- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Pourquoi calibrer le facteur K dans les calculs de pliage de tôle ?
Pourquoi calibrer le facteur K dans les calculs de pliage de tôle ?

Le facteur K est une valeur indépendante qui décrit la manière dont une tôle se plie / se déroule selon une large gamme de paramètres géométriques. C’est également une valeur indépendante utilisée pour calculer la compensation de pliage (BA) dans un large éventail de conditions, telles que l’épaisseur du matériau, le rayon de pliage / l’angle de pliage, etc. Les figures 4 et 5 permettent de mieux comprendre la définition détaillée du facteur K.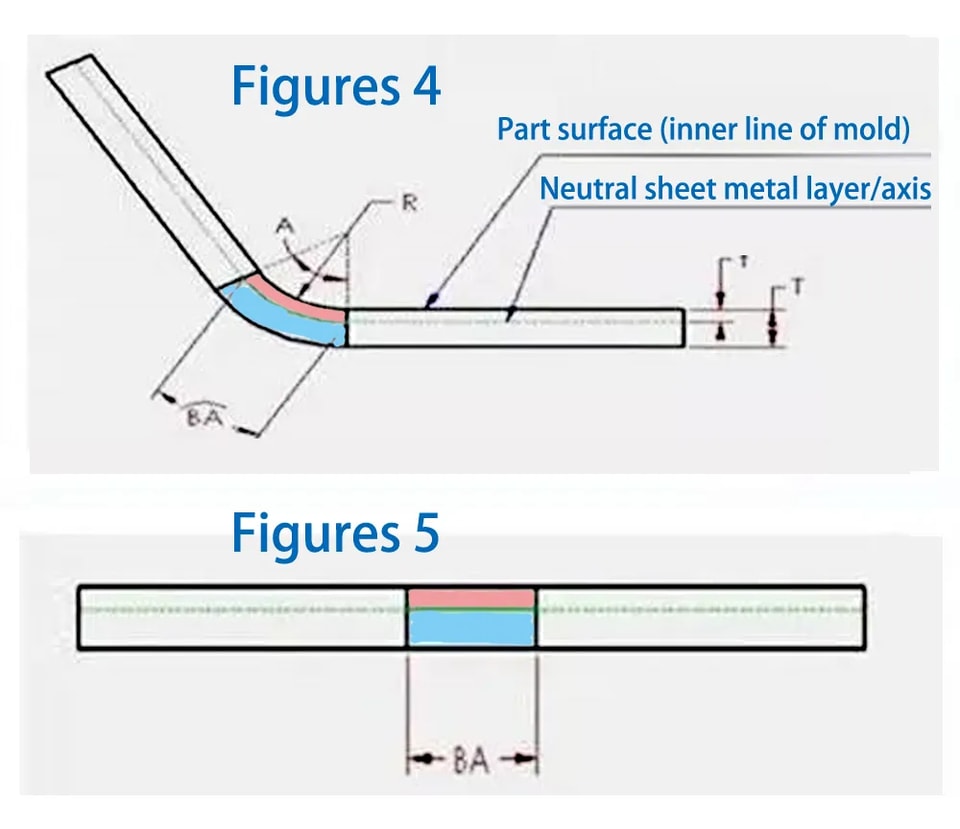
À l’intérieur de l’épaisseur d’une pièce en tôle, il existe une couche ou un axe neutre. Située dans la zone de pliage, cette couche neutre ne subit ni allongement ni compression. C’est la seule zone de la tôle qui ne se déforme pas pendant le pliage. Dans les figures 4 et 5, elle est représentée comme la limite entre les zones rose et bleue. Pendant le processus de pliage, la zone rose se comprime, tandis que la zone bleue s’étire. Si la couche neutre ne se déforme pas, la longueur de l’arc dans la couche neutre, dans la zone de pliage, est la même à l’état plié et à l’état développé. Par conséquent, la BA (compensation de pliage) doit être égale à la longueur de l’arc de la couche neutre dans la zone de pliage de la pièce en tôle. Cet arc est représenté en vert dans la figure 4. La position de la couche neutre dépend de propriétés spécifiques du matériau, comme la ductilité. Supposons que la couche neutre se situe à une distance « t » de la surface, ce qui signifie que la profondeur t est mesurée depuis la surface de la pièce en tôle jusqu’à son épaisseur. Ainsi, le rayon de l’arc de la couche neutre peut s’exprimer par (R + t). En utilisant cette expression et l’angle de pliage, la longueur de l’arc de la couche neutre (BA) peut s’exprimer comme suit :
BA = Pi**(R+T)A/180
Afin de simplifier la définition de la couche neutre de la tôle et de la rendre applicable à toutes les épaisseurs de matériau, le concept de facteur K a été introduit. La définition précise est la suivante : le facteur K est le rapport entre l’épaisseur de la couche neutre de la tôle et l’épaisseur totale du matériau de la pièce en tôle, c’est-à-dire :
K = t/T
Par conséquent, la valeur de K est toujours comprise entre 0 et 1. Un facteur K de 0,25 signifie que la couche neutre se situe à 25 % de l’épaisseur du matériau de la tôle de la pièce. De même, si elle est de 0,5, cela signifie que la couche neutre se situe à 50 % de l’épaisseur totale, et ainsi de suite. En combinant les deux équations ci-dessus, on obtient l’équation suivante (8) :
BA = Pi(R+K*T)A/180 (8)
Plusieurs de ces valeurs, telles que A, R et T, sont déterminées par la géométrie réelle. Alors, revenons à la question initiale : d’où vient le facteur K ? Là encore, la réponse provient des mêmes sources qu’auparavant : fournisseurs de tôles, données d’essai, expérience, manuels, etc. Toutefois, dans certains cas, la valeur fournie n’est pas forcément le K évident, ni même exprimée sous la forme de l’équation (8). Quoi qu’il en soit, même si l’expression n’est pas exactement la même, nous pouvons toujours établir un lien entre elles.
Dans le processus de calcul du pliage de tôle, nous ajustons souvent le facteur K. Alors pourquoi faut-il l’ajuster ? Parce que la déduction de pliage hors 90° dans SW ne peut être calculée qu’en saisissant plusieurs déductions, ce qui est très fastidieux. Afin d’éviter la valeur technique de déduction de pliage hors 90°, on utilise plutôt le facteur K. Alors, comment guider précisément le facteur K pour différentes épaisseurs de tôle ? Cela nécessite un réglage. L’analyse suivante montre comment procéder :
1. La première étape consiste à déterminer la valeur réelle à déduire pour différentes épaisseurs de tôle. Par exemple, la valeur déduite par l’opération au couteau à 6 plis pour une tôle de fer de 1,5 mm d’épaisseur est de 2,5 mm.
2. La deuxième étape consiste à ajuster K dans SW. Lors du dessin de la tôle, réglez uniformément le rayon intérieur R sur 0,1 pour le réglage. Comme la valeur K est différente selon le rayon intérieur R, il faut y prêter attention. Réglez donc uniformément le rayon intérieur R sur 0,1 pour le réglage. Certains se demandent ensuite : après réglage, si le rayon intérieur R n’est pas 0,1, cela ne servira-t-il à rien ? Dans ce cas, s’il n’est pas 0,1, il faut le modifier à 0,1 puis le développer.
3. Dans la troisième étape de l’ajustement, on plie dans SW une tôle de 10 × 10 d’une épaisseur de 1,5 avec un R de 0,1 à un angle de 90 degrés. La déduction de pliage est réglée à 2,5, et le développé obtenu est de 17,5 mm.
4. La quatrième étape consiste à remplacer la déduction de pliage par le facteur K. Commencez par définir une valeur approximative, par exemple 0,3. La forme développée n’est évidemment pas de 17,5. Essayez ensuite à nouveau la valeur K jusqu’à obtenir 17,5. Ainsi, la valeur K est ajustée à 0,23, ce qui permet exactement d’obtenir un développé de 17,5 mm.
5. Et ainsi de suite, vous pouvez ajuster différents tableaux de statistiques numériques.
