- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Dépannage des dysfonctionnements du système servo des presses plieuses : guide complet
Dépannage des dysfonctionnements du système servo des presses plieuses : guide complet

Table des matières
1. Identification des dysfonctionnements courants du système servo d’une presse plieuse
1.1 Modes d’alarme servo typiques sur les presses plieuses CNC
2. Processus de diagnostic étape par étape des dysfonctionnements du système servo de presse plieuse
2.1 Examiner les codes d’alarme du variateur servo
2.2 Examiner le câblage et les interfaces de connexion du servomoteur
2.3 Vérifier les signaux de retour de l’encodeur
3. Déclencheurs mécaniques des dysfonctionnements du système servo de presse plieuse
3.1 Résistance au frottement dans les rails de guidage linéaires de la butée arrière
3.2 Désalignement des vis à billes
4. Erreurs de paramètres servo et défauts d’étalonnage
4.1 Problèmes de configuration des paramètres servo
4.2 Écarts d’étalonnage de la position de la butée arrière
5. Stratégies préventives pour atténuer les dysfonctionnements du système servo
5.1 Contrôles électriques programmés
5.2 Lubrification et entretien mécanique
5.3 Surveillance en temps réel de la température et de la charge du servo
6. Questions fréquemment posées
6.1 Quelles sont les causes les plus fréquentes des dysfonctionnements du système servo de presse plieuse ?
6.2 La résistance mécanique peut-elle déclencher des alarmes servo ?
6.3 Quelle est la méthode la plus rapide pour diagnostiquer un dysfonctionnement du système servo ?
6.4 À quelle fréquence faut-il inspecter le système servo de la presse plieuse ?
7. Conclusion
Lorsque les opérateurs de presse plieuse CNC JUGAO rencontrent des dysfonctionnements du système servo, la production s’arrête immédiatement, et beaucoup peinent à savoir par où commencer le dépannage. Forts d’une vaste expérience pratique sur les presses plieuses CNC, nous constatons que la grande majorité des alarmes du système servo proviennent de problèmes simples — tels que des défauts d’encodeur, des anomalies de câblage, des paramètres servo incorrects ou une résistance mécanique excessive. Ce guide décrit une approche systématique, étape par étape, pour diagnostiquer et résoudre les dysfonctionnements du système servo de presse plieuse, afin de permettre aux opérateurs de rétablir rapidement le fonctionnement de la machine tout en préservant la précision de positionnement et la stabilité du servomoteur.
Identification des dysfonctionnements courants du système servo d’une presse plieuse
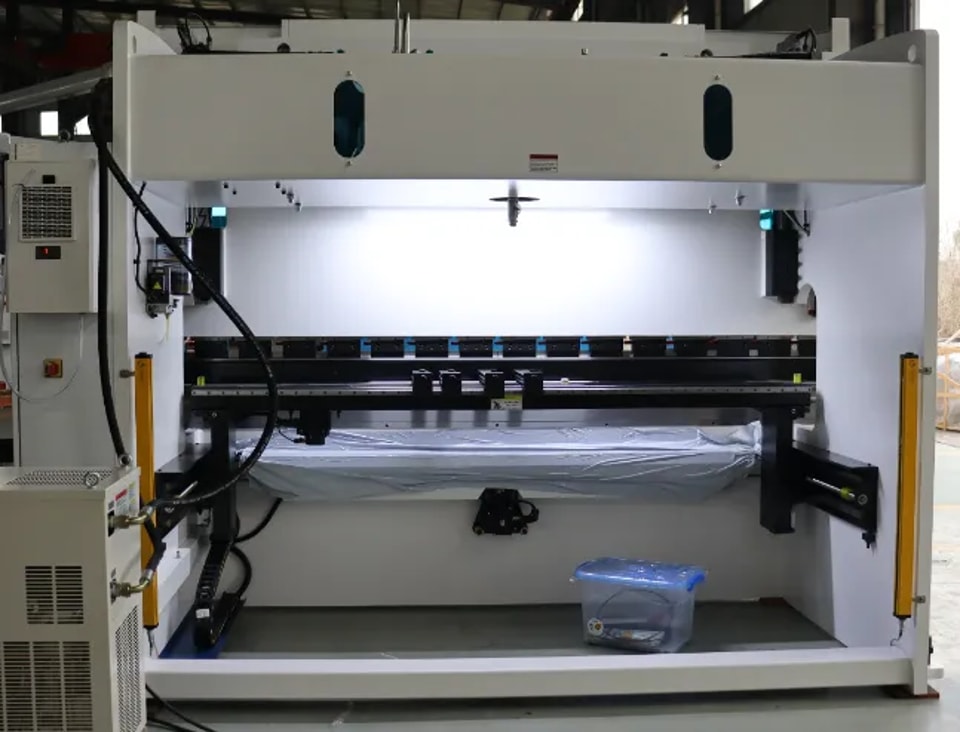
Avant d’entreprendre toute réparation, la première étape cruciale consiste à identifier le type précis de dysfonctionnement servo indiqué sur le contrôleur CNC. Les presses plieuses modernes utilisent principalement des servomoteurs pour deux fonctions essentielles : entraîner le système de butée arrière et assurer le contrôle de synchronisation hydraulique.
Modes d’alarme servo courants sur les presses plieuses CNC
Les alarmes servo les plus courantes associées aux dysfonctionnements du système de presse plieuse comprennent :
• Alarmes de surcharge servo
• Dysfonctionnements de communication de l’encodeur
• Alarmes d’écart de position
• Surchauffe du variateur servo
• Protection contre les surintensités du servomoteur
Chaque type d’alarme indique une cause sous-jacente distincte. L’interprétation des codes d’alarme affichés sur les contrôleurs courants (notamment Delem, ESA et Cybelec) est essentielle pour rationaliser le processus de dépannage et éviter des vérifications inutiles.
Processus de diagnostic étape par étape des dysfonctionnements du système servo de presse plieuse
Le dépannage des problèmes du système servo nécessite une méthodologie structurée afin d’éviter le remplacement inutile de composants et de réduire les arrêts de production. Le processus étape par étape suivant garantit un diagnostic logique et efficace.
2.1 Examiner les codes d’alarme du variateur servo

La première étape consiste à vérifier les messages d’alarme affichés à la fois sur le panneau du variateur servo et sur le contrôleur CNC. La plupart des variateurs servo sont équipés de codes de diagnostic détaillés qui fournissent des indices essentiels sur la panne. Il est indispensable de consigner trois informations clés :
• Le numéro de code d’alarme spécifique
• L’état de fonctionnement de la machine au moment du déclenchement de l’alarme (par exemple : au repos, pliage, réglage de la butée arrière)
• L’axe concerné (par exemple : axe X de butée arrière, réglage de hauteur de l’axe R)
Cette documentation permet de déterminer immédiatement si la panne provient d’un problème électrique, mécanique ou d’une configuration de paramètres incorrecte.
2.2 Examiner le câblage et les interfaces de connexion du servomoteur

Des câbles desserrés ou endommagés sont l’une des causes les plus fréquentes des dysfonctionnements du système servo de presse plieuse. Une inspection minutieuse doit se concentrer sur :
• Câbles d’alimentation du servomoteur
• Câbles de retour d’information de l’encodeur
• Bornes de raccordement à l’intérieur de l’armoire électrique de commande
Les vibrations continues de la machine pendant une utilisation prolongée peuvent progressivement desserrer les connecteurs et les bornes. Le simple resserrage des connexions desserrées et le remplacement des câbles effilochés ou endommagés résolvent souvent des défauts servo intermittents, autrement difficiles à localiser.
2.3 Vérifier les signaux de retour de l’encodeur
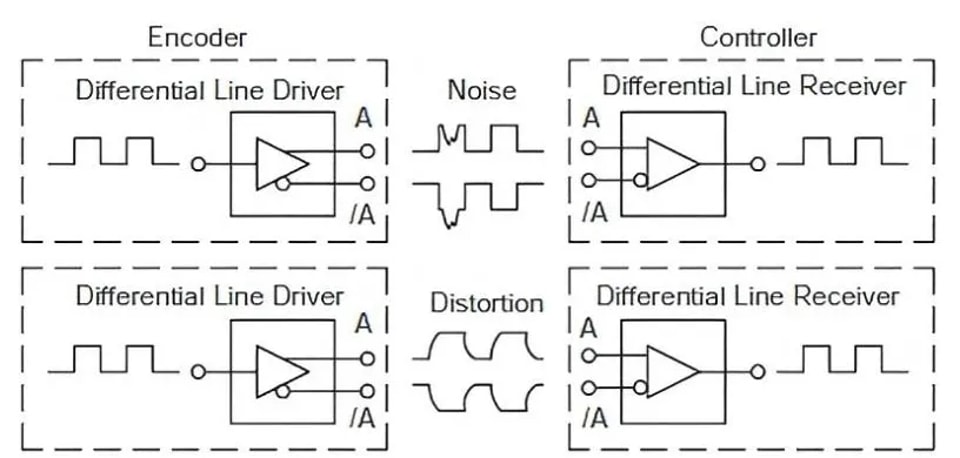
Les servomoteurs dépendent d’un retour d’encodeur précis pour maintenir le positionnement de haute précision requis pour les opérations de presse plieuse. Des signaux d’encodeur instables déclencheront divers dysfonctionnements, notamment :
• Alarmes d’écart de position
• Erreurs de synchronisation des axes
• Arrêts soudains et imprévus du servomoteur
Pour diagnostiquer les problèmes d’encodeur, inspectez tous les raccordements de l’encodeur afin de vérifier leur serrage et contrôlez les câbles à la recherche de traces d’huile, d’abrasion ou d’autres dommages mécaniques. Si l’inspection visuelle ne révèle rien, utilisez le menu de diagnostic intégré du variateur servo pour effectuer un test de signal et vérifier le bon fonctionnement de l’encodeur.
Déclencheurs mécaniques des dysfonctionnements du système servo de presse plieuse
Tous les dysfonctionnements du système servo ne sont pas d’origine électrique : une résistance mécanique excessive est un déclencheur fréquent, et souvent négligé, des alarmes servo. Le traitement des problèmes mécaniques est essentiel pour rétablir le fonctionnement normal du servo et éviter les pannes récurrentes.
3.1 Résistance par friction dans les rails de guidage linéaires de la butée arrière
Les rails de guidage linéaires de la butée arrière ont tendance à accumuler de la poussière, des copeaux métalliques et des débris lors de l’utilisation quotidienne ; une lubrification insuffisante aggrave ce problème. Lorsque la résistance augmente, le servomoteur doit fournir un effort supplémentaire pour déplacer l’axe de butée arrière, ce qui déclenche souvent :
• Alarmes de surcharge servo
• Surchauffe anormale du servomoteur
• Vitesse de positionnement de la butée arrière ralentie
Le nettoyage approfondi des rails de guidage pour éliminer tous les débris et l’application du lubrifiant recommandé par le fabricant sur les vis à billes et les composants des rails de guidage réduisent considérablement la résistance au frottement et rétablissent l’état de fonctionnement normal du système servo.
3.2 Désalignement des vis à billes
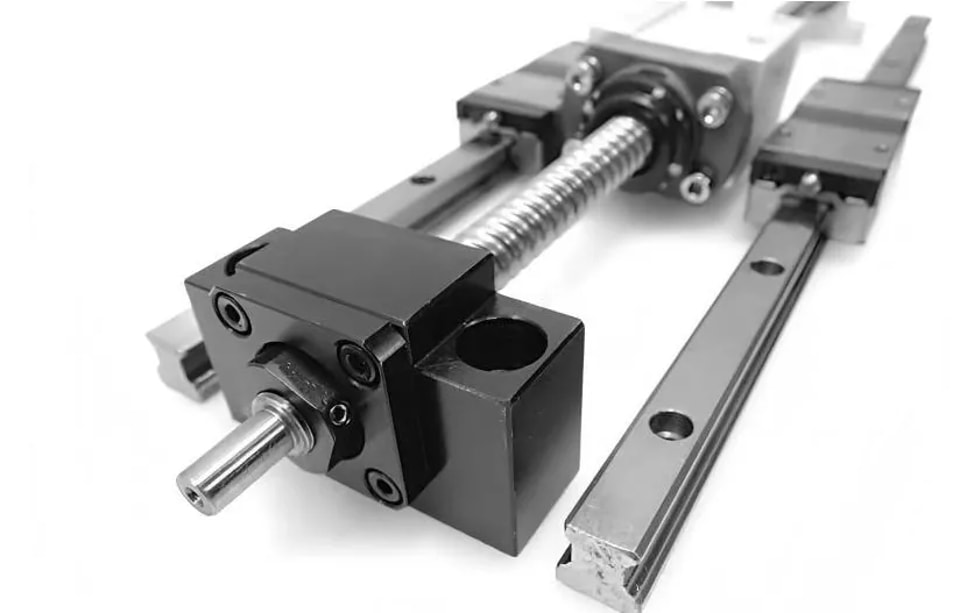
Une installation incorrecte lors de la mise en service de la machine ou l’usure liée à une utilisation prolongée peuvent provoquer un désalignement des vis à billes, autre source majeure de résistance mécanique. Pour diagnostiquer ce problème, inspectez les composants clés suivants :
• La rectitude de la vis à billes elle-même
• L’alignement du coupleur reliant le servomoteur à la vis à billes
• Le niveau d’usure des roulements aux deux extrémités de la vis à billes
Corriger le désalignement de la vis à billes et remplacer les roulements usés élimine la surcharge du servomoteur, évite les alarmes de surcharge et prolonge la durée de vie du moteur.
Erreurs de paramètres servo et défauts d’étalonnage
Des paramètres de servomoteur incorrects constituent l’une des principales causes de dysfonctionnement des systèmes servo de presses plieuses, en particulier après une maintenance de la machine, le remplacement de composants ou des mises à jour du logiciel CNC. Même de légers écarts par rapport aux paramètres recommandés peuvent perturber l’ensemble du système servo.
4.1 Problèmes de réglage des paramètres du servomoteur
Des paramètres mal configurés liés à l’accélération, aux limites de vitesse ou à la tolérance de position déclencheront immédiatement des alarmes servo et gêneront le fonctionnement de la machine. Les paramètres clés à vérifier et à recalibrer comprennent :
• Paramètres de gain du servomoteur
• Réglages d’accélération et de décélération
• Seuils de tolérance de l’écart de position
Tous les paramètres doivent être réglés exactement sur les valeurs recommandées par le fabricant de la presse plieuse afin de garantir un fonctionnement fluide du système servo.
4.2 Écarts de calibration de la position de la butée arrière

Si le point de référence de position de la butée arrière devient inexact en raison d’un déplacement mécanique ou d’un dysfonctionnement électrique, la commande CNC détectera un écart de position anormal et déclenchera une alarme. Pour résoudre ce problème, effectuez un processus complet de calibration comprenant :
• Calibration du référencement des axes pour remettre le point zéro à zéro
• Une réinitialisation complète de la référence de position de la butée arrière
• Vérification de la précision de position à l’aide d’outils de mesure de précision
Une calibration correcte garantit que le système servo fonctionne dans la plage de tolérance spécifiée par le fabricant, éliminant ainsi les fausses alarmes d’écart de position.
Stratégies préventives pour atténuer les dysfonctionnements du système servo
Prévenir les dysfonctionnements du système servo d’une presse plieuse est bien plus efficace et économique que de les réparer lors d’un arrêt de production non planifié. Mettre en place un programme de maintenance préventive proactive est la meilleure façon de garantir la stabilité à long terme du système servo.
5.1 Inspections électriques programmées
Des inspections régulières de l’armoire électrique de commande et des composants électriques du système servo sont essentielles. Veillez en particulier à :
• Un refroidissement dégagé et efficace du variateur servo
• Des filtres de ventilation propres pour éviter l’accumulation de poussière
• Des connexions sûres et bien serrées pour toutes les bornes et tous les câbles électriques
L’accumulation de poussière dans l’armoire de commande peut provoquer une surchauffe et une instabilité de communication, entraînant des dysfonctionnements servo intermittents ou persistants. Des inspections visuelles hebdomadaires et des nettoyages en profondeur mensuels sont recommandés.
5.2 Lubrification et entretien mécanique
Une lubrification adéquate de tous les composants mécaniques mobiles réduit considérablement la charge sur le servomoteur et prévient l’usure excessive. Les principales tâches de maintenance comprennent :
• Nettoyage régulier des vis à billes pour éliminer les débris
• Lubrification programmée des guidages linéaires avec le lubrifiant approprié
• Élimination rapide des copeaux métalliques et des débris de toutes les pièces mobiles de la butée arrière et du système de pliage
Cet entretien courant élimine les contraintes mécaniques inutiles sur le système servo et réduit le risque d’alarmes de surcharge et de surchauffe.
5.3 Surveillance en temps réel de la température et de la charge du servomoteur
La quasi-totalité des commandes modernes de presses plieuses CNC offrent une fonction de surveillance en temps réel de la température et du niveau de charge du servomoteur. Les opérateurs et les équipes de maintenance doivent contrôler régulièrement ces indicateurs ; toute augmentation soudaine et anormale de la température ou de la charge signale un problème sous-jacent (par ex. résistance mécanique, défauts de câblage).
L’analyse et la résolution immédiates de ces signes d’alerte évitent que des problèmes mineurs ne dégénèrent en dysfonctionnements majeurs du système servo et en arrêts de production non planifiés.
Questions fréquemment posées
6.1 Quelles sont les causes les plus fréquentes des dysfonctionnements du système servo d’une presse plieuse ?
D’après l’expérience pratique du secteur, les trois causes les plus courantes sont les câbles de retour codeur desserrés, une lubrification insuffisante des composants mécaniques de la butée arrière et des paramètres de servomoteur mal configurés. Ces trois problèmes représentent la grande majorité des alarmes servo en fonctionnement quotidien.
6.2 Une résistance mécanique peut-elle déclencher des alarmes servo ?
Oui, la résistance mécanique est un déclencheur majeur d’alarmes servo. Lorsque les vis à billes, les guidages linéaires ou d’autres composants mobiles deviennent sales, désalignés ou usés, le servomoteur est contraint de travailler sous une charge excessive. Cette charge supplémentaire déclenche directement des alarmes de surcharge servo et peut également provoquer des problèmes secondaires tels que la surchauffe du moteur.
6.3 Quel est le moyen le plus rapide de diagnostiquer un dysfonctionnement du système servo ?
Commencez par enregistrer et interpréter le code d’alarme du variateur servo — c’est l’étape la plus importante pour cerner l’origine de la panne. Ensuite, inspectez tout le câblage et les connexions de l’encodeur afin de détecter un desserrage ou des dommages, puis vérifiez s’il existe une résistance mécanique excessive sur l’axe concerné. Ne modifiez les paramètres du servomoteur qu’après avoir écarté les problèmes électriques et mécaniques afin d’éviter des changements de paramètres inutiles.
6.4 À quelle fréquence le système servo de la presse plieuse doit-il être inspecté ?
Dans les environnements de production courants, il est recommandé d’effectuer chaque semaine une inspection visuelle de base du système servo (câblage, connexions et propreté des composants mécaniques inclus). Un contrôle de maintenance préventive plus complet — comprenant la lubrification, le test des signaux de l’encodeur, la vérification des paramètres et l’étalonnage des capteurs de température et de charge — doit être réalisé chaque mois.
Conclusion
Les dysfonctionnements du système servo d’une presse plieuse peuvent perturber les plannings de production et compromettre la précision des opérations de pliage des métaux, mais la grande majorité de ces problèmes peuvent être résolus rapidement et efficacement grâce à une démarche de dépannage structurée, étape par étape. En interprétant d’abord les codes d’alarme du servo, puis en inspectant le câblage et les signaux de retour de l’encodeur, en éliminant une résistance mécanique excessive et en vérifiant la configuration des paramètres servo, les opérateurs et les équipes de maintenance peuvent identifier et corriger avec précision la plupart des pannes avec un temps d’arrêt minimal.
Une maintenance préventive régulière et proactive est la pierre angulaire de la stabilité et de la fiabilité à long terme d’un système servo. En respectant un calendrier d’inspections électriques, une lubrification et un entretien mécaniques constants, ainsi qu’une surveillance en temps réel de la température et de la charge du servo, les entreprises peuvent réduire drastiquement la fréquence des dysfonctionnements servo et maintenir les opérations de presse plieuse JUGAO en marche fluide. Pour les problèmes de système servo persistants ou complexes qui ne peuvent pas être résolus par un dépannage de base, il est recommandé de consulter une équipe d’assistance technique professionnelle afin de garantir un diagnostic précis et une résolution efficace, de minimiser les pertes de production et de préserver les performances à long terme de la machine.
