- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Technologie de pliage de tôle sans marquage
Technologie de pliage de tôle sans marquage

La technologie de traitement de la tôle ne cesse de s’améliorer, en particulier dans certaines applications telles que le pliage de précision de l’acier inoxydable, le pliage de pièces décoratives en acier inoxydable, le pliage d’alliages d’aluminium, le pliage de pièces d’aéronefs, le pliage de plaques de cuivre, etc., ce qui impose des exigences toujours plus élevées à la qualité de surface de la pièce formée. Le procédé de pliage traditionnel est plus susceptible d’endommager la surface de la pièce. La surface en contact avec le moule formera une indentation ou une rayure visible, ce qui affectera l’esthétique du produit final et réduira la perception de sa valeur par l’utilisateur.

1. Raisons des marques de pliage
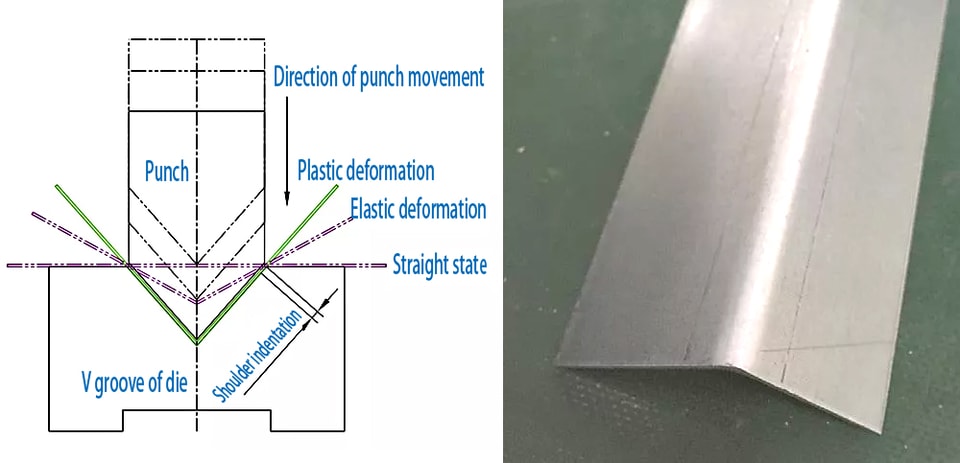
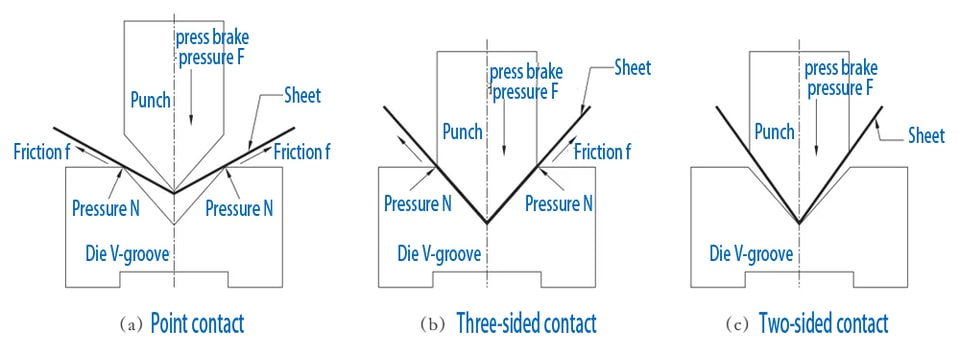
Prenons l’exemple du pliage d’une pièce en V. Le pliage de tôle est un procédé de formage dans lequel la tôle subit d’abord une déformation élastique, puis entre en déformation plastique sous la pression du poinçon ou de la matrice de la plieuse. Au stade initial du pliage plastique, la tôle se plie librement. À mesure que le poinçon ou la matrice comprime la tôle, celle-ci et la surface intérieure de la rainure en V de la matrice se rapprochent progressivement, et le rayon de courbure ainsi que le bras de levier de la force de pliage diminuent progressivement. On poursuit la mise sous pression jusqu’à la fin de la course, de sorte que la matrice et la tôle soient en contact complet en trois points ; le pliage en V est alors réalisé.
Lors du pliage, la tôle métallique est comprimée par la matrice de pliage et subit une déformation élastique ; le point de contact entre la tôle et la matrice glisse au fur et à mesure de l’avancement du processus. Pendant le pliage, la tôle traverse deux phases évidentes : déformation élastique et déformation plastique. Il existe également une phase de maintien de la pression durant le pliage (contact en trois points entre la matrice et la tôle), ce qui entraîne la formation de trois lignes de marquage après l’achèvement du pliage. Ces lignes de marquage sont généralement causées par l’extrusion et le frottement entre la tôle et l’épaulement de la rainure en V de la matrice ; on les appelle donc marques d’épaulement. Les principales raisons de la formation des marques d’épaulement peuvent être simplement classées dans les catégories suivantes.
1. Méthode de pliage
Comme mentionné précédemment, la formation des marques d’épaulement est liée au contact entre la tôle et l’épaulement de la rainure en V de la matrice ; les différents jeux entre le poinçon et la matrice pendant le pliage influencent la contrainte de compression sur la tôle, et la probabilité ainsi que le degré de marquage seront également différents. Dans les mêmes conditions de rainure en V, plus l’angle de pliage de la pièce est grand, plus la déformation en traction de la tôle est importante, et plus la distance de frottement de la tôle sur l’épaulement de la rainure en V est longue ; de plus, plus l’angle de pliage est grand, plus le poinçon exerce la pression longtemps sur la tôle, et plus les marques causées par ces deux facteurs sont visibles.
b. Structure de la rainure en V de la matrice
Lorsque l’on plie des tôles de différentes épaisseurs, la largeur de rainure en V choisie est également différente. Dans les mêmes conditions de poinçon, plus la rainure en V de la matrice est grande, plus la largeur de l’empreinte est importante. En conséquence, le frottement entre la tôle et l’épaulement de la rainure en V de la matrice est plus faible, et la profondeur de l’empreinte est naturellement réduite. À l’inverse, plus l’épaisseur de la tôle est faible, plus la rainure en V est étroite, et plus les marques sont visibles.
En parlant de frottement, un autre facteur lié au frottement que nous devons prendre en compte est le coefficient de frottement. Le rayon R de l’épaulement de la rainure en V de la matrice est différent, et le frottement généré sur la tôle pendant le pliage varie également. D’autre part, du point de vue de la pression exercée par la rainure en V de la matrice sur la tôle, plus le rayon R de la rainure en V est grand, plus la pression entre la tôle et l’épaulement de la rainure en V est faible, et plus les marques sont légères, et inversement.
c. Degré de lubrification de la rainure en V de la matrice
Comme indiqué précédemment, la surface de la rainure en V de la matrice entre en contact avec la tôle et génère du frottement. Lorsque le moule est usé, la partie de contact entre la rainure en V et la tôle devient de plus en plus rugueuse, et le coefficient de frottement augmente. Lorsque la tôle glisse sur la surface de la rainure en V, le contact entre la rainure en V et la tôle est en réalité un contact ponctuel entre d’innombrables aspérités et la surface ; la pression exercée sur la surface de la tôle augmente donc en conséquence, et les marques deviennent plus visibles.
D’un autre côté, si la rainure en V de la matrice n’est pas essuyée avant le pliage de la pièce, les débris résiduels dans la rainure en V provoquent souvent des marques visibles sur la tôle. Cette situation se produit généralement lorsque l’équipement plie des tôles galvanisées, des tôles d’acier au carbone et d’autres pièces.
2.Application de la technologie de pliage sans marques
Puisque nous savons que la principale cause des marques de pliage est le frottement entre la tôle et l’épaulement de la rainure en V de la matrice, nous pouvons partir d’une logique orientée vers la cause et utiliser des procédés pour réduire le frottement entre la tôle et l’épaulement de la rainure en V de la matrice. Selon la formule du frottement f=μ·N, les facteurs qui influencent le frottement sont le coefficient de frottement μ et la pression N, tous deux proportionnels au frottement. En conséquence, les solutions de procédé suivantes peuvent être formulées.
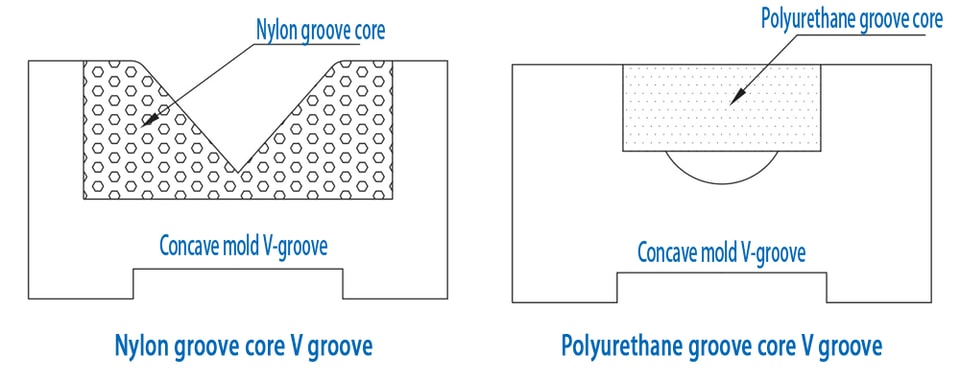
a. Utiliser des matériaux non métalliques pour l’épaulement de la rainure en V de la matrice
La méthode traditionnelle consistant simplement à augmenter l’angle R de l’épaulement de la rainure en V du moule n’est pas très efficace pour améliorer les marques de pliage. Dans une optique de réduction de la pression dans le couple de frottement, il est possible d’envisager de remplacer l’épaulement de la rainure en V par un matériau non métallique plus souple que la tôle, comme le nylon, l’élastomère PU, etc., tout en garantissant l’effet d’extrusion requis à l’origine. Étant donné que ces matériaux s’usent facilement et doivent être remplacés régulièrement, plusieurs structures de rainure en V utilisant ces matériaux existent actuellement, comme le montre la figure.
b. Remplacer l’épaulement de la rainure en V de la matrice par une structure à billes et rouleaux
Toujours sur le principe de réduction du coefficient de frottement du couple entre la tôle et la rainure en V de la matrice, le frottement de glissement entre la tôle et l’épaulement de la rainure en V de la matrice peut être transformé en frottement de roulement, réduisant ainsi considérablement la force de frottement exercée sur la tôle et évitant efficacement l’apparition de marques de pliage. À l’heure actuelle, ce procédé est largement utilisé dans l’industrie des moules, et le moule de pliage sans billes en est un exemple typique.
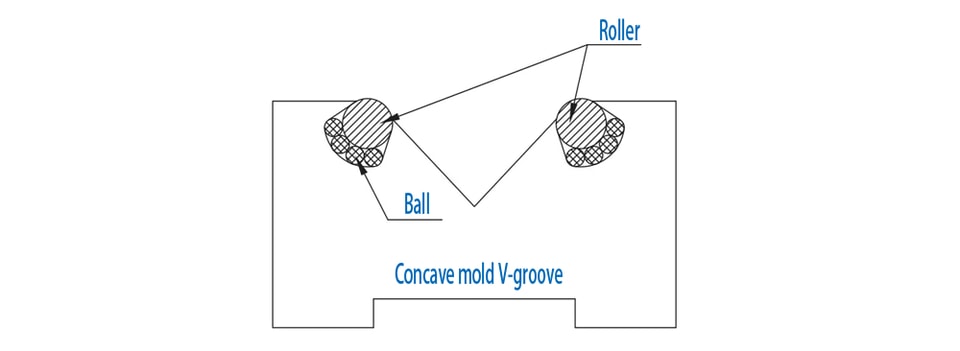
Afin d’éviter un frottement rigide entre le rouleau et la rainure en V du moule de pliage sans couture à roulements à billes, et aussi pour faciliter la rotation et la lubrification du rouleau, des billes sont ajoutées, permettant ainsi de réduire simultanément la pression et le coefficient de frottement. Par conséquent, les pièces traitées avec le moule de pliage sans couture à roulements à billes peuvent pratiquement être exemptes de marques visibles, mais l’effet de pliage sans couture sur les tôles souples comme l’aluminium et le cuivre n’est pas satisfaisant. D’un point de vue économique, comme la structure du moule de pliage sans couture à roulements à billes est plus complexe que les structures de moules mentionnées ci-dessus, le coût de traitement est élevé et la maintenance est difficile ; c’est également un facteur que les dirigeants d’entreprise doivent prendre en compte lors du choix.
c. L’épaulement de la rainure en V de la matrice est remplacé par une structure basculante
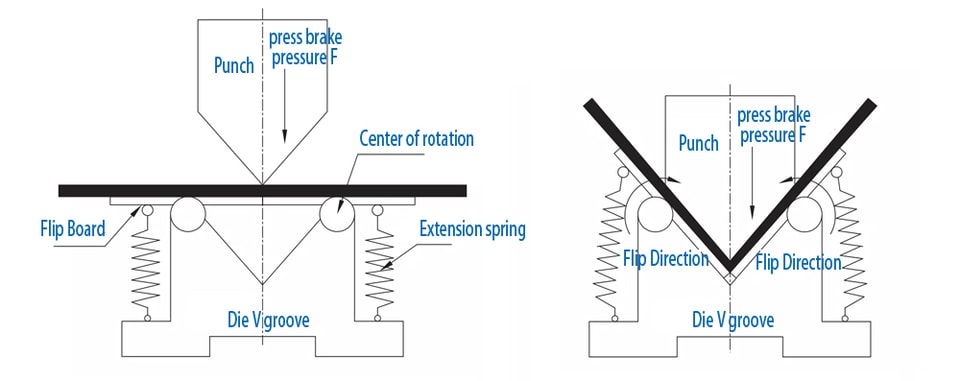
Il existe un autre type de moule dans l’industrie qui utilise le principe de rotation autour d’un point d’appui pour réaliser le pliage de pièces en faisant basculer l’épaulement de la matrice. Ce moule modifie la structure traditionnelle en rainure en V du moule standard et transforme les surfaces inclinées de part et d’autre de la rainure en V en un mécanisme basculant. Lorsque le poinçon presse la tôle, le mécanisme basculant des deux côtés de la matrice pivote vers l’intérieur sous l’effet de la pression du poinçon, de sorte que la tôle est pliée et formée. Dans ces conditions de travail, la tôle et la matrice ne produisent pas de frottement de glissement local visible, mais se rapprochent du plan de basculement et du sommet du poinçon afin d’éviter les marques sur les pièces. La structure de ce moule est plus complexe que les structures précédentes, avec un ressort de traction et une plaque basculante, et les coûts de maintenance et de fabrication sont plus élevés.
d. La rainure en V de la matrice est isolée de la tôle
Les méthodes mentionnées ci-dessus visent toutes à obtenir un pliage sans couture en modifiant le moule de pliage. Pour les dirigeants d’entreprise, il n’est pas conseillé de développer et d’acheter un nouvel ensemble de moules pour obtenir un pliage sans couture de pièces individuelles. Du point de vue du contact par frottement, tant que le moule et la tôle sont séparés, il n’y a pas de frottement. Par conséquent, sans modifier le moule de pliage, il est possible d’obtenir un pliage sans couture en utilisant un film souple pour empêcher le contact entre la rainure en V de la matrice et la tôle. Ce film souple est également appelé film de pression sans marquage pour pliage, et ses matériaux sont généralement le caoutchouc, le PVC (polychlorure de vinyle), le PE (polyéthylène), le PU (polyuréthane), etc. Les avantages du caoutchouc et du PVC sont leur faible coût de matière première, et leurs inconvénients sont qu’ils résistent mal à la pression, offrent une protection médiocre et ont une courte durée de vie ; le PE et le PU sont d’excellents matériaux d’ingénierie, et le film de pression sans marquage pour pliage fabriqué à partir de ces matériaux de base présente une bonne résistance à la déchirure, une longue durée de vie et une bonne protection.
Le film de protection pour pliage joue principalement un rôle d’amortissement entre la pièce et l’épaulement de la matrice, en compensant la pression entre le moule et la tôle, empêchant ainsi la pièce de produire des marques lors du pliage. Lors de son utilisation, il suffit de placer le film de pliage sur la matrice, ce qui présente les avantages d’un faible coût et d’une grande facilité d’emploi. L’épaisseur du film de pressage sans marquage disponible actuellement sur le marché est généralement de 0,5 mm, et la taille peut être personnalisée selon les besoins. Le film de pressage sans pliage peut généralement atteindre une durée de vie d’environ 200 pliages sous une pression de 2 t, et présente une forte résistance à l’usure, une forte résistance à la déchirure, d’excellentes performances de pliage, une haute résistance à la traction et à l’allongement à la rupture, ainsi qu’une résistance aux huiles lubrifiantes et aux solvants d’hydrocarbures aliphatiques.

La concurrence sur le marché dans l’industrie du traitement de la tôle est très intense. Si les entreprises veulent s’y implanter durablement, elles doivent améliorer en permanence leurs technologies de traitement. Il faut non seulement garantir la fonctionnalité du produit, mais aussi tenir compte de sa fabricabilité et de son esthétique, ainsi que de l’efficacité économique du traitement. En adoptant des procédés plus efficaces et plus économiques, il est possible de rendre le produit plus facile à fabriquer, plus rentable et plus esthétique.
