- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Que pouvez-vous ajuster dans le mode Paramètres du DELEM DA-66T ?
Que pouvez-vous ajuster dans le mode Paramètres du DELEM DA-66T ?

Table des matières
• Introduction au mode Réglages du système de commande
• Options des paramètres
• Programmation des matériaux et de leurs propriétés
• Fonctions de sauvegarde/restauration
○ Sauvegarde du produit
○ Restauration du produit
○ Sauvegarde de l’outil
○ Restauration de l’outil
○ Sauvegarde et restauration des tables et des paramètres
• Navigation dans les répertoires
• Paramètres du programme
• Paramètres de valeurs par défaut
• Paramètres de calcul
• Paramètres de production
• Calcul du temps de production
• Réglages de l’heure
• Foire aux questions (FAQ)
• Conclusion
Lors de l’utilisation du système de commande DELEM DA-66T, il est essentiel d’acquérir une compréhension approfondie des différentes fonctions réglables de son mode Réglages afin d’améliorer les performances et l’efficacité opérationnelle de la presse plieuse. Si vous êtes curieux des configurations personnalisées disponibles dans ce mode Réglages, cet article détaillera les principaux éléments de réglage pour vous aider à optimiser avec précision les paramètres de la presse plieuse et à maximiser la productivité.
Introduction au mode Réglages du système de commande
En touchant le bouton « Réglages » dans la barre de navigation, le système de commande passe en mode Réglages. Toutes les fonctions de ce mode sont classées de manière logique dans différents onglets, et les réglages spécifiques de chaque onglet seront détaillés un par un par la suite.

Le mode Réglages du DELEM DA-66T sert de centre de commande complet, permettant aux opérateurs de configurer avec souplesse divers paramètres machine afin de s’adapter à des besoins opérationnels variés, tout en garantissant que la précision de cintrage reste toujours à un niveau idéal. Il s’agit d’un module fonctionnel essentiel qui garantit la stabilité de la production.
Options des paramètres
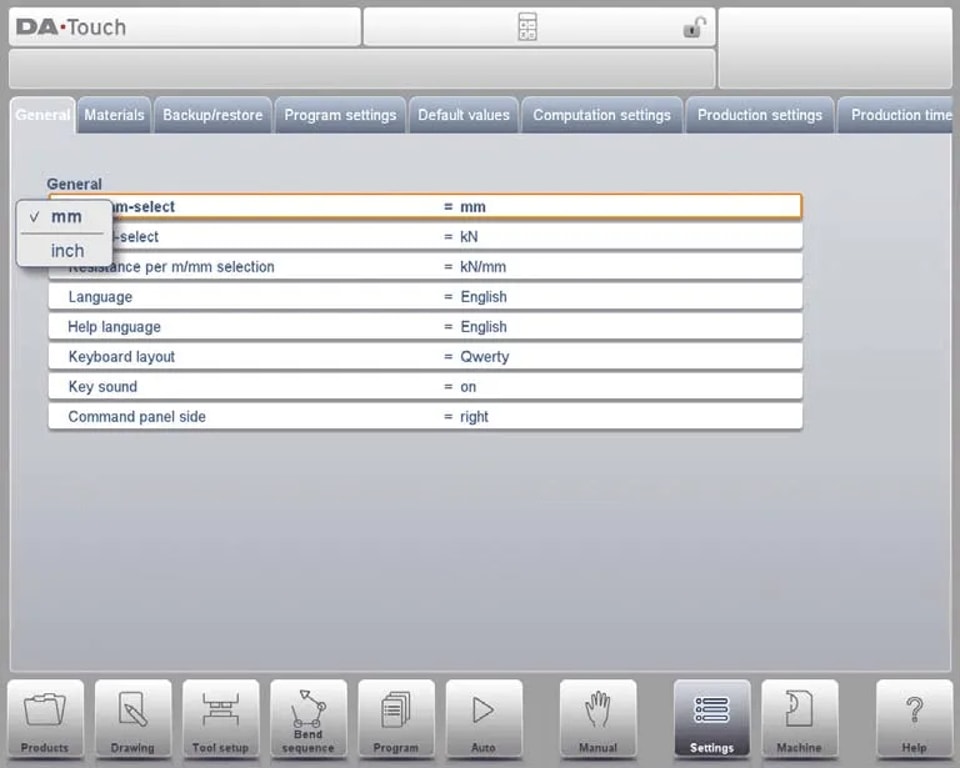
Après avoir sélectionné l’onglet requis, cliquez sur le paramètre à modifier pour procéder aux ajustements. Si le paramètre est de type numérique ou alphanumérique, le système affichera automatiquement un clavier pour vous permettre de saisir la valeur cible. Les options réglables spécifiques sont les suivantes :
• Sélection pouces/mm : basculez facilement entre les systèmes de mesure pour répondre aux exigences du projet.
• Sélection tonne/kN : choisissez l’unité de mesure de force la mieux adaptée aux spécifications opérationnelles afin de garantir la précision des données.
• Sélection de la résistance par m/mm : personnalisez les paramètres de résistance en fonction des caractéristiques des matériaux traités et des exigences du procédé.
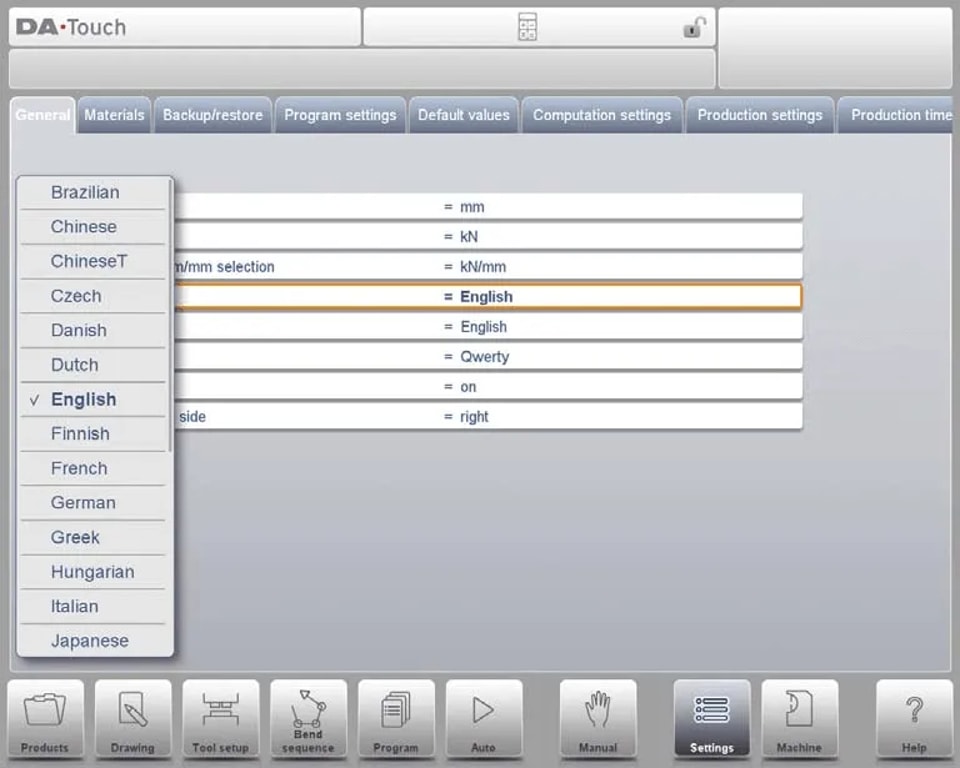
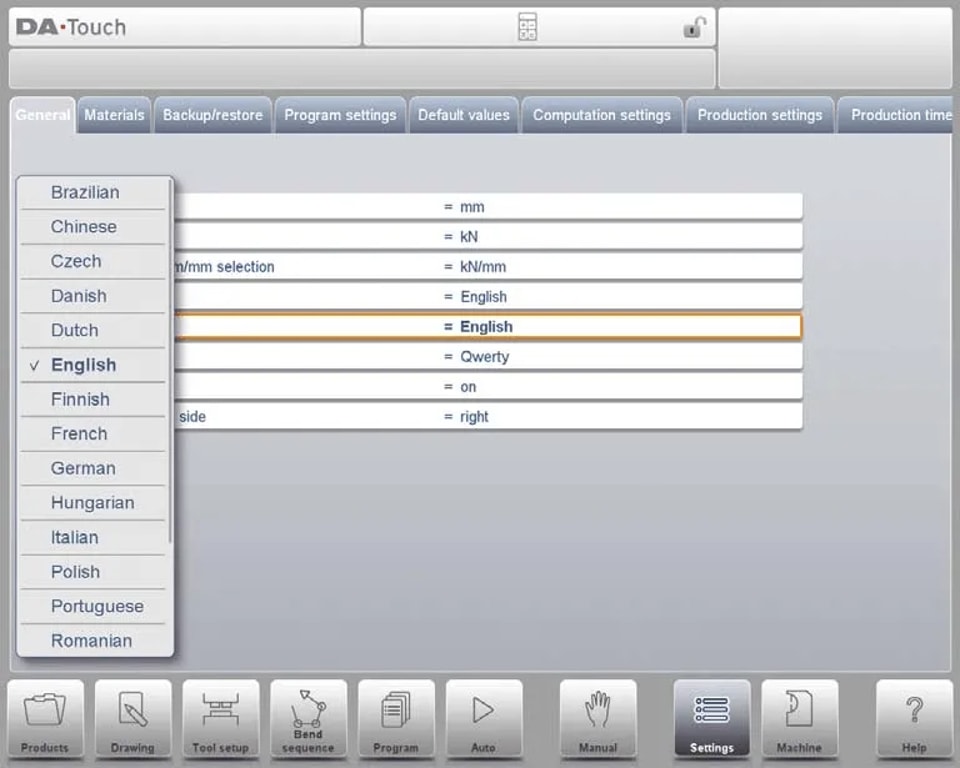
• Langue : sélectionnez la langue préférée pour l’interface d’exploitation afin d’améliorer la facilité d’utilisation.
• Langue d’aide : définissez la langue d’affichage de la documentation d’aide pour favoriser la collaboration entre équipes internationales.
• Disposition du clavier : personnalisez la disposition du clavier pour l’adapter aux habitudes d’utilisation et améliorer l’efficacité de saisie.
• Son des touches : activez ou désactivez les sons des touches pour fournir un retour auditif pendant l’utilisation.
• Côté du pupitre de commande : ajustez les paramètres d’affichage pour optimiser l’accessibilité du panneau de commande.
Programmation des matériaux et de leurs propriétés
Dans cet onglet, les matériaux et leurs propriétés peuvent être programmés. Vous pouvez modifier les matériaux existants, en ajouter de nouveaux ou supprimer les matériaux redondants. Le système de commande peut prérégler les paramètres de jusqu’à 99 matériaux.
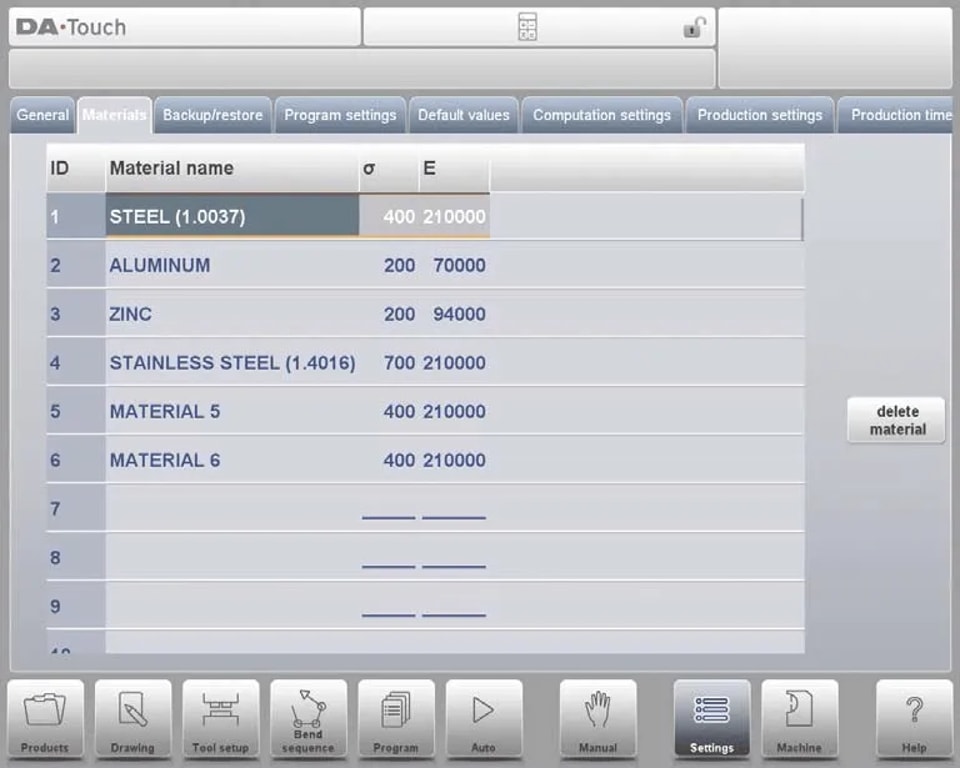
Chaque matériau comprend trois propriétés principales, qui peuvent être consultées et modifiées :
• Nom du matériau : identifiez clairement le type de matériau afin de fournir une étiquette précise pour le flux de traitement.
• Résistance à la traction : saisissez des valeurs exactes de résistance à la traction, paramètres clés pour garantir la précision des opérations de pliage.
• Module d’élasticité (module E) : spécifiez le module d’élasticité du matériau afin que la manipulation du matériau par la machine respecte les exigences liées aux propriétés physiques.
Les matériaux s’affichent d’abord triés par numéro de matériau (ID). Un clic sur l’en-tête de colonne permet de trier selon n’importe quelle propriété, par ordre croissant ou décroissant. Pour modifier un matériau existant, il suffit de sélectionner le matériau cible et de modifier directement les paramètres ; pour supprimer un matériau, sélectionnez la ligne correspondante et utilisez la fonction « Supprimer le matériau » ; pour ajouter un nouveau matériau, sélectionnez une ligne vide et saisissez les paramètres de propriété pertinents pour terminer la programmation.
Fonctions de sauvegarde/restauration
Le mode Paramètres DELEM DA-66T offre des fonctions complètes de sauvegarde et de restauration, prenant en charge la sauvegarde et la restauration des données de produits, d’outils, de réglages et de tableaux. Il est également compatible avec l’importation de données de produits et d’outils provenant d’anciens modèles de commande.

Les processus de sauvegarde et de restauration des outils et des produits sont identiques et s’appliquent à tous les supports de sauvegarde (comme le stockage réseau, les clés USB, etc.). Le répertoire de sauvegarde se compose d’un périphérique de stockage (clé USB, réseau) et d’un dossier spécifique. Vous pouvez choisir librement en fonction des périphériques connectés. Si nécessaire, vous pouvez créer ou définir un dossier cible, et les chemins de stockage de sauvegarde des produits et des outils peuvent être définis indépendamment.
Sauvegarde du produit
Sélectionnez « Produits » dans le menu principal « Sauvegarde » pour lancer le processus de sauvegarde du programme produit.

Après avoir défini le répertoire initial de sauvegarde, vous accédez à l’interface de sauvegarde des produits. Les fonctions principales sont les suivantes :
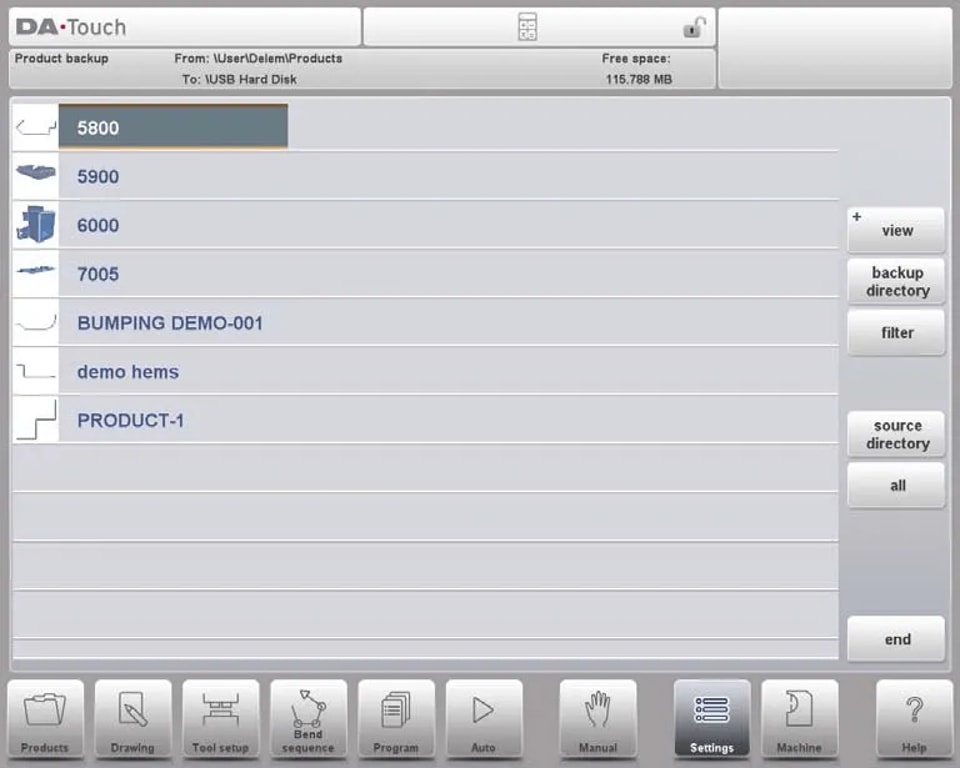
• Affichage de l’emplacement actuel : le chemin du fichier source actuel et le chemin cible de sauvegarde sont clairement affichés en haut de l’interface.
• Sauvegarde d’un seul produit : cliquez pour sélectionner le produit cible, et le système affichera un marqueur de sauvegarde pour confirmer l’opération ; si un fichier du même nom existe déjà dans le chemin de sauvegarde, une invite s’affichera pour demander s’il faut le remplacer.
• Sauvegarde par lot de tous les produits : utilisez l’option « Tous » pour effectuer en un clic la sauvegarde par lot de tous les produits.
• Modification du répertoire : ajustez le chemin du fichier source où se trouve le produit via « Répertoire source », et sélectionnez l’emplacement de stockage du fichier de sauvegarde via « Répertoire de sauvegarde » afin de faciliter la navigation rapide vers le dossier cible.
Restauration du produit
Sélectionnez « Produits » dans le menu principal « Restauration ».

répertoire de restauration, vous accéderez à l’interface de restauration des produits. Le processus de fonctionnement est le suivant :
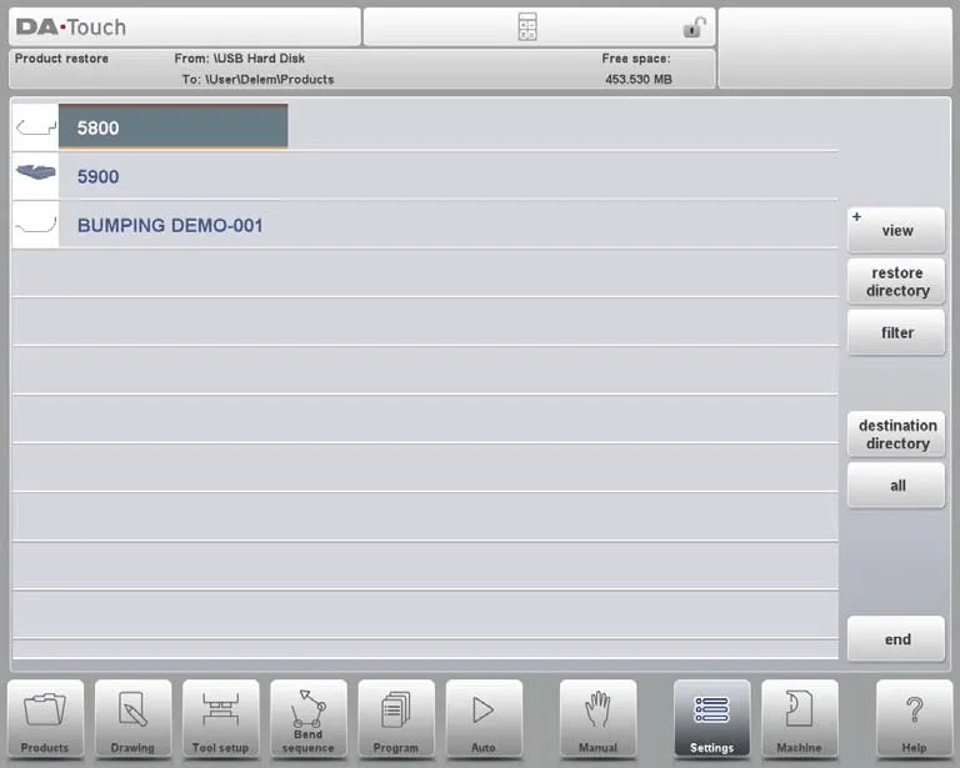
• Affichage et sélection des produits : conformément à la logique de fonctionnement du mode Produit, vous pouvez parcourir facilement les produits dans le répertoire sélectionné et sélectionner les fichiers à restaurer. Le chemin source actuel et le chemin cible de la restauration sont affichés en haut de l’interface.
• Confirmation de restauration : cliquez pour sélectionner le produit à restaurer. Si un fichier du même nom existe déjà dans le chemin cible, le système demandera de confirmer s’il faut le remplacer.
• Ajustement du répertoire : modifiez le chemin source du fichier de restauration via « Répertoire de restauration », et spécifiez l’emplacement de stockage après la restauration du fichier via « Répertoire de destination ».
En bref, le mode Paramètres DELEM DA-66T offre des outils efficaces et pratiques pour la gestion et la restauration des données de produits, garantissant la sécurité des données de production.
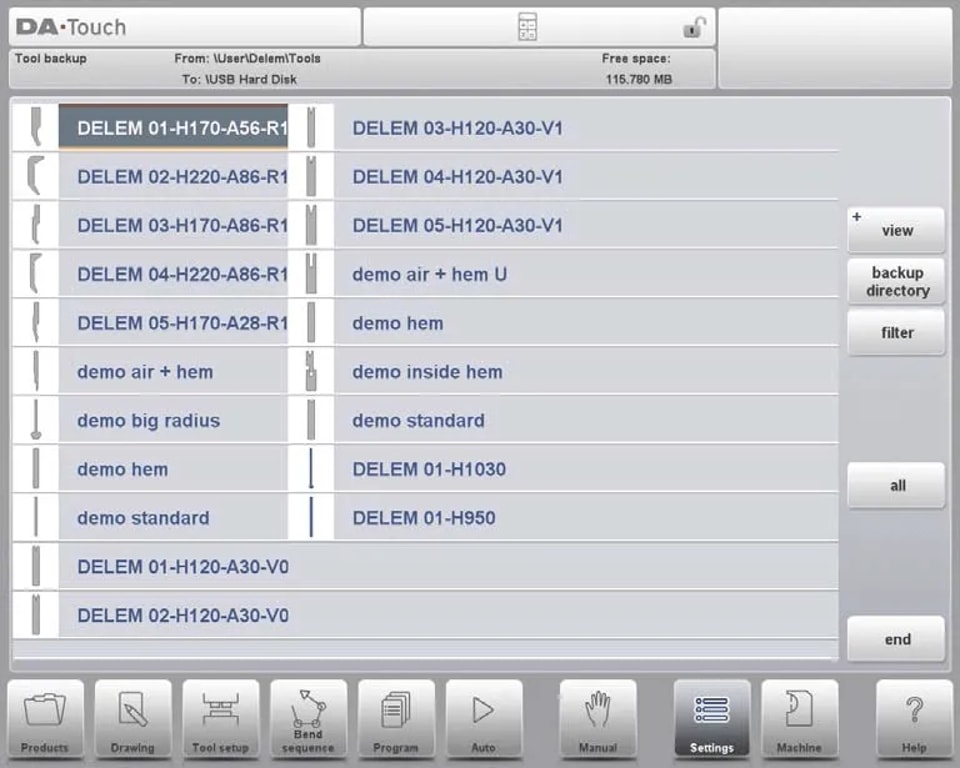
Sauvegarde de l’outil
Sélectionnez « Outils » dans le menu principal « Sauvegarde ».

Après avoir défini le répertoire initial de sauvegarde, vous accédez à l’interface de sauvegarde des outils. Cette fonction permet de sauvegarder les outils du système de commande (y compris les poinçons, les matrices ou les paramètres de forme machine), et le processus est identique à celui de la sauvegarde des produits.
Restauration de l’outil
Le processus de restauration des outils est exactement le même que celui de la restauration des produits, en suivant la même logique de configuration du répertoire, de sélection des fichiers et de confirmation afin de garantir une restauration rapide des données d’outillage.
Sauvegarde et restauration des tables et des paramètres
Grâce à l’onglet « Sauvegarde/Restauration », vous pouvez gérer les paramètres spécifiques à l’utilisateur et les données de tableaux, avec la même logique de fonctionnement que pour la sauvegarde/restauration des produits et des outils. Parmi eux, la fonction « Tous » permet d’effectuer automatiquement, en séquence, l’ensemble des opérations de sauvegarde ou de restauration des produits, des outils, des tableaux et des paramètres, simplifiant ainsi le processus de gestion des données par lots.
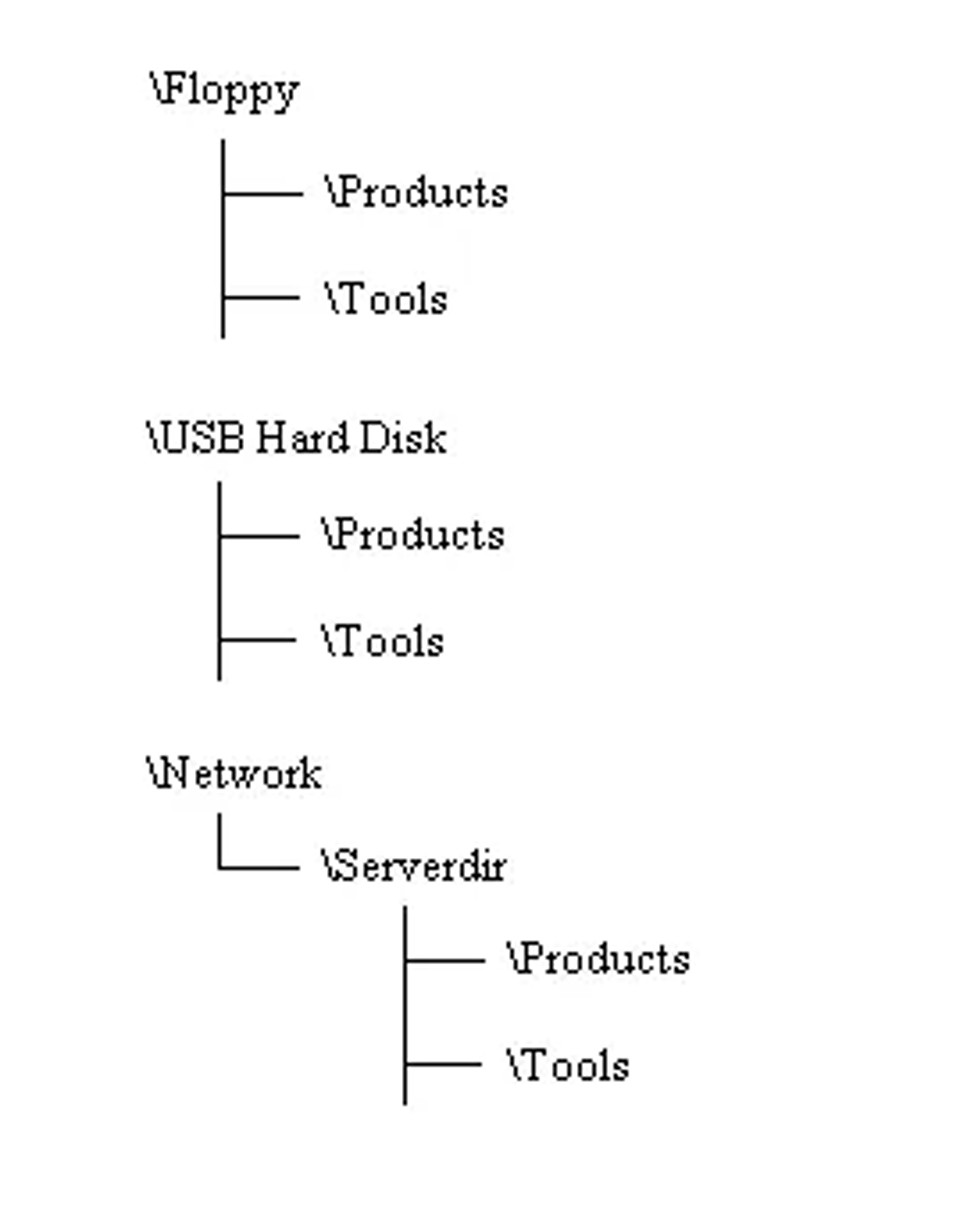
Navigation dans les répertoires
Lorsque vous utilisez la fonction « Répertoire de sauvegarde », le système affiche une liste des répertoires de sauvegarde disponibles. Dans l’interface de navigation des répertoires, les opérations suivantes peuvent être effectuées :
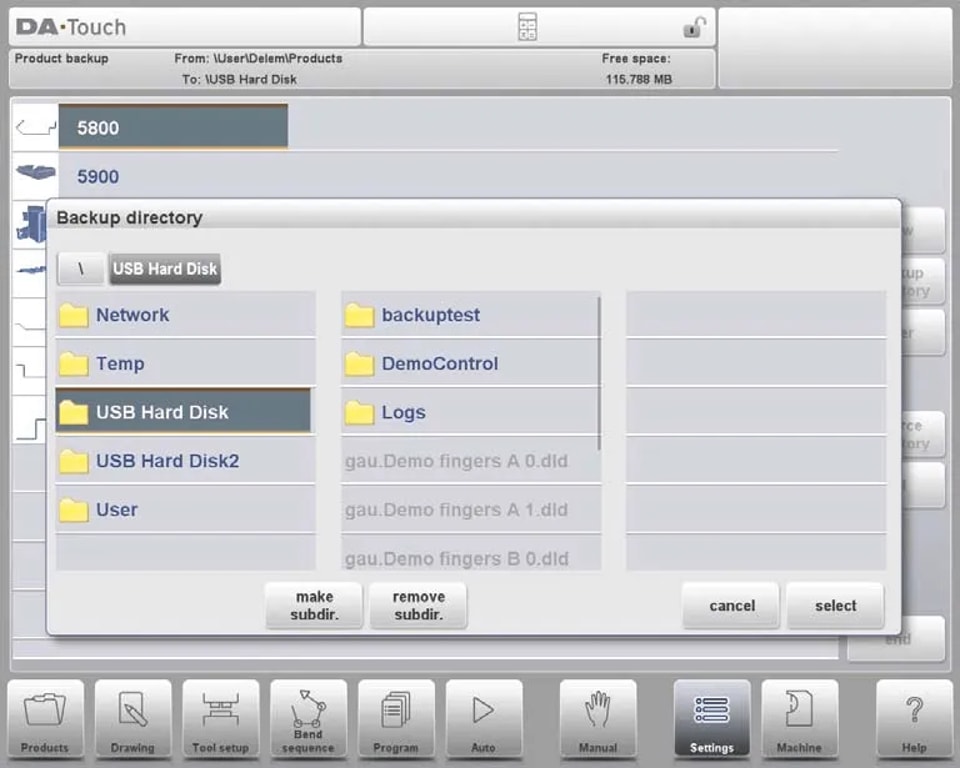
• Navigation hiérarchique : cliquez sur l’icône en point pour développer les sous-répertoires, et revenez au répertoire supérieur via l’option « PARENT » ; cliquez sur « Sélectionner » pour confirmer le répertoire actuel.
• Changement de périphérique : cliquez continuellement sur « PARENT » jusqu’au répertoire de niveau supérieur pour sélectionner d’autres périphériques de stockage et les sous-répertoires correspondants ; pour les périphériques connectés au réseau, vous devez d’abord sélectionner « Réseau », puis sélectionner le volume réseau cible, selon la même logique de fonctionnement que pour les autres périphériques.
• Gestion des répertoires : créez un nouveau dossier via « Créer un sous-répertoire », et supprimez les dossiers redondants via « Supprimer un sous-répertoire » ; cliquez sur le nom du sous-répertoire pour entrer dans le répertoire, puis confirmez le répertoire cible via « Sélectionner ».
Paramètres du programme
Une configuration raisonnable des différents paramètres dans les Paramètres du programme peut améliorer considérablement la précision du pliage. Les options ajustables sont les suivantes :
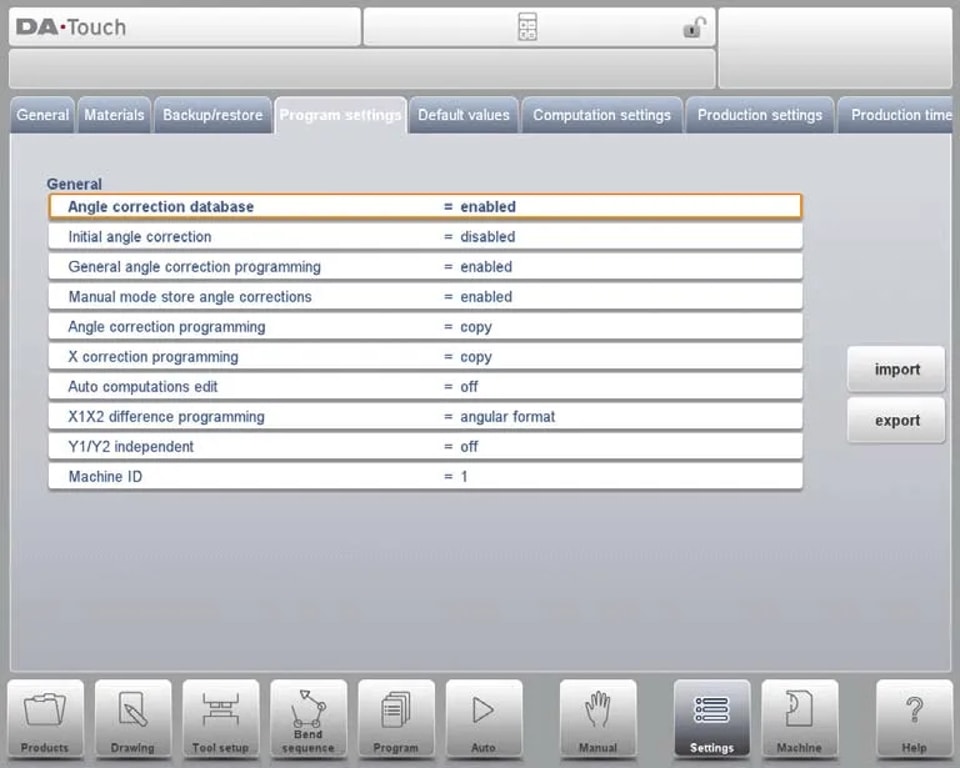
• Base de données de correction d’angle : une fois activée, une base de données dédiée à la correction d’angle peut être créée afin d’optimiser en continu la précision du pliage.
• Correction d’angle initiale : définissez les paramètres initiaux de correction d’angle selon les exigences du projet
○ Désactivé : la correction d’angle initiale ne peut pas être programmée.
○ Activé : la correction d’angle initiale peut être programmée dans tous les aperçus de correction.
• Programmation générale de la correction d’angle : personnalisez les paramètres globaux de correction d’angle afin d’assurer la cohérence opérationnelle
○ Désactivé : aucune fonction générale de correction d’angle.
○ Activé : seulement G-corr. α1 (réglage par défaut).
○ α1 et α2 : prise en charge de la correction à double paramètre de G-corr. α1 et G-corr. α2.
• Correction d’angle enregistrée en mode manuel : enregistrez les données de correction d’angle pendant les opérations manuelles pour les consulter lors des opérations ultérieures.
• Programmation de la correction d’angle : programmez des paramètres de correction d’angle affinés pour répondre à des exigences de conception complexes.
• Programmation de la correction X : ajustez finement les paramètres de correction de l’axe X afin de garantir la précision du pliage
○ Copie : synchronisation automatique vers CX2 lors de la modification de CX1 (réglage par défaut).
○ Conserver inchangée la différence entre CX1 et CX2 lors de la modification de CX1.
○ Indépendant : les paramètres CX1 et CX2 peuvent être modifiés indépendamment.
• Modification des calculs automatiques : automatisez le processus de calcul afin de réduire les erreurs d’opération manuelle, lesquelles peuvent également affecter les valeurs d’autres paramètres associés.
• Programmation de la différence X1X2 : définissez, selon les besoins, l’écart de programmation entre X1 et X2. Si la machine est équipée de deux axes X indépendants (X1 et X2) et que l’option OP-W-X@ a été installée, les valeurs de X1 et X2 peuvent être programmées en fonction de la relation angulaire.
• Y1/Y2 indépendant : configurez les paramètres de fonctionnement indépendant de l’axe Y afin d’améliorer la flexibilité opérationnelle.
○ Désactivé : mode de programmation d’un seul axe Y (réglage par défaut).
○ Activé : les paramètres Y1 et Y2 peuvent être programmés indépendamment.
• ID machine : la valeur par défaut est 1, et elle peut être ajustée selon la configuration réelle de l’équipement.
Paramètres de valeurs par défaut
Les valeurs par défaut garantissent que la machine puisse entrer rapidement en mode opérationnel après le démarrage, en réduisant les réglages manuels répétés. Les paramètres configurables spécifiques sont les suivants :
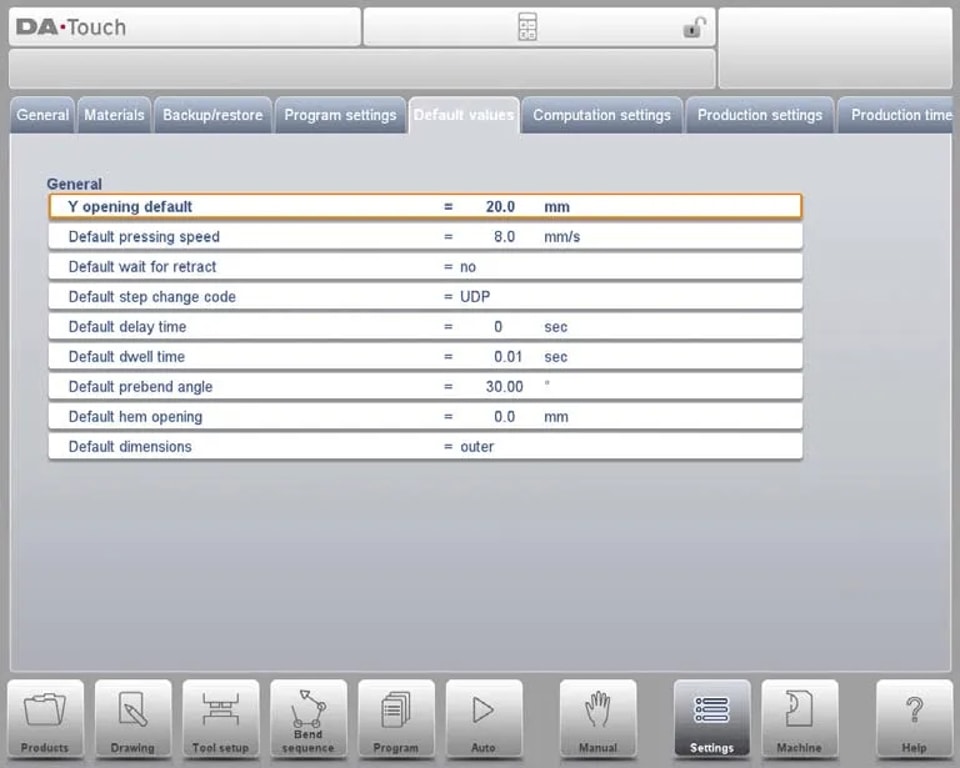
1. Ouverture Y par défaut : définissez la taille d’ouverture de l’axe Y lors de l’initialisation du programme.
2. Vitesse d’appui par défaut : pré-réglez la vitesse d’appui initiale pour les nouveaux programmes.
3. Attente du retour par défaut : configurez l’état initial du paramètre « Attente du retour », qui influence la logique de fonctionnement du programme de pliage. Le réglage par défaut est « Oui ».
4. Code de changement d’étape par défaut : définissez le code initial pour les changements d’étape dans le programme de pliage, avec « UDP » comme valeur par défaut.
5. Temps de retard par défaut : ajustez le temps d’attente de l’axe X lors des changements d’étape. La valeur par défaut est 0 et peut être prolongée selon les exigences de traitement du matériau.
6. Temps de maintien par défaut : pré-réglez le temps de maintien initial pendant le processus de pliage.
7. Angle de pré-pliage par défaut : définissez l’angle initial de pré-pliage des produits graphiques.
8. Ouverture de pliage à l’ourlet par défaut : définissez la distance d’ouverture initiale pour le positionnement de la poutre lors des opérations de pliage à l’ourlet. La valeur par défaut est 0,00 mm (c’est-à-dire sans espace entre les ailes).
9. Dimensions par défaut : pré-réglez la référence de dimension (dimensions extérieures ou intérieures) du dessin du produit graphique, ce qui influence directement la logique de calcul du paramètre « Dimensions (D1) ».
En ajustant les paramètres par défaut ci-dessus, la configuration de démarrage de la machine peut être personnalisée selon les besoins spécifiques de production afin d’améliorer l’efficacité opérationnelle.
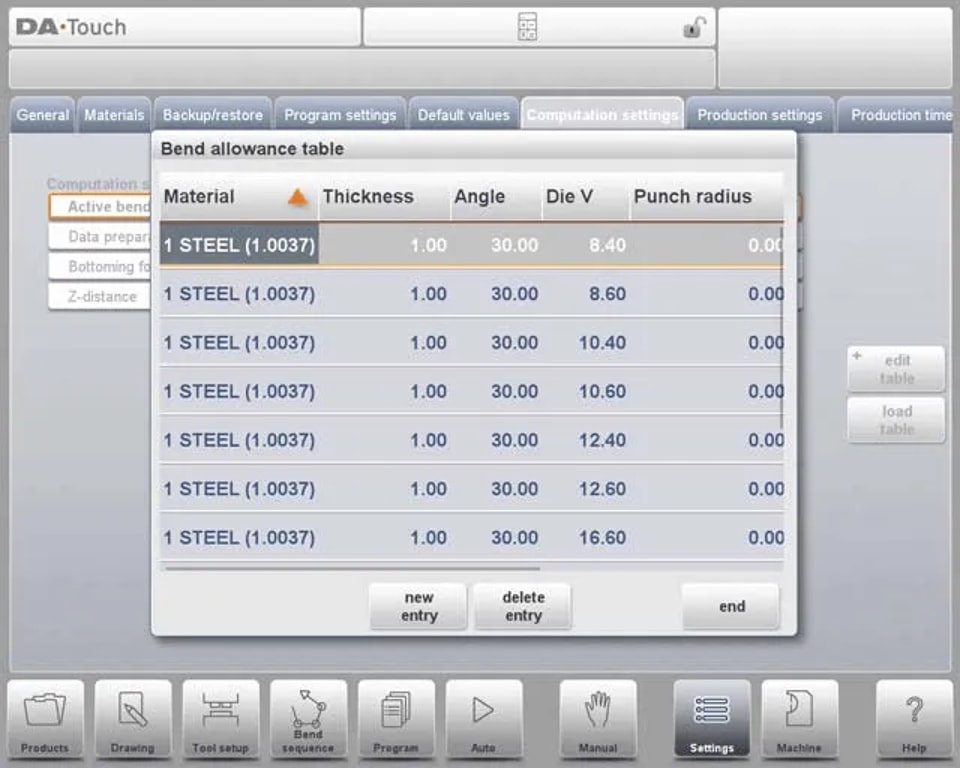
Paramètres de calcul
Dans le mode Paramètres du DELEM DA-66T, les paramètres suivants peuvent être ajustés pour modifier la logique de calcul liée à la déduction de pliage, afin d’assurer davantage la précision du pliage :
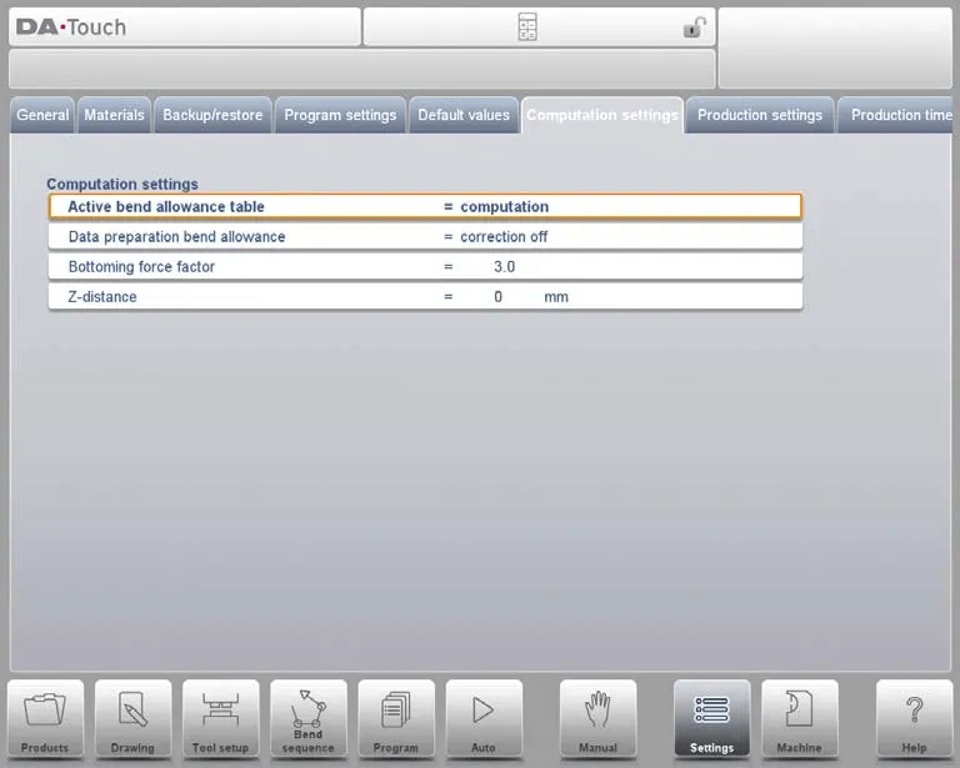
Tableau actif de correction de pliage
• Mode de calcul : utilisez la formule standard du système de commande pour calculer automatiquement la déduction de pliage.
• Mode tableau : si un tableau de déduction de pliage a été importé, des corrections peuvent être effectuées sur la base de valeurs prédéfinies.
Correction de déduction de pliage
• Correction désactivée : aucune déduction de pliage n’est ajoutée lors de la programmation numérique.
• Correction activée : la déduction de pliage sera incluse dans le calcul lors de la programmation du produit (en mode Programme). Le système calculera et stockera automatiquement les paramètres de correction des axes, qui pourront être consultés et ajustés en mode Production (mode Auto).
Dans l’interface des paramètres de calcul, divers paramètres peuvent être ajustés sous forme de tableau : sélectionnez le champ cible, saisissez la nouvelle valeur et appuyez sur la touche Entrée pour terminer la modification. Il convient de noter que le tableau ne peut être modifié qu’après avoir été chargé dans le système de commande, et qu’aucun nouveau tableau ne peut être créé temporairement via ce menu.
Pour charger un tableau de déduction de pliage existant, vous pouvez accéder au chemin du fichier cible via la fonction « Charger le tableau ». Pour des descriptions détaillées du tableau de déduction de pliage, reportez-vous au manuel officiel DELEM.
Paramètres réglables principaux
1. Facteur de force de matriçage : ajustez le multiplicateur de la force nécessaire au pliage en l’air afin d’atteindre la force de matriçage cible.
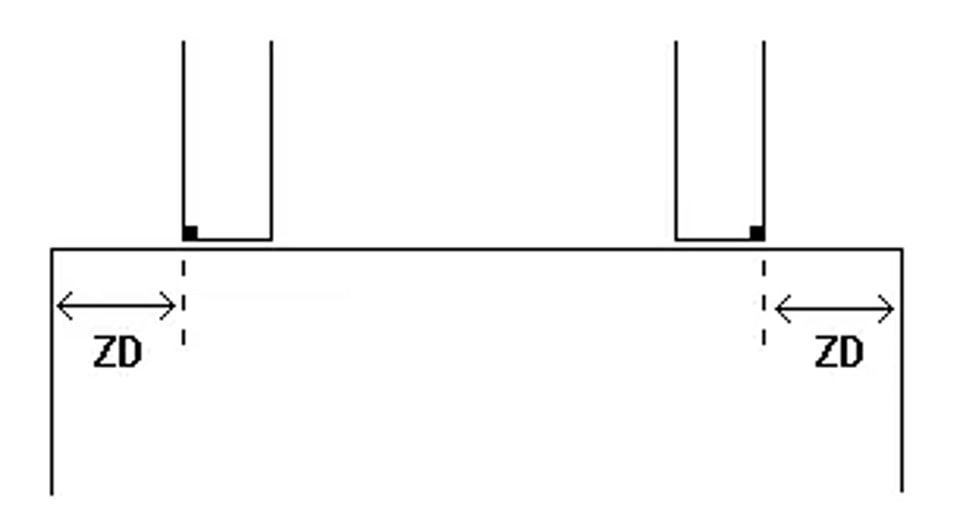
2. Distance Z : définissez la distance entre le bord du doigt et l’angle de la tôle. Si un axe Z automatique est équipé, le système calculera automatiquement le positionnement du doigt en fonction de la position de l’extrémité de la tôle.
Paramètres de production
Dans le mode Paramètres du DELEM DA-66T, les opérateurs peuvent ajuster avec souplesse les paramètres suivants afin d’optimiser le processus de pliage, en équilibrant efficacité et sécurité :
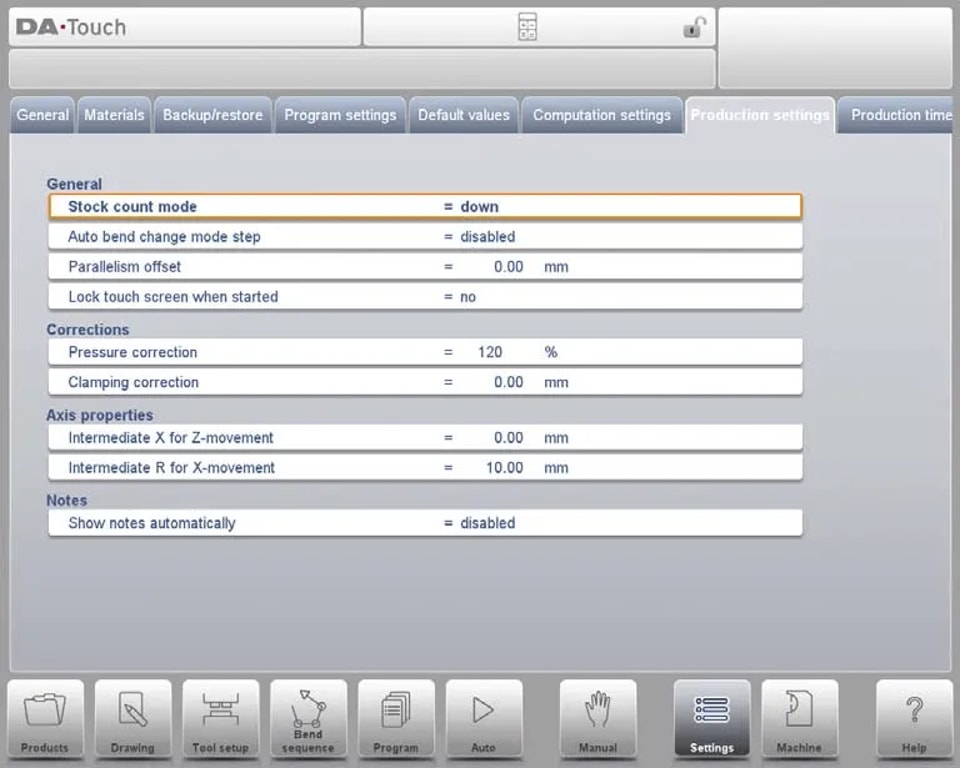
1. Mode de comptage des pièces : configurez le sens de comptage du compteur de pièces (croissant ou décroissant). Le comptage décroissant convient à l’atteinte des quotas de production prédéfinis, tandis que le comptage croissant facilite le suivi en temps réel de l’avancement de la production.
2. Étape du mode de changement automatique de pliage : après l’activation du mode Étape, appuyez sur le bouton de démarrage et le système chargera automatiquement le jeu suivant de paramètres de pliage afin d’assurer un fonctionnement continu.
3. Décalage de parallélisme : définissez la valeur de parallélisme de la course de l’axe Y. Cette valeur s’applique sous le point de serrage et s’ajoute au paramètre Y2 afin d’assurer le parallélisme du pliage.
4. Verrouiller l’écran tactile au démarrage : une fois activé, l’écran tactile sera verrouillé lorsque la commande est en fonctionnement afin d’éviter les modifications de paramètres dues à une mauvaise manipulation.
5. Correction de pression : ajustez le pourcentage de la pression calculée par la vanne de pression afin d’assurer une application précise de la pression.
6. Correction du serrage : calibrez la position de serrage de la poutre afin de garantir que la tôle soit solidement fixée. Une valeur positive indique un approfondissement de la position de serrage, et une valeur négative indique une remontée de la position de serrage.
7. Vitesse de retour par défaut du support de pièce : définissez la vitesse de retour du support de pièce après le pliage (exprimée en pourcentage de la vitesse maximale), disponible uniquement lorsque la machine est équipée d’une fonction de support de pièce.
8. Angle supplémentaire du support de pièce : ajoutez un angle supplémentaire à l’unité de support de pièce lors de la décompression, applicable aux systèmes équipés d’une fonction de support de pièce.
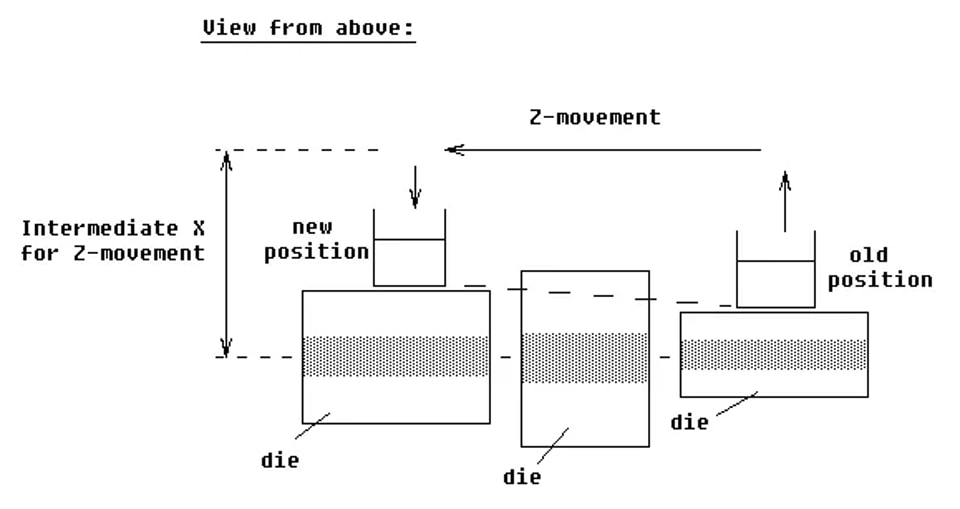
9. X intermédiaire pour le mouvement Z : définissez la position de sécurité de l’axe X pendant le mouvement de l’axe Z afin d’éviter les collisions avec des matrices de différentes tailles.
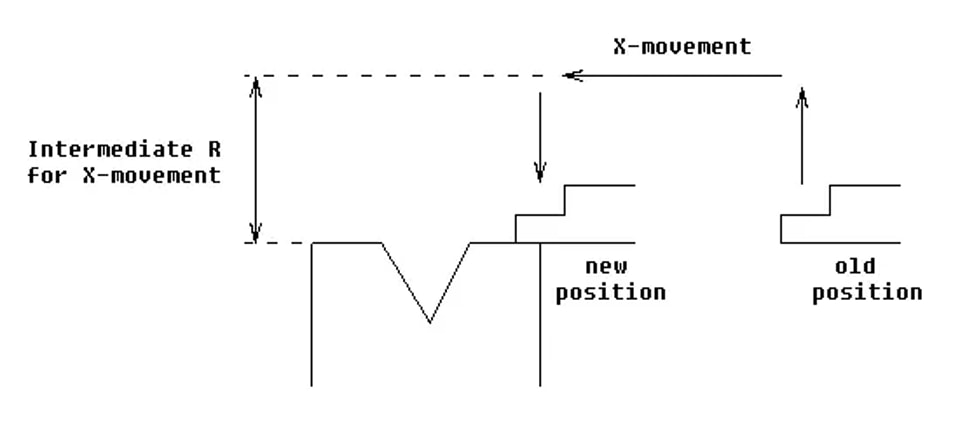
10. R intermédiaire pour le mouvement en X : définissez la position intermédiaire de l’axe R pendant le mouvement de l’axe X afin de garantir un déplacement dans la zone de sécurité du moule et d’éviter les collisions.
11. Afficher automatiquement les notes : en mode Auto, lorsqu’une nouvelle étape de pliage est sélectionnée, le système affiche automatiquement les notes de cette étape, ce qui améliore la reconnaissance par l’opérateur et garantit la cohérence des opérations.
Grâce aux réglages ci-dessus, le DELEM DA-66T peut mieux s’adapter aux besoins spécifiques de production, en obtenant une double amélioration de l’efficacité et de la sécurité.
Calcul du temps de production
En mode Réglages du DELEM DA-66T, les paramètres suivants peuvent être configurés afin d’optimiser le calcul du temps de production de la séquence de pliage, garantissant que l’estimation du temps corresponde fidèlement au processus réel d’exploitation :
Logique de calcul du temps de production
Le calcul du temps de production dépend principalement de la vitesse de positionnement des axes et du temps de manipulation du produit. Parmi ceux-ci, la vitesse de positionnement des axes est déterminée par les réglages de la machine, et le temps de manipulation est directement lié à la taille du produit (en particulier sa longueur et sa largeur) : les petits produits offrent une efficacité de manutention plus élevée, tandis que l’opération de retournement des grands produits en bande nécessite davantage de temps.
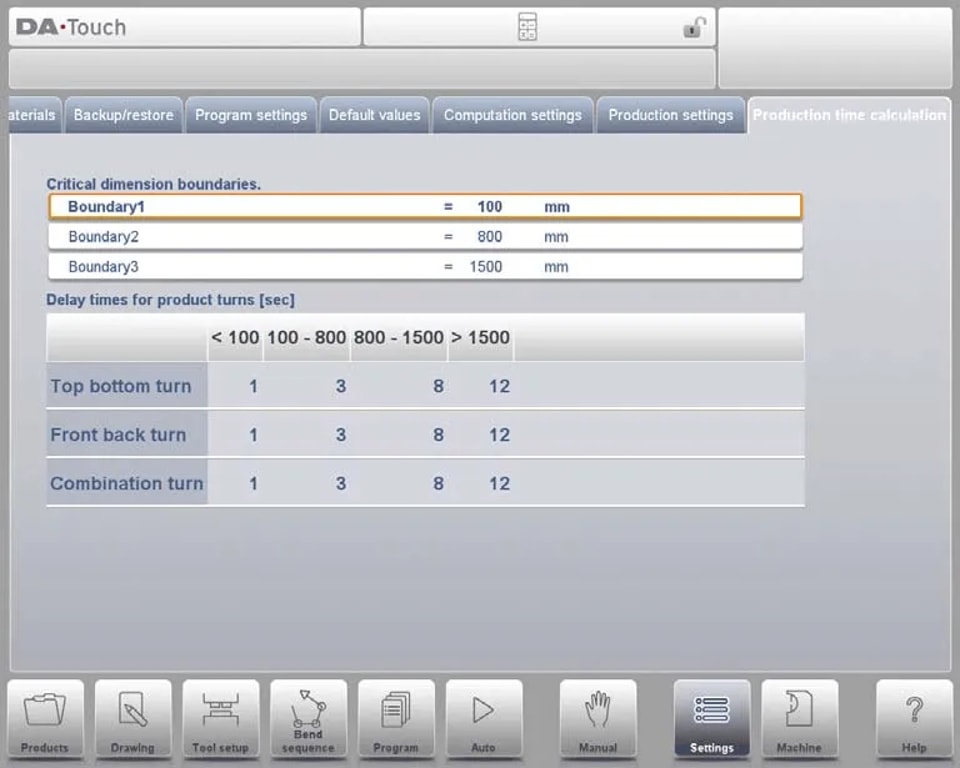
Configuration du temps de retournement
Le temps de retournement des produits de différentes tailles peut être défini au moyen d’un tableau (unité : secondes). Le tableau répartit les longueurs de produit en quatre intervalles, et chaque intervalle correspond à des temps prédéfinis pour différents types de retournement (retournement haut-bas, retournement avant-arrière, retournement combiné). Par ailleurs, trois valeurs de seuil de longueur (Seuil 1, Seuil 2, Seuil 3) peuvent être personnalisées afin d’obtenir une adaptation précise des temps de retournement pour des produits de tailles différentes.
En ajustant ces paramètres, le calcul du temps de production peut mieux correspondre au scénario réel d’exploitation, fournissant ainsi une base fiable pour l’élaboration du plan de production.
Réglages de l’heure
La configuration d’une heure système précise garantit une traçabilité complète de tous les enregistrements d’exploitation de la machine et leur synchronisation avec le calendrier du projet. Les options configurables spécifiques sont les suivantes :
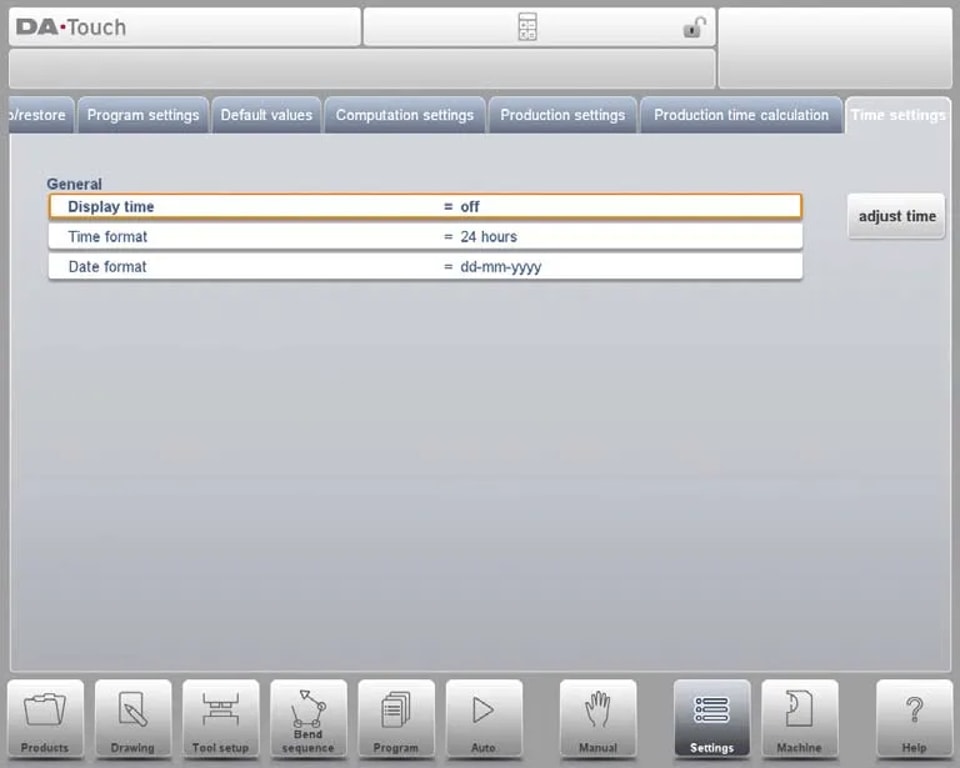
• Afficher l’heure : sélectionnez le format d’affichage de l’heure dans la barre de titre (afficher la date et l’heure, afficher uniquement l’heure, ne pas afficher l’heure).
• Format de l’heure : sélectionnez le format d’affichage de l’heure (format 24 heures ou format 12 heures).
• Format de la date : sélectionnez le format d’affichage de la date (jj-mm-aaaa, mm-jj-aaaa ou aaaa-mm-jj).
• Ajuster l’heure : modifiez manuellement la date et l’heure du système. Cette opération mettra à jour de manière synchronisée la date et l’heure du système d’exploitation Windows.
Foire aux questions (FAQ)
Le réglage des paramètres dans le mode Réglages du DELEM DA-66T peut-il affecter la sécurité de la machine ?
Oui. Tous les réglages de paramètres doivent être strictement conformes aux normes de sécurité et aux consignes du fabricant afin d’éviter les accidents liés à des paramètres mal configurés et de garantir que la machine reste toujours dans un état de fonctionnement sûr.
Quelle est la meilleure façon de calibrer avec précision une presse plieuse ?
Pour obtenir un calibrage précis de la presse plieuse, assurez-vous d’abord que la machine est bien mise à niveau ; utilisez ensuite un calibre numérique pour mesurer l’angle de la matrice de pliage et l’ajuster conformément aux normes de calibrage fournies par le fabricant.
À quelle fréquence faut-il effectuer la maintenance de la presse plieuse ?
Une maintenance de routine est recommandée toutes les 500 heures de fonctionnement de la machine, comprenant l’inspection de l’état des composants essentiels, le nettoyage de la surface de la machine et la lubrification des pièces mobiles.
Conclusion
En résumé, maîtriser de manière experte le fonctionnement et le réglage des paramètres du mode Réglages du DELEM DA-66T est au cœur de l’optimisation de l’efficacité opérationnelle de la presse plieuse. En configurant judicieusement les réglages clés tels que les paramètres d’axe, les paramètres d’outil et les protocoles de sécurité, il est possible non seulement de garantir la précision du pliage et l’efficacité de la production, mais aussi de prolonger efficacement la durée de vie de l’équipement.
Pour exploiter pleinement le potentiel de performance du DELEM DA-66T, il est recommandé de revoir et de mettre à jour régulièrement les réglages pertinents en fonction des besoins spécifiques de production. Si vous rencontrez des questions ou avez besoin d’une assistance supplémentaire pendant l’utilisation, n’hésitez pas à contacter notre équipe technique. Par ailleurs, vous pouvez consulter nos autres documents techniques pour obtenir davantage de conseils pratiques sur l’optimisation des équipements.
