- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Qu’est-ce qu’une matrice de presse plieuse
Qu’est-ce qu’une matrice de presse plieuse

Outillage de presse plieuse
Qu'est-ce qu'une matrice de machine de pliage
Définition et fonctions principales
Une machine de pliage est un dispositif utilisé pour plier des tôles métalliques, capable de transformer des ébauches en pièces de formes et de dimensions spécifiques sous la pression de la machine de pliage.
La matrice de la machine de pliage se compose d'un poinçon et d'une matrice inférieure, qui coopèrent pour le poinçonnage, la mise en forme et la séparation des tôles métalliques. La matrice de formage comporte une cavité, et la matrice de séparation possède un tranchant.
Pour les débutants, il est nécessaire de comprendre que l'objectif principal de la matrice de la machine de pliage est de permettre à la machine de plier divers métaux selon différents angles. Dans ce processus, une tôle glisse entre deux outils : l'outil supérieur (poinçon) descend vers l'outil inférieur (matrice) pour plier la tôle métallique.
Les matrices de machine de pliage sont divisées en matrices de pliage manuelles, matrices de pliage hydrauliques et matrices de pliage CNC. Les matrices de pliage hydrauliques peuvent être divisées selon le mode de synchronisation en synchronisation à axe de torsion, synchronisation machine-hydraulique et synchronisation électro-hydraulique. Selon le mode de mouvement, les matrices de pliage hydrauliques peuvent être divisées en types ascendant et descendant.
Importance dans le pliage des métaux
Déterminer la forme de pliage et la précision dimensionnelle : La forme et la taille du moule peuvent déterminer directement la forme de pliage, comme l'angle, le rayon de courbure, etc., ce qui est étroitement lié à la qualité du produit.
Contrôler le processus de pliage : L'outil peut fixer la tôle à une position spécifique et contrôler sa déformation sous pression afin de maintenir l'homogénéité du pliage.
Améliorer l'efficacité de production : Grâce à un changement rapide de la matrice, le remplacement des matrices pour différents produits peut être effectué en quelques millisecondes, ce qui raccourcit considérablement le temps de changement.
Prolonger la durée de vie : La durée de vie des outils fabriqués avec des matériaux abrasifs et traités en surface peut être multipliée plusieurs fois.
Réduire les coûts de production : L'utilisation de matrices de précision peut augmenter la productivité et réduire le taux de rebut causé par l'usure des matrices.
Répondre à des exigences spécifiques : Grâce à la technologie CNC, la matrice peut être pliée dans n'importe quelle forme afin de satisfaire les exigences de fabrication de certains produits spécifiques.

Ensembles d'outils pour presse plieuse
Poinçons et matrices
Ce sont des composants clés qui déterminent la forme de la pièce à plier et se montent sur les barres de pression supérieure et inférieure afin de contrôler la déformation de la zone de pliage de la tôle.
Bases de matrice
Ces supports portent et positionnent le poinçon supérieur et la matrice inférieure. Ils sont reliés aux poinçons de presse plieuse pour permettre un changement d’outil rapide. Ils sont particulièrement utiles pour maintenir la régularité sur plusieurs séries de production.
Aides au pliage
Pour aider les opérateurs à réaliser rapidement et facilement les opérations de pliage, certains accessoires tels que des outils de mesure d’angle et des butées de positionnement sont parfois utilisés. Ces outils sont très importants dans les applications de haute précision, où même de faibles écarts peuvent affecter le produit final.
Systèmes de changement rapide
De nombreuses presses plieuses modernes sont équipées de systèmes de changement rapide qui permettent aux opérateurs de remplacer rapidement les poinçons supérieurs et les matrices inférieures afin de s’adapter à différentes opérations de pliage.
Cette capacité est essentielle dans les environnements de production à forte variété et faibles volumes, où les outils doivent être changés fréquemment pour s’adapter à différentes opérations de pliage. Par exemple, dans un atelier de sous-traitance, un système de changement rapide permet d’enchaîner rapidement différents projets, améliorant ainsi l’efficacité globale.
Axes de positionnement
Ils servent à positionner et à fixer avec précision la pièce dans la matrice pendant le pliage. C’est essentiel pour les travaux répétitifs où le même pli doit être reproduit avec exactitude.
Protections de matrice
Les protections de matrice sont installées sur le bord de la matrice afin de protéger les angles vifs de la pièce et de prolonger la durée de vie de la matrice. Elles sont particulièrement importantes lors du traitement de matériaux fragiles ou de grande valeur.
Douilles de matrice
Le raccordement de la douille de matrice à l’interface du poinçon facilite l’installation et le retrait rapides de la matrice. Cette fonctionnalité est avantageuse dans les environnements où les matrices doivent être changées rapidement pour maintenir l’efficacité de production.
Système de lubrification
Répartit uniformément le lubrifiant dans le rayon de la matrice afin de réduire l’usure et les brûlures sur la pièce.
Cales / modules de matrice
Ils servent à soutenir le tenon et à aider à constituer le jeu d’outils. La rigidité est très importante.
Cales
Contrôlent la profondeur du pli en maintenant constante la distance entre les faces de pliage.
Poussoirs de matrice
Ils servent à retirer la partie pliée et peuvent également être utilisés pour le réglage.
Porte-outils
Les porte-outils fixent la matrice sur la presse plieuse. Les porte-outils modernes disposent souvent de mécanismes de changement rapide qui augmentent la productivité en réduisant le temps de réglage. Par exemple, dans un environnement de production à forte variété, des porte-outils à changement rapide permettent aux opérateurs de passer rapidement d’un outil à l’autre, minimisant ainsi les temps d’arrêt.
Systèmes de serrage
Les systèmes de serrage utilisent généralement des brides, des blocs de serrage et des écrous de réglage pour maintenir les poinçons et les matrices dans la bonne position. Un serrage sûr est essentiel pour empêcher l’outil de se déplacer pendant le pliage, ce qui pourrait provoquer des erreurs. Par exemple, lors du pliage d’acier à haute résistance, un système de serrage robuste garantit la stabilité de la matrice sous une forte pression.
Types d’outillage de presse plieuse
PoinçonsProfils
Le poinçon est l’outil supérieur de l’outillage de presse plieuse et est monté sur la traverse mobile de la presse plieuse. Il exerce une force sur la pièce afin de la plier selon la forme du poinçon. Les poinçons sont disponibles en divers modèles pour répondre aux différentes exigences de pliage de tôle et aux différents types de matériaux.
Poinçons standards
Les poinçons standards présentent un corps épais et une pointe étroite ; ils sont polyvalents et sont souvent utilisés pour les opérations de pliage général et les applications à forte tonnage. Ils conviennent à la réalisation de plis standards, tels que des angles à 90 degrés, sur une grande variété de matériaux. Par exemple, un poinçon standard peut être utilisé pour réaliser un pli à angle droit sur une tôle en acier doux, garantissant des résultats homogènes sur plusieurs pièces.
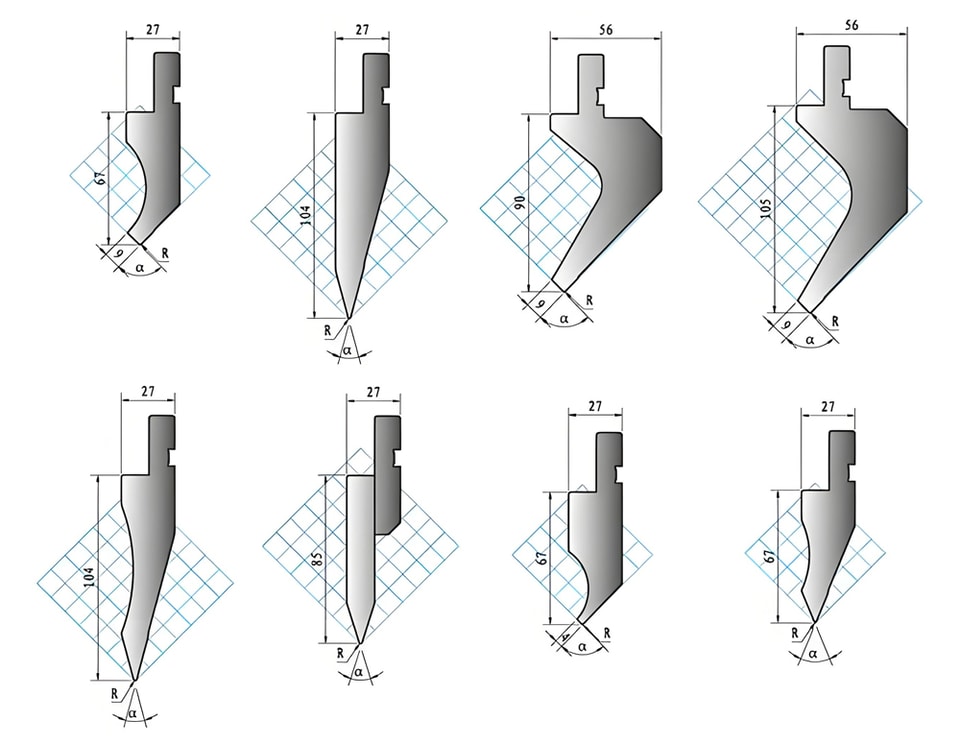
Matrice supérieure à angle aigu
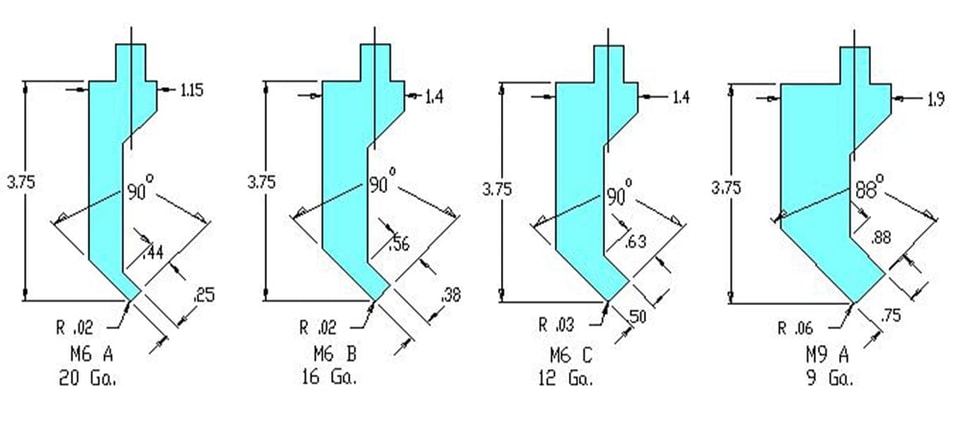
Le poinçon à angle aigu est utilisé pour des angles compris entre 30 et 60 degrés et présente un corps massif ainsi qu’une pointe acérée. Il est généralement utilisé pour des plis inférieurs à 30 degrés et peut gérer des angles jusqu’à 89 degrés. L’angle de la pointe du poinçon se situe généralement entre 28° et 34°.
Dimensions typiques
- Largeur de dégagement : de 1" à 1,5"
- Hauteur de travail : environ 3,75"
- Rayon de pointe : de 1/32" à 1/8"
Poinçons col de cygne
Les poinçons col de cygne présentent un profil en retrait qui permet de réaliser des pliages complexes sans gêner la pièce. Conçus pour les profils en U, ces poinçons sont idéaux pour les boîtes profondes et d’autres formes complexes. Les poinçons col de cygne ont un corps allongé avec une zone en retrait afin d’éviter la collision des retours de la pièce. Par exemple, lors de la réalisation d’une gorge profonde en U dans une tôle, un poinçon col de cygne fournit le dégagement nécessaire pour éviter d’endommager le matériau.
Poinçons pour cadres de fenêtres
Les poinçons pour cadres de fenêtres présentent un corps étroit et une pointe inclinée qui permet le pliage et le travail dans les angles. La pointe est recourbée vers l’intérieur du pliage. Elle peut être inclinée des deux côtés du pli et est souvent utilisée pour fabriquer des cadres de porte et des châssis de fenêtre. Elle permet également de traiter efficacement la tôle pour la fabrication de cadres de fenêtres.
Poinçons étroits / en lame
Avec une épaisseur uniforme sur toute la longueur, la géométrie des poinçons étroits est droite, sans angles, ce qui les rend adaptés aux situations où le dégagement est limité. Ils sont idéaux pour les plis finaux des boîtes fermées et pour les opérations dans des espaces restreints.
Poinçons supérieurs à rayon
Le poinçon supérieur à rayon possède une pointe arrondie plutôt qu’un bord tranchant ; il est donc conçu pour réaliser des plis arrondis et peut être utilisé avec des matrices en V standard pour les opérations de marquage et pour obtenir des profils courbes lisses. Le corps est généralement plus épais afin de résister aux forces de pliage requises.
Poinçons de décalage (outils en Z)
Le poinçon de décalage présente une forme spéciale qui produit des plis décalés et est utilisé pour des applications particulières afin de réaliser des profils en S. C’est un outil spécial, généralement employé pour des travaux sur mesure, conçu pour réaliser deux plis en même temps. Son profil est plus fin qu’un poinçon standard.
Matrice inférieure
La matrice inférieure est l’outil inférieur de la matrice de presse plieuse et est installée sur le bâti de la presse plieuse. Lorsque le poinçon s’abaisse, elle fournit la force de réaction nécessaire au formage du métal. Les matrices existent en différentes formes et dimensions pour réaliser divers types de plis.
Matrice en V
La matrice en V est le type de matrice le plus courant et existe en versions V simple, V double et multi-V. Elle comporte une rainure profilée. Elle sert à réaliser des plis en V sur les pièces. La largeur et la profondeur de la rainure en V déterminent l’angle final du pli et l’arc. Elle est disponible sous forme de module quatre faces pour un remplacement facile
Matrice en U
Les matrices en U servent à réaliser des canaux et des plis plus profonds et sont idéales pour les opérations nécessitant des formes plus complexes. Conçue pour produire des plis en U ou en C, cette matrice peut réaliser des plis de 90° à 180°. Par exemple, pour former des rainures profondes dans des tôles destinées à des éléments structurels, les matrices en U garantissent l’uniformité et la résistance.
Matrices de planage
Les matrices de planage servent à aplanir le matériau plié afin d’obtenir une finition lisse et polie. Elles sont essentielles pour obtenir un aspect professionnel du produit final, comme des tôles plates utilisées pour fabriquer des pièces de carrosserie automobile.
Matrices de décalage
Les matrices de décalage servent à réaliser des plis en Z ou décalés et à produire deux angles en un seul passage. Elles améliorent la précision en maintenant les plis parallèles.
Matrices à rayon
Les matrices à rayon sont utilisées avec des poinçons ronds pour former des plis à rayon, ce qui donne un profil lisse et courbe.
Matrices col de cygne
La matrice col de cygne est conçue pour éviter les interférences avec la pièce, ce qui permet de réaliser des plis dans des espaces restreints ou autour de plis existants. Elle est principalement utilisée pour dégager les bords ou brides saillants de la pièce et est idéale pour le pliage de caissons profonds ou de profils à grande bride.
Matrices à bourrelet
Les matrices à bourrelet servent à créer des replis ou ourlets qui améliorent l’esthétique et renforcent les bords des pièces en tôle.
Matrices de formage de rainure
Les matrices de rainurage forment des canaux en U en un seul passage, ce qui est plus efficace que le formage de canaux en U avec des matrices en V traditionnelles.
Matrices de planage
Les matrices de planage servent à aplatir complètement les plis à angle vif et sont souvent utilisées en combinaison avec des opérations d’ourlet.
Matrices quatre faces
Les matrices quatre faces comportent une rainure en V avec différentes dimensions de chaque côté d’une seule matrice. Les matrices à plis multiples permettent de réaliser deux plis ou plus en une seule opération et incluent des types spéciaux tels que les matrices de décalage.
Types de matrices de presse plieuse
Type d’outil | Caractéristiques | Application | Avantage |
Outils américains | - Avec des angles aigus de 30 degrés sur le poinçon et la matrice. | - Adaptés aux opérations de pliage sur différentes épaisseurs de matériau et divers profils. | Durable et fiable, il peut être utilisé pour diverses tâches. |
Outils de précision européens | - Connu sous le nom d’outil « Promecam ». | - Convient aux applications de pliage de haute précision avec des exigences élevées en matière d’exactitude. | - Réduit le retour élastique causé par les angles aigus et améliore la précision du pliage. |
Nouvel outillage standard | - Combine les caractéristiques des États-Unis et de l’Europe. - Le poinçon et la matrice présentent un angle aigu de 45 degrés. - Compatible avec les machines de pliage utilisées aux États-Unis et en Europe. | - Convient à divers besoins de pliage. - Très apprécié dans les environnements de production exigeant précision et flexibilité. | - Les changements rapides d’outillage améliorent l’efficacité opérationnelle. - En équilibrant polyvalence et précision, il convient à divers projets sans nécessiter de modifications importantes de la machine. |
Outillage rapide Velaton | - Généralement utilisé pour les systèmes TruPunch - Haute précision, faible tolérance | - Principalement utilisé pour les opérations d’emboutissage de haute précision, comme l’usinage de composants de précision. - Convient aux besoins de production nécessitant des changements d’outils précis et fréquents. | - Haute précision, haut degré de standardisation, changement rapide d’outillage. - Durée de vie de l’outil plus longue, précision accrue. - Forte compatibilité des outils, adaptée à différents types de machines-outils. |
En conclusion
- Le système d’outillage à changement rapide Wila est principalement utilisé dans les situations exigeant une grande précision et des changements d’outils fréquents, permettant un remplacement rapide des outils et convenant à l’usinage de pièces de précision.
- Les caractéristiques des matrices américaines sont leur faible coût et leur grande échelle de production, ce qui les rend adaptées à la production de masse avec des exigences de précision plus faibles.
- Les matrices européennes mettent l’accent sur la précision et la stabilité, et conviennent aux secteurs exigeant une grande précision, tels que l’automobile, l’électronique et l’aérospatiale.
- Les nouveaux outils standard présentent une forte compatibilité et une grande adaptabilité, permettant des réglages rapides et une amélioration de l’efficacité de production dans divers environnements.
Sélection des matériaux pour les matrices de presse plieuse
L’efficacité et la durée de vie des matrices de pliage sont intrinsèquement liées à la résistance et au matériau de la matrice. En raison des fortes pressions et des substances abrasives générées pendant le processus de pliage, la composition et le traitement de la matrice sont essentiels.
L’importance de la haute résistance et de la résistance à l’usure
Les outils de presse plieuse peuvent supporter de fortes pressions pendant leur fonctionnement. Une grande résistance garantit que les outils ne se déforment pas et ne se cassent pas lorsqu’ils exercent la pression.
Par ailleurs, la résistance à l’usure est cruciale, car elle détermine la durée de vie de l’outil. Les outils résistants à l’usure conservent leur forme et leur fonction sur le long terme, assurant des résultats de pliage constants et réduisant le besoin de remplacements réguliers.
Outils trempés
Une méthode pour améliorer la rigidité et la durabilité d’une plieuse consiste à tremper les matrices. Certains matériaux pour matrices de plieuse sont appréciés pour leur rigidité initiale et leur capacité à être davantage trempés.
Par exemple
- Acier chrome-molybdène:Cet alliage est réputé pour sa ténacité et sa résistance à l’usure, offrant un équilibre entre la résistance et la durabilité de la plieuse, et garantissant que l’outil puisse supporter des opérations de pliage intensives sans usure prématurée.
- Acier Yasuki:L’acier Yasuki est un acier de haute qualité couramment utilisé pour des outils spécialisés, réputé pour sa dureté exceptionnelle et sa résistance à l’abrasion. Sa composition permet de conserver des arêtes vives, ce qui en fait le choix idéal pour les travaux de précision et de pliage.
Outils de rectification à chaud
Le revenu ou traitement thermique est un procédé qui améliore les propriétés des outils métalliques. En soumettant le métal à des cycles contrôlés de chauffage et de refroidissement, on modifie sa structure moléculaire, ce qui améliore ses performances.
Par exemple
Après le traitement thermique, la résistance et la résistance à l’usure de l’acier au carbone sont améliorées. Le processus de traitement thermique affine la structure granulaire de l’acier, le rendant plus solide et plus durable. Après le revenu, les outils en acier au carbone sont moins sujets aux fissures et aux déformations, garantissant une durée de vie plus longue de l’outil et un pliage constant.
Manipulation et installation des outils
L’efficacité de fonctionnement d’une presse plieuse dépend de la qualité de l’outil, mais aussi de la manière dont l’outil est manipulé et installé. Une manipulation et une installation correctes permettent de maintenir des performances optimales, de réduire l’usure et de prolonger la durée de vie de l’outil. Voici les points essentiels à connaître concernant la manipulation et l’installation des outils :
L’importance de la géométrie du moule
Pour obtenir l’effet de pliage souhaité, les géométries des matrices de pliage sont généralement conçues de manière complexe. La forme, l’angle et les dimensions de chaque matrice sont essentiels pour garantir la précision du processus de pliage. Lors de la manipulation et de l’installation de ces outils,
- Assurez-vous que la géométrie de l’outil est conforme à l’opération de pliage prévue. L’utilisation d’un outil à la géométrie incorrecte peut entraîner des résultats de pliage imprécis et endommager la machine-outil ainsi que la pièce à travailler.
- Inspectez régulièrement le moule pour détecter toute usure ou tout dommage. Avec le temps, la forme géométrique du moule se modifie sous l’effet de l’usure, ce qui affecte la qualité du pliage.
- Un stockage approprié est essentiel. Lors du stockage des outils, leur forme géométrique doit être préservée, en évitant de les empiler ou de les placer dans des positions susceptibles de provoquer une déformation.
Matrices segmentées et leurs avantages
Les outils segmentés sont des outils divisés en plusieurs parties ou sections. Plutôt que de n’utiliser que de longs outils, les outils segmentés permettent aux opérateurs de presse plieuse d’associer plusieurs segments plus courts afin d’obtenir la longueur ou le montage souhaité. Leurs avantages sont les suivants :
- Flexibilité: Les outils segmentés offrent une plus grande polyvalence ; les opérateurs peuvent combiner les segments selon les exigences spécifiques du programme.
- Faciles à utiliser: Par rapport aux outils plus longs, les outils plus courts sont plus faciles à manipuler, à installer et à réparer.
- Réduire l’usure: Si certaines parties du moule sont usées ou endommagées, elles doivent être remplacées plutôt que le moule entier.
- Rentabilité: Les opérateurs peuvent investir dans un ensemble segmenté plutôt que dans plusieurs longs outils pour différentes opérations, ce qui réduit les coûts à long terme.
- Procédures de travail optimisées: Les outils segmentés peuvent être rapidement réinitialisés, ce qui réduit le temps de réglage et augmente la productivité.
L’importance des tolérances des outils
Les tolérances des moules sont cruciales en production, car elles déterminent le bon fonctionnement du produit, la plage de mesure des contenants esthétiques ou d’autres caractéristiques physiques. Les principales raisons de leur importance sont les suivantes :
Amélioration de l’ajustement et du fonctionnement des composants : Cette tolérance garantit que les pièces s’ajustent correctement aux autres pièces, évitant ainsi les problèmes fonctionnels et les incompatibilités.
Améliorer l’aspect du produit final grâce aux tolérances :Les tolérances contribuent à l’esthétique du produit, par exemple en garantissant que les pièces soient planes, sans écarts visibles.
Prendre en compte une latitude raisonnable des tolérances d’outil : Les tolérances des outils peuvent être admises tout en préservant leur fonctionnalité.
Interchangeabilité des pièces :Les tolérances permettent le remplacement d’une seule pièce, ce qui facilite la maintenance et la réparation.
Définition des tolérances pour la cohérence, la précision et l’exactitude : La définition des tolérances permet un meilleur contrôle de la cohérence, de l’exactitude et de la précision du produit.
Réduction des coûts :En définissant les tolérances dès le départ, les fabricants peuvent minimiser les erreurs de fabrication coûteuses et les reprises.
Questions fréquemment posées
- Quelle est la principale différence entre des outils rectifiés de précision et des outils non rectifiés de précision ?
Les matrices rectifiées avec précision sont fabriquées selon des tolérances extrêmement serrées, garantissant une grande exactitude et une cohérence sur l’ensemble du jeu de matrices. Ce niveau de précision est essentiel pour les applications nécessitant des angles précis et une répétabilité élevée, comme dans l’aéronautique ou la fabrication de dispositifs médicaux.
Les outils non rectifiés de précision, bien que moins coûteux, présentent des tolérances plus larges et conviennent généralement aux applications pour lesquelles la précision est moins critique. Le choix entre ces options dépend des exigences de production, les outils rectifiés de précision étant plus adaptés aux tâches de haute précision nécessitant une grande constance.
- À quelle fréquence faut-il calibrer les outils de presse plieuse ?
La fréquence de calibration dépend du volume de production, du type de matériau et des exigences de précision. Pour les applications de haute précision ou les environnements de production en continu, la calibration doit être effectuée chaque semaine, voire chaque jour, afin de garantir une précision de pliage constante et de minimiser les écarts potentiels.
Dans les opérations moins intensives, une calibration mensuelle ou trimestrielle peut suffire. Mettre en place un programme de calibration régulier, aligné sur les besoins de production, peut aider à maintenir la précision et à réduire les reprises ou les pertes.
- Quels facteurs influencent la durée de vie des outils de presse plieuse ?
De nombreux facteurs influencent la durée de vie des outils, notamment la qualité des matériaux, l’intensité d’utilisation, la dureté du matériau de la pièce et les méthodes d’entretien. Les outils de presse plieuse fabriqués en aciers à outils de haute qualité ou traités avec des revêtements spéciaux durent généralement plus longtemps, en particulier dans les environnements de production à fort volume.
Un nettoyage, une lubrification et des contrôles réguliers permettent également de prévenir l’usure prématurée, ce qui peut prolonger considérablement la durée de vie de l’outil. En outre, éviter un tonnage excessif et respecter les consignes d’utilisation recommandées protègent l’outil contre des contraintes excessives et prolongent sa durée de service.
- Les outils de presse plieuse peuvent-ils être utilisés pour tous les types de métaux ?
Bien que les outils de presse plieuse soient largement utilisés, différents métaux exigent des caractéristiques d’outillage spécifiques afin de garantir des performances optimales. Par exemple, les métaux plus durs comme l’acier inoxydable ou le titane exercent une force plus importante sur la matrice ; des matrices à haute résistance ou revêtues de carbure sont donc idéales pour ces applications.
Les métaux plus tendres, comme l’aluminium, exigent une résistance moindre de la matrice, mais des matrices ou poinçons plus souples peuvent être utilisés pour éviter d’endommager la surface. L’adaptation de la matrice au type de matériau optimise la durée de vie de l’outil et la qualité du pli, tout en améliorant l’efficacité globale du pliage sur presse plieuse.
- Comment choisir l’outil de presse plieuse adapté à mon projet ?
Commencez par prendre en compte les caractéristiques du matériau, notamment son type, sa résistance à la traction et sa limite d’élasticité, car elles déterminent les besoins spécifiques en outillage. Différents matériaux, tels que l’aluminium, l’acier au carbone et l’acier inoxydable, présentent des propriétés uniques qui nécessitent des réglages différents.
Ensuite, évaluez l’épaisseur et la longueur du matériau. L’ouverture de la matrice doit généralement être égale à 8 fois l’épaisseur du matériau. La longueur du matériau déterminera la longueur de matrice requise. L’angle et la forme du pli sont essentiels. Certaines formes de pliage, comme les plis en V ou le ourlage, nécessitent un outillage correspondant. Connaître la forme de pliage requise peut vous aider à choisir la matrice appropriée.
Le profil de l’outil et la limite de charge sont également essentiels. Faites correspondre le profil de l’outil au type de travail, qu’il s’agisse d’un pliage en l’air, en butée ou par frappage, et assurez-vous que la limite de charge ne dépasse pas les capacités de la presse plieuse afin d’éviter tout dommage.
Le choix de la matrice doit être cohérent avec l’épaisseur du métal concerné. Utilisez la « règle du 8×2 » et multipliez l’épaisseur du métal le plus fin par 8 pour déterminer la plus petite matrice en V nécessaire. Les matrices réglables sont utiles pour les projets comportant plusieurs plis.
Lors du choix d’un poinçon, sélectionnez-le en fonction des exigences de l’opération. Tenez compte du type de poinçon, qu’il soit standard, col de cygne ou à angle vif, et assurez-vous que le rayon de la pointe correspond à la valeur du rayon de formage pneumatique.
La précision et la compatibilité sont importantes pour obtenir la précision des pièces. Choisissez des outils de haute précision et dotés de fonctions telles que le montage segmenté et auto-maintenu pour plus de praticité et de sécurité. Tenez compte des options d’outillage et de la personnalisation. Si les outils standards conviennent aux plis courants, des outils sur mesure peuvent être nécessaires pour répondre à des spécifications particulières et améliorer l’efficacité du formage.
Enfin, accordez une attention particulière au réglage et à l’utilisation. Les outils permettant le chargement frontal peuvent réduire le temps de réglage. Pour les projets nécessitant des changements d’outils fréquents, équiper chaque presse plieuse d’une bibliothèque d’outils dédiée peut améliorer l’efficacité.
