- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Sélection du gaz de protection en soudage laser
Sélection du gaz de protection en soudage laser

Avez-vous déjà rencontré des défauts de soudure tels qu’un excès de projections, un aspect de soudure peu esthétique et de nombreux pores après le soudage ? Vous vous demandez peut-être si cela est dû à un mauvais réglage des paramètres du procédé de soudage laser, mais saviez-vous que l’utilisation correcte du gaz de protection est également un facteur crucial qui influence la forme et les performances de la soudure ? Choisir le gaz de protection optimal est en réalité un moyen d’améliorer la qualité et l’efficacité du soudage.
Le gaz de protection étant si important, quelle est exactement sa fonction ? Comment choisir le type de gaz de protection ? Comment doit-on le souffler pendant le soudage ?
Le rôle du gaz de protection
En soudage laser, le gaz de protection influe sur la formation du cordon de soudure, la qualité de la soudure, la profondeur de pénétration et la largeur du cordon. Dans la plupart des cas, l’introduction d’un gaz de protection a un effet positif sur la soudure, mais elle peut aussi avoir des effets négatifs.
Effets positifs
1) Un gaz de protection correctement introduit protège efficacement le bain de fusion, réduisant voire empêchant l’oxydation.
2) Un gaz de protection correctement introduit réduit efficacement les projections pendant le soudage.
3) Un gaz de protection correctement introduit favorise une répartition uniforme du bain de fusion lors de la solidification, ce qui donne une soudure uniforme et esthétique.
4) Un gaz de protection correctement introduit réduit efficacement l’effet de blindage des panaches de vapeur métallique ou des nuages de plasma sur le laser, augmentant ainsi le taux d’utilisation effectif du laser.
5) Un gaz de protection correctement introduit réduit efficacement la porosité du cordon de soudure.
À condition que le type de gaz, le débit et la méthode d’introduction soient correctement choisis, on peut obtenir des résultats idéaux.
Cependant, une utilisation incorrecte du gaz de protection peut également avoir un impact négatif sur le soudage.
1) Une application incorrecte du gaz de protection peut aggraver la soudure :
① Choisir le mauvais type de gaz peut provoquer des fissures dans la soudure et réduire les propriétés mécaniques de la soudure ;
②Un mauvais débit de gaz peut entraîner une oxydation plus importante du soudage (que le débit soit trop élevé ou trop faible) et peut également perturber fortement le bain de fusion, provoquant l’affaissement du cordon ou une formation irrégulière ;
③Un mauvais mode d’application du gaz peut entraîner une protection inefficace, voire inexistante, ou nuire à la formation du cordon ;
2) L’application du gaz de protection peut affecter la pénétration de la soudure, en particulier lors du soudage de tôles minces, et réduire cette pénétration.
Types de gaz de protection
Les gaz de protection couramment utilisés pour le soudage laser comprennent N2, Ar et He. Leurs propriétés physicochimiques diffèrent, et leurs effets sur le cordon de soudure varient donc également.
Azote (N2)
Le moins cher, mais inadapté au soudage de certains aciers inoxydables. L’azote (N2) possède une énergie d’ionisation modérée, supérieure à celle de l’Ar mais inférieure à celle du He. Sous irradiation laser, son degré d’ionisation est généralement faible, ce qui réduit efficacement la formation du nuage de plasma et augmente ainsi le taux d’utilisation effectif du laser. Cependant, l’azote peut réagir chimiquement avec les alliages d’aluminium et l’acier au carbone à certaines températures, formant des nitrures. Cela accroît la fragilité du cordon et réduit sa ténacité, ce qui nuit fortement aux propriétés mécaniques du joint soudé. Par conséquent, l’azote n’est pas recommandé pour la protection des soudures en alliage d’aluminium et en acier au carbone.
En revanche, les nitrures produits par la réaction chimique de l’azote avec l’acier inoxydable peuvent augmenter la résistance du joint soudé et améliorer ses propriétés mécaniques. L’azote peut donc être utilisé comme gaz de protection lors du soudage de l’acier inoxydable.
Argon (Ar)
est relativement peu coûteux, a une densité élevée et offre une bonne protection. La surface du cordon est plus lisse qu’avec l’hélium. Cependant, il est facilement ionisé par le plasma métallique à haute température, ce qui peut empêcher une partie du faisceau laser d’atteindre la pièce, réduire la puissance de soudage effective et freiner la vitesse de soudage ainsi que la pénétration. L’Ar (Ar) possède l’énergie d’ionisation la plus faible, mais son degré d’ionisation est relativement élevé sous irradiation laser, ce qui n’est pas favorable au contrôle de la formation des nuages de plasma et a un certain impact sur le taux d’utilisation effectif du laser. En revanche, l’Ar est très peu réactif et réagit difficilement chimiquement avec les métaux courants. De plus, l’Ar est peu coûteux. Par ailleurs, sa densité élevée facilite sa descente au-dessus du bain de fusion, assurant une meilleure protection de celui-ci. Il peut donc être utilisé comme gaz de protection classique.
Hélium (He)
Il est plus coûteux, mais offre le meilleur effet, permettant au laser de traverser directement jusqu’à la surface de la pièce sans obstruction. Le He possède l’énergie d’ionisation la plus élevée, mais son degré d’ionisation est très faible sous irradiation laser, ce qui permet de contrôler efficacement la formation des nuages de plasma. Le laser peut agir correctement sur les métaux, et le He a une très faible réactivité, ne réagissant pratiquement pas chimiquement avec les métaux. C’est un excellent gaz de protection pour les soudures. Cependant, le He est trop cher et n’est généralement pas utilisé pour la production de masse. Il est plutôt employé pour la recherche scientifique ou les produits à forte valeur ajoutée.
Méthodes d’injection du gaz de protection
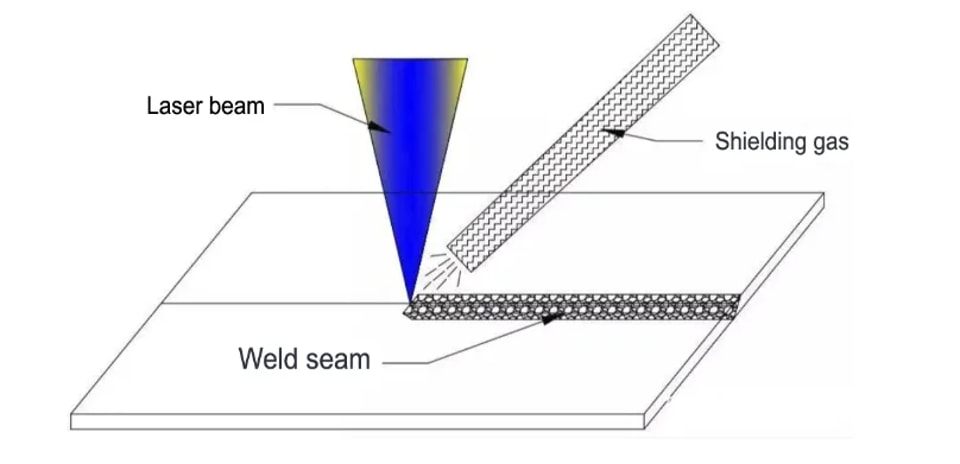
Il existe actuellement deux principales méthodes d’introduction du gaz de protection : l’une consiste en un soufflage latéral hors axe du gaz de protection... Gaz de protection soufflé latéralement en parallèle
Une autre méthode est le gaz de protection coaxial.
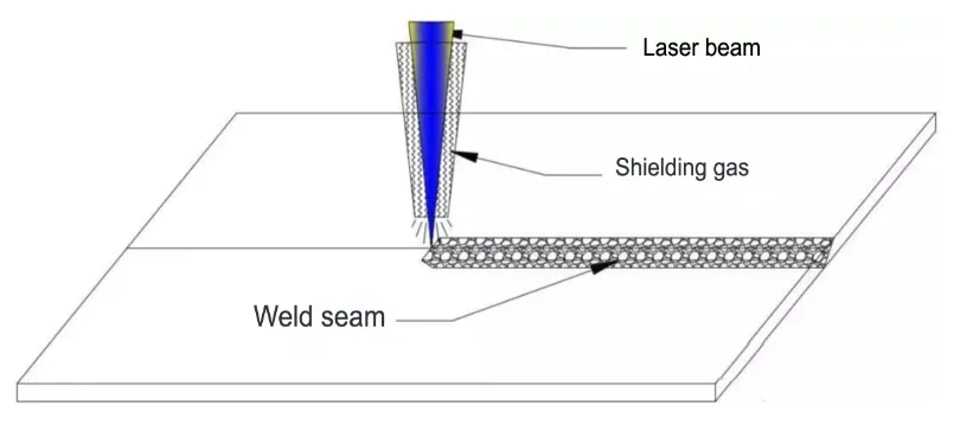
Gaz de protection coaxial
Le choix entre les deux méthodes de soufflage dépend d’un ensemble de facteurs, mais le soufflage latéral du gaz de protection est généralement recommandé.
Principes de choix des méthodes de soufflage du gaz de protection
Tout d’abord, il est important de préciser que le terme « oxydation de la soudure » est une expression familière. Théoriquement, il désigne une réaction chimique entre la soudure et des composants nocifs présents dans l’air, entraînant une détérioration de la qualité du cordon. Parmi les exemples courants, on peut citer la réaction du métal fondu avec l’oxygène, l’azote et l’hydrogène de l’air à certaines températures.
Prévenir l’oxydation de la soudure consiste à réduire ou à éviter le contact entre ces composants nocifs et le métal de soudure à haute température. Cette haute température ne concerne pas seulement le métal du bain de fusion, mais aussi toute la période allant de la fusion du métal de soudure jusqu’à sa solidification et à la baisse de sa température en dessous d’un certain seuil.
Par exemple, lors du soudage des alliages de titane, l’hydrogène est rapidement absorbé au-dessus de 300°°C, l’oxygène au-dessus de 450°°C, et l’azote au-dessus de 600°°C. Par conséquent, les soudures en alliage de titane nécessitent une protection efficace après la solidification et pendant la phase où la température descend en dessous de 300°°C ; sinon, elles seront « oxydées ».
Comme l’explique la description ci-dessus, le gaz de protection soufflé doit non seulement protéger le bain de fusion en temps utile, mais aussi la zone nouvellement solidifiée. C’est pourquoi la méthode de soufflage latéral hors axe illustrée à la figure 1 est généralement utilisée, car elle offre une zone de protection plus large que la méthode de protection coaxiale illustrée à la figure 2, en assurant notamment une meilleure protection de la zone de soudure nouvellement solidifiée.
Pour les applications d’ingénierie, le gaz de protection soufflé latéralement hors axe ne convient pas à tous les produits. Pour certains produits spécifiques, seul le gaz de protection coaxial peut être utilisé. Le choix doit être adapté à la structure du produit et au type de joint.
Sélection d’une méthode spécifique de soufflage du gaz de protection
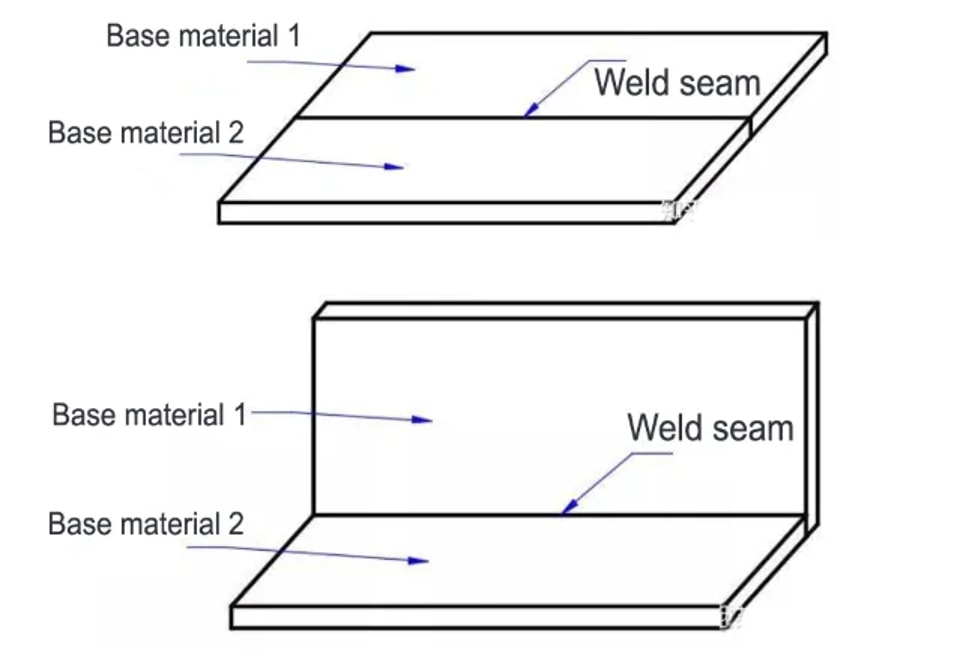
1) Soudures droites
Comme le montre la figure 3, la forme de soudure du produit est rectiligne. Le type de joint peut être un joint bout à bout, un joint à recouvrement, un joint d’angle ou une soudure en chevauchement. Pour ce type de produit, la méthode de soufflage latéral hors axe du gaz de protection illustrée dans est privilégiée.
2) Soudures planes fermées
La forme de soudure du produit est une forme fermée telle qu’un cercle plan, un polygone plan ou une ligne plane multisegment. Le type de joint peut être un joint bout à bout, un joint à recouvrement ou un joint de soudure en recouvrement. Pour ce type de produit, le gaz de protection coaxial est privilégié.
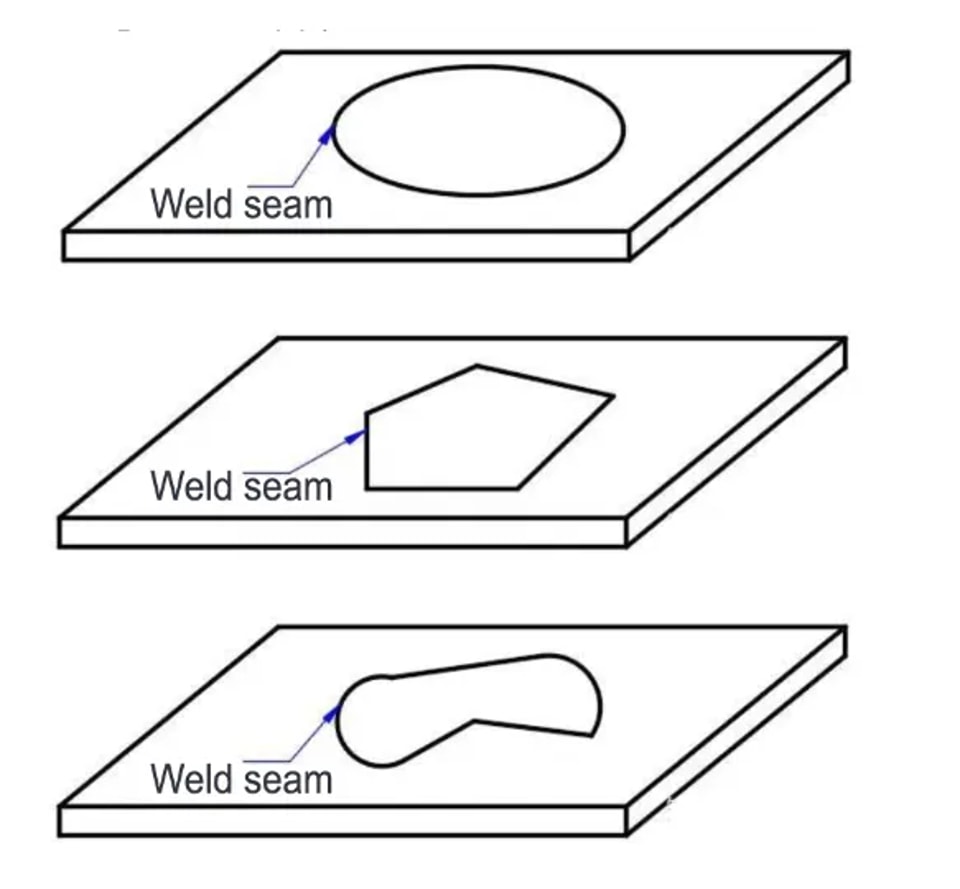
Soudure plane fermée
Le choix du gaz de protection influe directement sur la qualité, l’efficacité et le coût de la production de soudage. Cependant, en raison de la diversité des matériaux à souder, le choix du gaz de soudage dans la pratique est assez complexe. Il est nécessaire de prendre en compte de manière globale le matériau à souder, la méthode de soudage, la position de soudage et l’effet recherché. Ce n’est qu’au moyen d’essais de soudage qu’il est possible de sélectionner un gaz de soudage plus adapté afin d’obtenir de meilleurs résultats.
