- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Facteurs influençant le tonnage des cintreuses
Facteurs influençant le tonnage des cintreuses

Méthodes de pliage
Méthodes de pliage | Influence sur la tonnage des machines de pliage |
Pliage à l’air | Il nécessite plus de tonnage que le pliage pneumatique, car le poinçon vient en butée dans la matrice. Le matériau entre en contact avec la pointe du poinçon supérieur et la paroi latérale de la matrice inférieure. Le tonnage est plus élevé, mais pas autant que pour le matriçage. |
Pliage en fond de matrice | Il nécessite plus de tonnage que le pliage à l’air, car le poinçon vient en butée dans la matrice. Le matériau entre en contact avec la pointe du poinçon supérieur et la paroi latérale de la matrice. Le tonnage est plus élevé, mais pas autant que pour le matriçage. |
Matriçage | Nécessite le tonnage le plus élevé. Le poinçon et la matrice sont en contact complet avec le matériau, ce qui le comprime et l’amincit. De très grandes forces sont utilisées pour faire épouser au matériau l’angle de la matrice de la presse plieuse |
Différentes méthodes de pliage des métaux nécessitent des tonnages différents. Par exemple, en pliage à l’air, le tonnage peut être augmenté ou diminué en modifiant la largeur d’ouverture de la matrice.
Le rayon de pliage influence la largeur d’ouverture de la matrice. Dans ce cas, le facteur de méthode doit être ajouté à la formule. Lorsqu’on utilise le pliage en fond de matrice et le matriçage, le tonnage requis est supérieur à celui du pliage à l’air.
Si vous calculez le tonnage pour un pliage en fond de matrice, vous devez multiplier d’au moins cinq le tonnage par pouce du pliage à l’air. Si vous utilisez le matriçage, le tonnage requis peut être encore plus élevé que pour le pliage en fond de matrice.

Largeur de matrice
Nous avons déjà appris qu’en pliage à l’air, le tonnage requis diminue à mesure que la largeur d’ouverture de la matrice augmente, et augmente lorsque cette ouverture diminue.
En effet, la largeur de l’ouverture de la matrice détermine le rayon intérieur de pliage, et un rayon de matrice plus petit nécessite davantage de tonnage.
En pliage à l’air, le rapport de matrice est généralement de 8:1, ce qui signifie que la distance d’ouverture de la matrice est huit fois l’épaisseur du matériau. Dans ce cas, l’épaisseur du matériau est égale au rayon intérieur de pliage.
Friction et vitesse
En pliage à l’air, le poinçon doit traverser l’ouverture de la matrice inférieure pour plier la tôle. Si la surface de la tôle n’est pas lubrifiée, la friction entre la matrice et la tôle augmente, ce qui exige davantage de tonnage pour plier la tôle et réduit le retour élastique du matériau.
À l’inverse, si la surface de la tôle est lisse et lubrifiée, la friction entre la matrice et la tôle diminue, ce qui réduit le tonnage nécessaire pour plier la tôle. En revanche, cela augmentera le retour élastique de la tôle.
La vitesse de pliage influe également sur le tonnage requis. À mesure que la vitesse de pliage augmente, le tonnage requis diminue. L’augmentation de la vitesse réduit aussi la friction entre la matrice et la tôle, mais cela accroît également le retour élastique de la tôle.
Propriétés du matériau
Le tonnage désigne la force exercée par la presse plieuse sur la tôle. Par conséquent, la plage des forces de pliage dépend de l’épaisseur et de la résistance à la traction de la tôle à plier.
Type de matériau
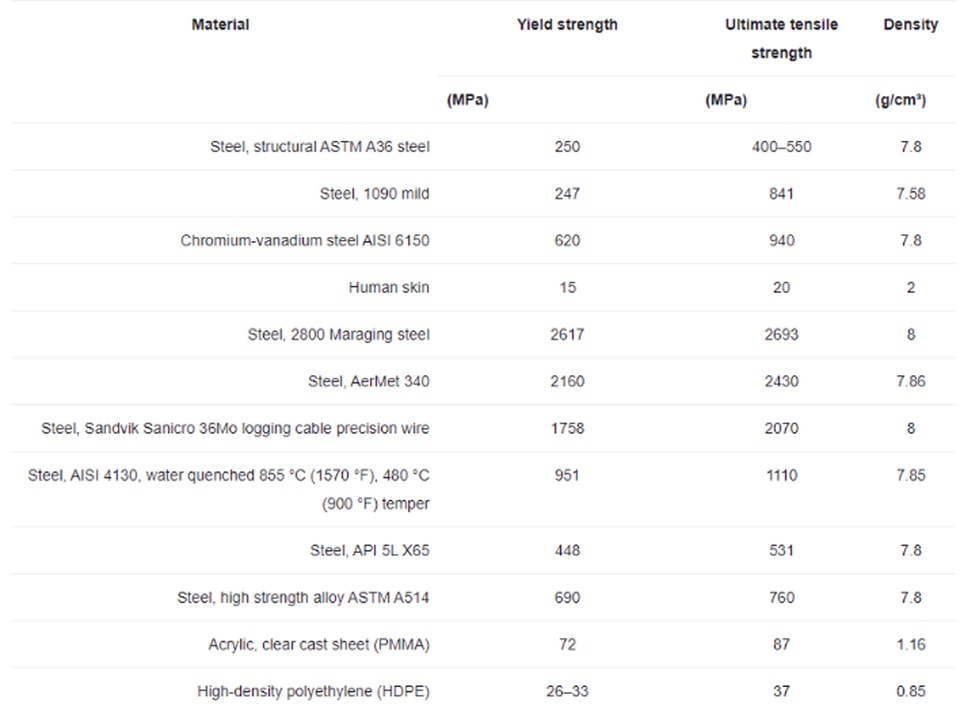
Un facteur est le type de matériau à plier. Les matériaux ayant une résistance à la traction plus élevée, comme l’acier inoxydable ou les alliages à haute résistance, nécessitent plus de force pour être pliés que les métaux plus tendres, comme l’aluminium ou le cuivre. Par exemple
- Acier inoxydable (grade 316) : résistance à la traction ~620 MPa ; limite d’élasticité ~290 MPa.
- Cuivre : résistance à la traction ~210 MPa ; limite d’élasticité ~69 MPa.
Les matériaux plus tendres, comme l’aluminium, présentent une résistance moindre, ce qui réduit les besoins en tonnage, mais augmente le risque de retour élastique.
Résistance à la traction et limite d’élasticité
Les différents matériaux présentent des résistances à la traction différentes, ce qui influe directement sur la force nécessaire au pliage. Par exemple, l’acier inoxydable nécessite généralement plus de tonnage que l’acier doux ou l’aluminium.
La résistance à la traction est la contrainte maximale qu’un matériau peut supporter sous une charge constante. Si cette contrainte est appliquée et maintenue, le matériau finira par se rompre. La limite d’élasticité, en revanche, est la contrainte à partir de laquelle un matériau commence à se déformer plastiquement.
Résistances à la traction typiques de certains matériaux
Épaisseur du matériau
Un autre facteur important est l’épaisseur de la tôle. Plus le matériau est épais, plus le tonnage requis est élevé, et inversement. Les matériaux plus épais nécessitent plusieurs fois plus de tonnage en raison de leur plus grande résistance à la déformation.
Par exemple, doubler l’épaisseur de la tôle doublera la force requise. De manière générale, plus le matériau est épais, plus le tonnage ou la force nécessaire pour le formage est élevé.
Matériaux | Épaisseur (mm) | Rayon de pliage (mm) | Multiplicateur de tonnage | Tonnage requis (tonnes/mètre) |
Acier doux | 1 | 1 | 1 | 10 |
Acier doux | 2 | 2 | 1 | 40 |
Acier doux | 3 | 3 | 1 | 90 |
Aluminium (5052-H32) | 1 | 1 | 0.45 | 4.5 |
Aluminium (5052-H32) | 2 | 2 | 0.45 | 18 |
Aluminium (5052-H32) | 3 | 3 | 0.45 | 40.5 |
Acier inoxydable (304) | 1 | 1 | 1.45 | 14.5 |
Acier inoxydable (304) | 2 | 2 | 1.45 | 58 |
Acier inoxydable (304) | 3 | 3 | 1.45 | 130.5 |
Acier doux | 2 | 1 | 1 | 60 |
Acier doux | 2 | 3 | 1 | 30 |
Acier inoxydable (304) | 2 | 1 | 1.45 | 87 |
Acier inoxydable (304) | 2 | 3 | 1.45 | 43.5 |
Le tableau montre que
- À mesure que l’épaisseur du matériau augmente, la tonnage requise pour tous les matériaux augmente considérablement. Doubler l’épaisseur de 1 mm à 2 mm multiplie la tonnage par quatre.
- L’aluminium nécessite environ 45 % de tonnage de plus que l’acier doux de même épaisseur, et l’acier inoxydable nécessite environ 45 % de tonnage de plus que l’acier doux.
- Réduire le rayon intérieur de pliage tout en conservant une épaisseur constante augmente la tonnage requise. Diviser le rayon par deux, de 2 mm à 1 mm, augmente la tonnage de 50 %.
- Le coefficient de tonnage varie selon le type de matériau et sa résistance à la traction. Dans cet exemple, il est de 1,0 pour l’acier doux, de 0,45 pour l’aluminium 5052-H32 et de 1,45 pour l’acier inoxydable 304.
Rebond élastique
Après le pliage, les matériaux ont tendance à revenir légèrement vers leur forme d’origine. Les matériaux à haute résistance présentent un ressort élastique plus important, il faut donc ajuster la tonnage et l’outillage pour obtenir des angles précis.
Longueur et angle de pliage
Longueur de pliage
La longueur de pliage de la table de presse plieuse correspond à la longueur maximale qu’une tôle peut être pliée. La longueur de pliage de la presse plieuse doit être légèrement supérieure à celle du matériau à plier.
Si la longueur de table est incorrecte, l’outil ou d’autres composants peuvent être endommagés. Un calculateur de charge de pliage peut aider à déterminer la tonnage requise en fonction de l’épaisseur du matériau et d’autres facteurs tels que la longueur de pliage et la largeur de l’ouverture en V.
Angle de pliage
Plus l’angle est grand, plus la tonnage requise est élevée en raison de la compression accrue du matériau au point de pliage. À l’inverse, des angles plus grands nécessitent moins de force, mais peuvent donner des plis moins précis.
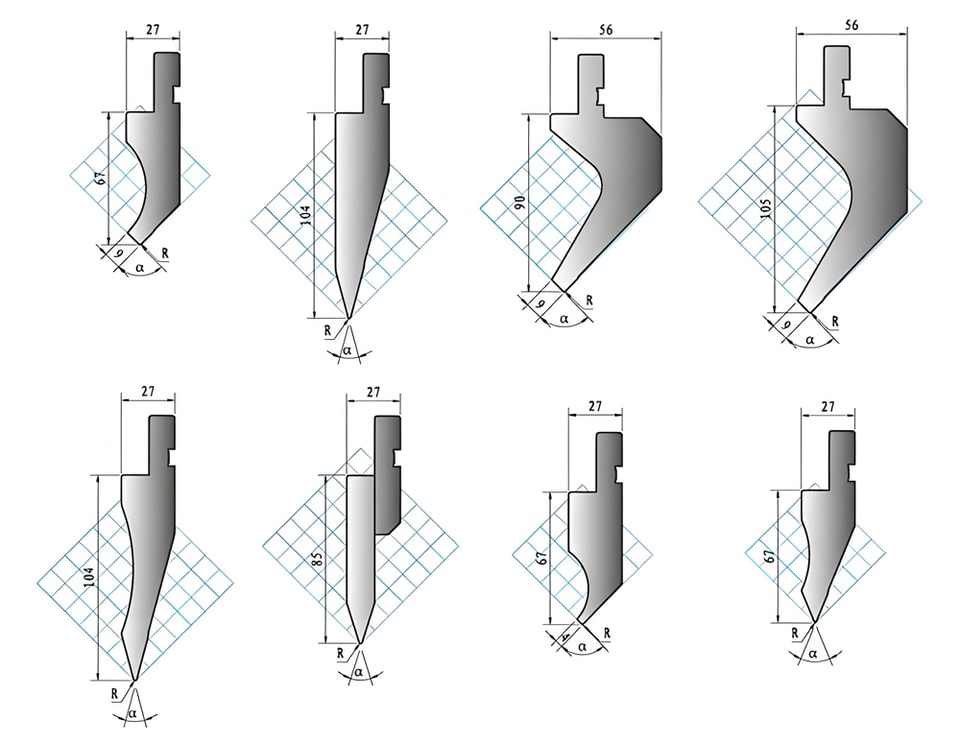
Facteurs liés à l’outillage
Les poinçons de presse plieuse sont également un facteur à prendre en compte. Ces poinçons ont eux aussi des limites de charge de pliage. Les poinçons en V à angle droit peuvent supporter des charges de tonnage plus élevées.
Comme les matrices à angle aigu ont un angle plus réduit et sont fabriquées avec moins de matière, comme les matrices col de cygne, elles sont moins aptes à supporter de fortes charges.
Lors de l’utilisation de différentes matrices, il ne faut pas dépasser leur force de pliage maximale. En outre, le rayon de la matrice et le rayon de pliage influencent également les besoins en tonnage.
Un rayon de matrice plus grand peut entraîner une augmentation de la force de pliage requise. De même, plus le rayon de pliage est grand, plus la tonnage requise est élevée.
Le rapport entre la largeur d’ouverture de la matrice et l’épaisseur du matériau est un autre facteur à prendre en compte. Pour les matériaux plus fins, un rapport de matrice plus faible (par exemple 6:1) est recommandé.
Les matériaux plus épais peuvent nécessiter un rapport de matrice plus élevé (par exemple 10:1 ou 12:1) afin de réduire la force de pliage et de rester dans les capacités de la machine de pliage.
Usure à long terme de l’outillage
- Usure progressive :
Avec le temps, les opérations répétées à haute pression font perdre aux outils leur tranchant et leur intégrité structurelle. Si rien n’est fait, cette usure peut entraîner des plis irréguliers et une baisse de la qualité des pièces.
- Impact sur la durée de vie des outils :
Surcharger un outil au-delà de sa capacité nominale (par exemple, usiner une tôle épaisse avec une matrice étroite) peut provoquer des microfissures ou une rupture catastrophique en cours de fonctionnement. Des inspections régulières sont essentielles pour éviter des arrêts imprévus ou des risques pour la sécurité.
- Exigences de maintenance :
Les outils surchargés nécessitent une maintenance ou un remplacement plus fréquents, ce qui augmente les coûts d’exploitation. Les systèmes de surveillance ou les logiciels de maintenance prédictive peuvent aider à détecter plus tôt les schémas d’usure et à optimiser l’utilisation des outils.

