- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Réglage de précision des doigts de butée de la butée arrière de la presse plieuse : guide complet
Réglage de précision des doigts de butée de la butée arrière de la presse plieuse : guide complet

Un alignement précis de la butée arrière est essentiel pour obtenir des pliages réguliers et de haute qualité en chaudronnerie. Des doigts d’arrêt mal alignés peuvent entraîner des erreurs dimensionnelles, du gaspillage de matière et des retards de production. Ce guide propose une méthode systématique pour diagnostiquer et corriger le désalignement de la butée arrière, afin d’assurer des performances optimales de votre presse plieuse.
Sécurité et préparation
Étape 1 : Préparation de la machine et consignes de sécurité
1. Mise hors tension :Éteignez complètement la presse plieuse et débranchez-la de toute source d’alimentation afin d’éviter toute mise en marche accidentelle.
2. Exigences EPI :Équipez-vous de :
● lunettes de sécurité homologuées ANSI pour protéger contre les projections de débris
● gants résistants aux coupures pour manipuler les composants tranchants
● chaussures à embout en acier pour la protection contre les chocs
3. Inspection de l’espace de travail :Dégagez la zone de tout obstacle et vérifiez que tous les dispositifs de protection sont fonctionnels avant de poursuivre.
Procédures de diagnostic
Étape 2 : Accès à la butée arrière et évaluation initiale
Localisez l’ensemble de butée arrière, généralement situé à l’arrière de la machine
Retirez les panneaux d’accès nécessaires à l’aide des outils appropriés (clés hexagonales, clés plates)
Inspectez visuellement :
# Les rails de guidage linéaires pour détecter l’usure ou les débris
# L’intégrité de la fixation des doigts de butée
# Les composants du système d’entraînement (vis à billes, moteurs)
Étape 3 : identification et isolement de l’erreur
Vérification de l’alignement de la poutre :
1. Mesurez la distance entre le doigt de butée droit et le bord inférieur de la matrice à l’aide d’un pied à coulisse numérique (précision ±0,02 mm)
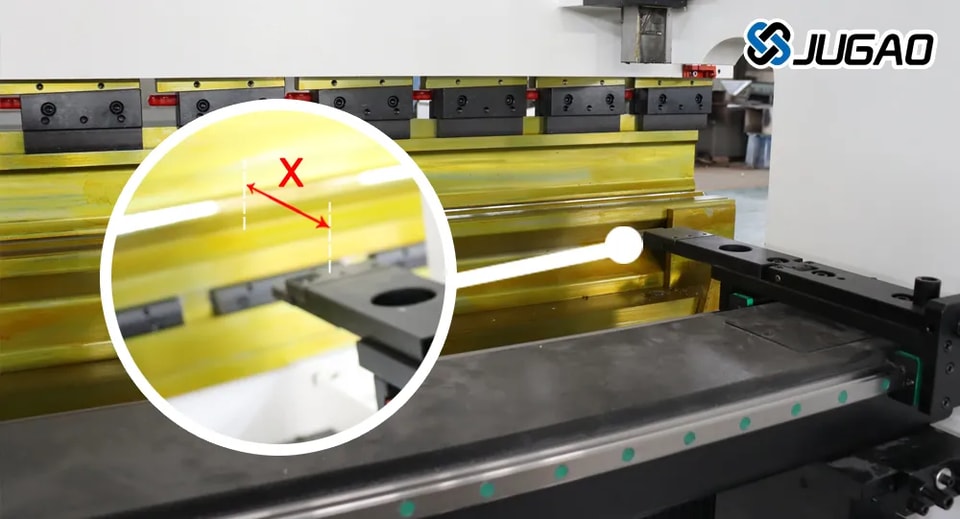
2. Repositionnez la jauge à l’extrémité gauche et répétez la mesure
3. Interprétation du diagnostic :
# Des mesures constantes indiquent un bon alignement de la poutre
# Des écarts suggèrent un problème de parallélisme de la poutre (par ex. un décalage de 2 mm visible dans la vidéo de référence)
Vérification du calibrage des doigts de butée :
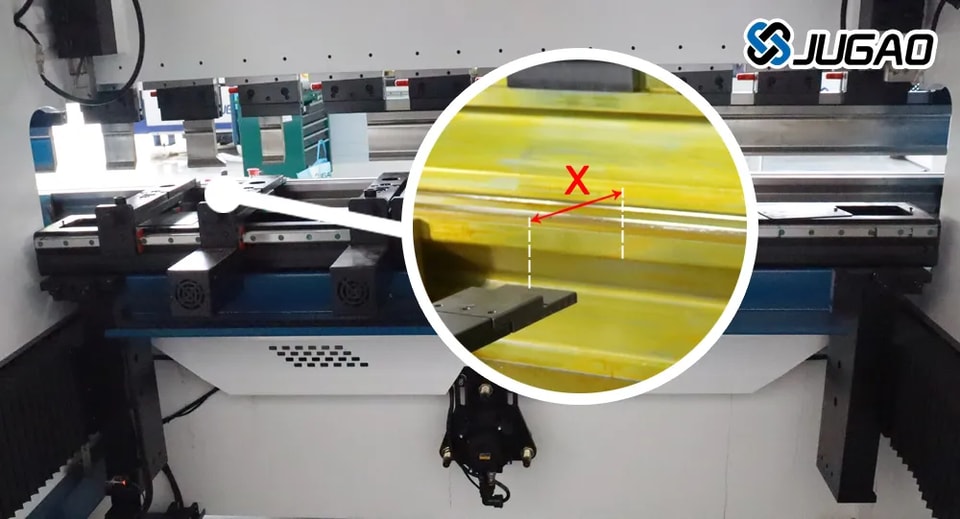
1. Mesurez plusieurs doigts de butée aux mêmes positions programmées
2. Résultats du dépannage :
# Des mesures uniformes confirment un calibrage correct
# Des écarts (par ex. une variation de 2 mm entre les doigts) indiquent qu’un réglage individuel des butées est nécessaire
Procédures d’alignement
Étape 4 : techniques de réglage de précision
Correction du parallélisme de la poutre :
1. Desserrez toutes les fixations de réglage (généralement des vis hexagonales M8)
2. Pour augmenter l’écart de la poutre :
Serrez les vis latérales tout en desserrant la vis centrale
3. Pour réduire l’écart :
Serrez la vis centrale tout en desserrant les vis latérales
4. Conseil de pro :Effectuez des réglages progressifs par quarts de tour, en vérifiant à l’aide de comparateurs à cadran
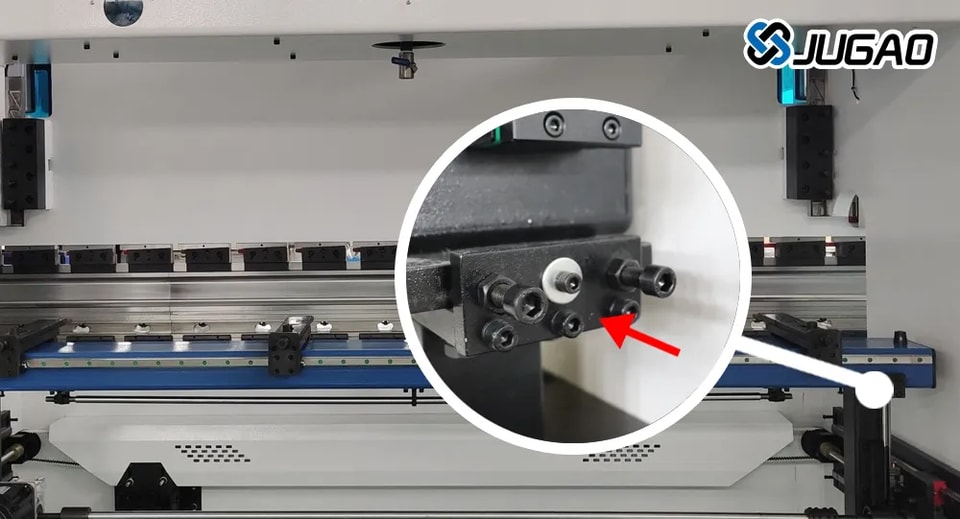
5. Micro-réglage des doigts de butée :
6. Desserrez les vis de blocage (généralement deux par doigt)
7. Faites tourner les rouleaux de réglage :
# Dans le sens horaire, la saillie augmente
# Dans le sens antihoraire, la saillie diminue
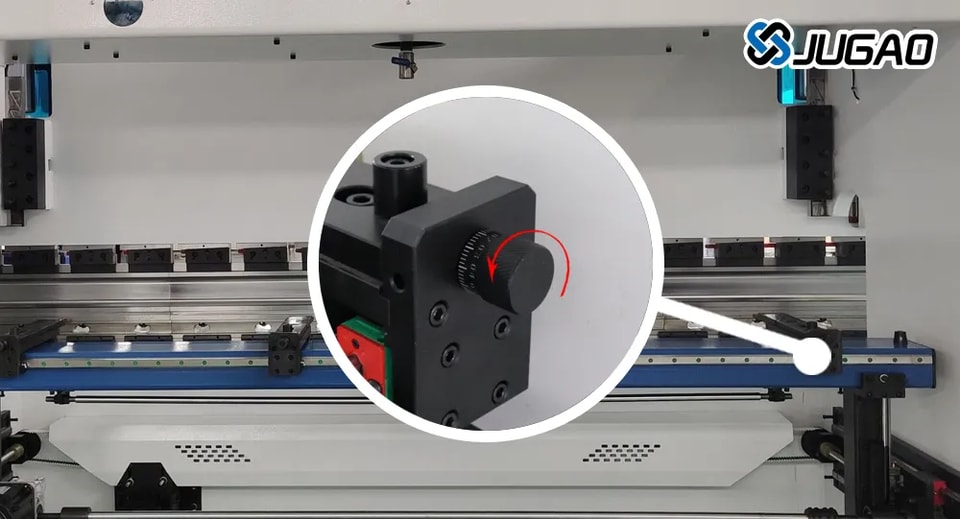
8.Bonne pratique :Utilisez des cales étalon pour vérifier une précision de 0,05 mm avant le serrage final
Vérification et assurance qualité
Étape 5 : essais de fonctionnement
1. Remettez la presse plieuse sous tension et mettez tous les axes à l’origine
2. Réalisez des plis d’essai en utilisant :
# Des pièces d’essai standardisées (par ex. acier CRS de 2 mm)
# Outils certifiés de mesure d’angle (rapporteurs numériques)
3. Critères d’acceptation :
# Tolérance angulaire dans ±0,5°
# Dimensions linéaires dans ±0,1 mm des valeurs programmées
Étape 6 : Mise en service finale
1. Liste de contrôle complète de l’inspection du système :
# Vérification du couple de serrage sur tous les éléments de fixation
# Lubrification des composants de mouvement linéaire
# Confirmation du bon fonctionnement de l’interverrouillage de sécurité
2. Consigner les paramètres de réglage dans les registres de maintenance
3. Organiser un briefing des opérateurs sur toute modification de procédure
Recommandations de maintenance
●Effectuer des contrôles d’alignement toutes les 250 heures de fonctionnement
●Établir un programme de maintenance préventive :
# Mensuel : nettoyage et relubrification des glissières
# Trimestriel : inspection du jeu de la vis à billes
# Annuel : vérification complète de la précision géométrique

Conclusion
Un bon alignement de la butée arrière influe directement sur la qualité des pièces, la durée de vie des outils et l’efficacité globale de l’équipement. En appliquant cette procédure de réglage méthodique et en respectant des normes d’étalonnage rigoureuses, les fabricants peuvent obtenir une précision de pliage constante tout en prolongeant la durée de service de la machine.
