se ramollit. Certains aciers de matrice se durcissent à haute température, ce qui fait adhérer les copeaux métalliques du tube à la matrice et former un bourrelet rapporté. Ce bourrelet est dur et tranchant, et raye encore davantage les sections de tube suivantes.
Troisièmement, ramollissement localisé du tube. Si la température dans la zone de pression à l’intérieur du tube est trop élevée, le matériau se ramollit et ne peut pas supporter l’effort de compression, formant directement de grands plis.
Comment éviter cela ?
N’appuyez pas trop fort sur le cycle. Après le cintrage de plusieurs dizaines de tubes d’affilée, laissez la machine se reposer quelques minutes pour permettre au moule de refroidir.
Utilisez une huile spéciale de cintrage résistante aux hautes températures ; n’utilisez pas d’huile machine ordinaire.
Nettoyez régulièrement la surface du moule et meulez sans délai toute formation de bourrelet rapporté.
Pour la production de masse, envisagez d’installer un dispositif de micro-refroidissement (refroidissement par air ou par brouillard d’huile).
IV. Procédé spécial : cintrage par chauffage par induction
Certaines usines utilisent le chauffage par induction pour aider au cintrage des tubes. Le tube est chauffé localement avant le cintrage, ce qui réduit la force de cintrage et évite les fissures. Cependant, cette technologie exige un contrôle de température très précis.
Si la température est trop élevée (au-delà de la température de recristallisation du matériau), la face interne du tube se ramollit excessivement, provoquant de grands plis sous l’effet de la pression ; l’épaisseur de la paroi externe diminue fortement, pouvant aller jusqu’à la fissuration. Si la température est trop basse, elle n’apporte pas l’aide nécessaire.
Bonne pratique : il faut utiliser un thermomètre infrarouge pour surveiller la température en temps réel, avec des alarmes de seuil haut et bas. La température de chauffage et la vitesse doivent être adaptées l’une à l’autre ; ne cintrez pas le tube au hasard (« cintrez-le quand il est rouge »).
Liste de contrôle pratique de gestion de la température
Avant de démarrer la machine chaque jour : vérifiez le thermomètre d’huile ; préchauffez par temps froid.
Cintrage de tubes en hiver : laissez les tubes se réchauffer dans l’atelier pendant 24 heures, ou préchauffez-les à plus de 15°°C.
Pendant la production continue : vérifiez la température de l’huile toutes les demi-heures ; si elle dépasse 50°°C, lancez le refroidissement.
Si vous entendez des bruits de frottement anormaux ou constatez des rayures de surface : arrêtez la machine et vérifiez la température de la matrice ainsi que la lubrification.
Si la température de l’huile reste trop élevée pendant une longue période : planifiez l’entretien du système de refroidissement et remplacez l’huile hydraulique.
La température est le tueur invisible de la qualité du cintrage des tubes. Les tubes se fissureront s’ils sont trop froids, l’angle déviera si la température de l’huile est incorrecte, et la surchauffe due au frottement provoquera rayures et plis. Le contrôle de ces trois facteurs peut réduire le taux de rebut d’au moins de moitié. Ne pensez pas que c’est trop contraignant ; c’est plus efficace que de régler le programme cent fois.
