- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Différences entre les presses plieuses CNC et NC : éclairage sur les distinctions fondamentales
Différences entre les presses plieuses CNC et NC : éclairage sur les distinctions fondamentales

Dans cet exposé, je vais examiner les principales différences entre les presses plieuses à commande numérique par ordinateur (CNC) et les presses plieuses à commande numérique (NC). En explorant les complexités propres à chaque système, vous obtiendrez une compréhension plus claire de leur fonctionnement et de leurs avantages respectifs. Que votre objectif soit de moderniser votre parc machines ou simplement d’approfondir vos connaissances, il est essentiel de comprendre les différences entre les systèmes de presses plieuses CNC et NC. Rejoignez-moi pour analyser les caractéristiques, les avantages et les applications optimales de ces machines indispensables dans le secteur de la fabrication de tôles.
Aperçu
Lorsque l’on souhaite acquérir une presse plieuse, il est courant d’hésiter entre une presse plieuse CNC et une presse plieuse NC. En effet, il existe de nombreuses différences entre ces deux types de presses plieuses. Aujourd’hui, nous allons expliquer plusieurs aspects clés qui distinguent les presses plieuses CNC des presses plieuses NC. Nous espérons que ces informations vous seront utiles au démarrage de votre activité. Pour les besoins de cette discussion, nous désignerons la presse plieuse à barre de torsion comme la « presse plieuse NC » et la presse plieuse électrohydraulique comme la « presse plieuse CNC ».
Presse plieuse CNC
Presse plieuse NC
Différence
Structure
Les principes de conception des deux machines diffèrent, ce qui entraîne des structures synchrones distinctes de part et d’autre du vérin. La presse plieuse NC utilise un arbre de torsion pour relier les deux côtés du vérin, imposant un mouvement synchrone de haut en bas. Par conséquent, la presse plieuse NC repose sur une synchronisation mécanique forcée, ce qui empêche l’autocontrôle et le réglage du parallélisme du vérin.
En revanche, la presse plieuse CNC est équipée de deux codeurs linéaires de chaque côté de la machine. Le contrôleur CNC utilise les retours de ces codeurs pour analyser l’état de synchronisation du vérin. En cas d’écart, le contrôleur effectue des ajustements via une vanne proportionnelle afin de maintenir la synchronisation du vérin. Le contrôleur CNC, le système hydraulique et les codeurs linéaires constituent ensemble un système de commande en boucle fermée.
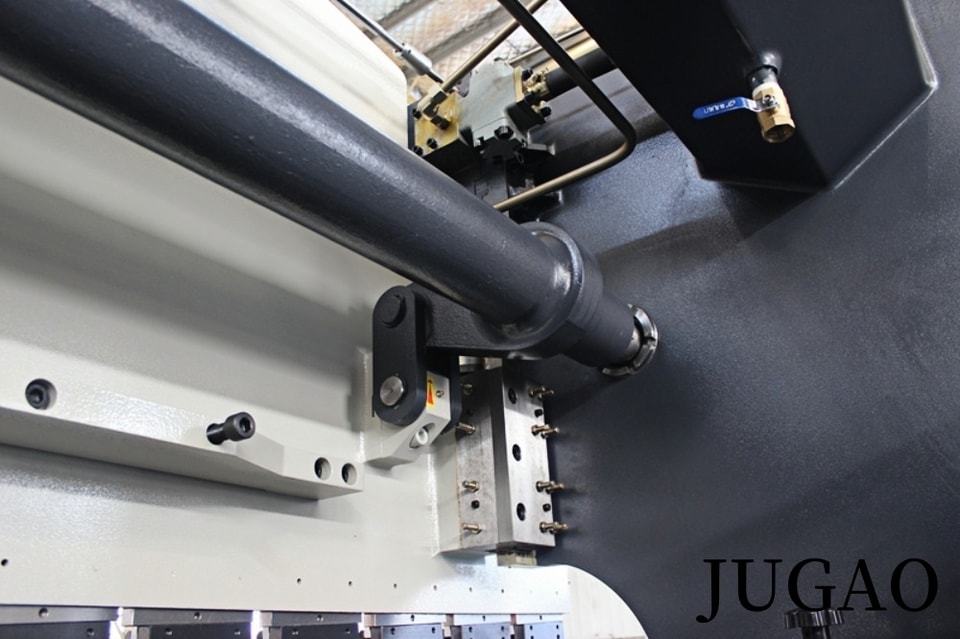
Barre de torsion
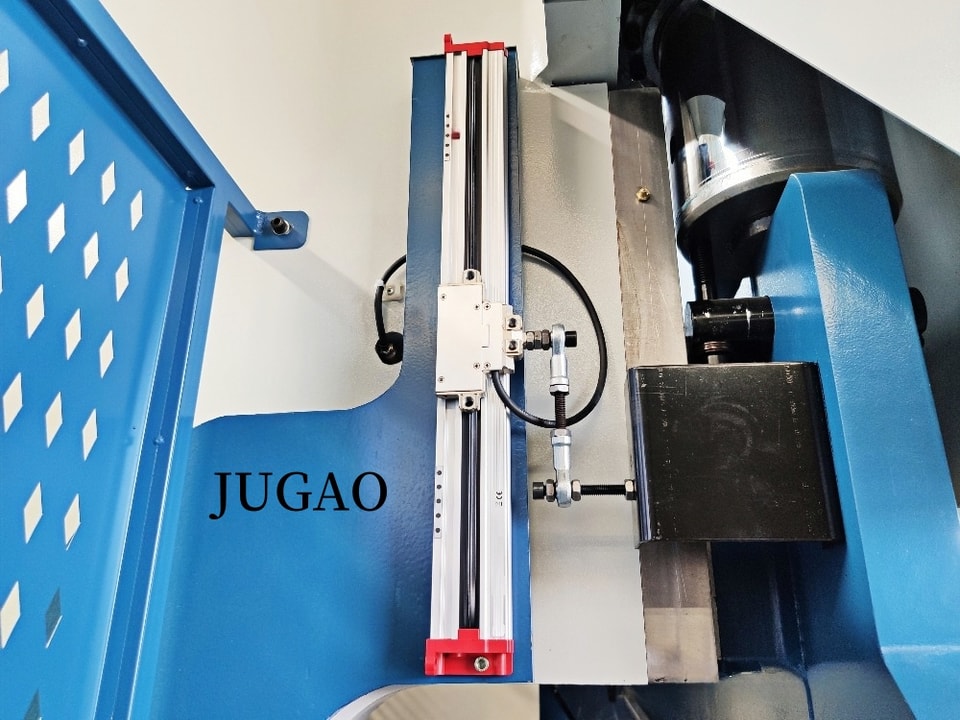
Codeur linéaire
Précision
Le parallélisme du vérin influence fortement la précision de la pièce. La synchronisation de la presse plieuse NC est assurée mécaniquement et ne dispose d’aucun retour en temps réel pour corriger les erreurs, ce qui l’empêche de s’auto-ajuster et réduit donc la précision de pliage. Dans le cas de la presse plieuse NC, la barre de torsion force les deux vérins à se déplacer de concert. Une exposition prolongée à des charges partielles peut provoquer une déformation de la barre de torsion.
À l’inverse, la presse plieuse CNC utilise un contrôleur pour gérer la synchronisation du vérin via une vanne proportionnelle. De plus, un codeur linéaire fournit au contrôleur un retour sur les erreurs. En cas d’erreur, le codeur linéaire transmet l’information, ce qui amène le contrôleur à signaler à la vanne proportionnelle d’effectuer les ajustements nécessaires, garantissant ainsi la synchronisation du vérin et améliorant la précision de pliage.

Vitesse de fonctionnement
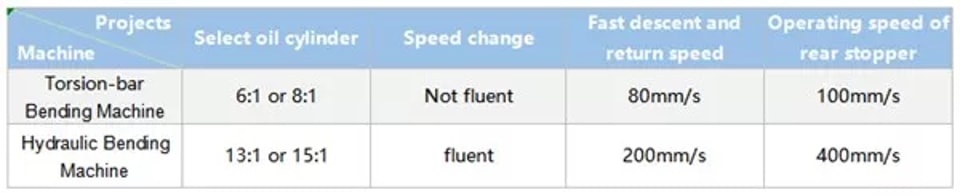
Dans le domaine des presses plieuses, on distingue généralement trois vitesses : la vitesse de descente, la vitesse de travail et la vitesse de retour. Dans le cas des presses plieuses NC (commande numérique), elles sont équipées de vérins avec un rapport de 6:1 ou 8:1, tandis que les presses plieuses CNC (commande numérique par ordinateur) utilisent des vérins avec un rapport de 13:1 ou 15:1, ce qui fait que la presse plieuse CNC fonctionne à une vitesse supérieure à son équivalent NC. Lors de la descente du vérin d’une presse plieuse NC, la vitesse est d’environ 80 mm/s, tandis que la vitesse de déplacement de la butée arrière est d’environ 100 mm/s. En revanche, la presse plieuse CNC affiche une vitesse de descente du vérin pouvant atteindre 200 mm/s et présente une transition fluide lors des changements de vitesse. Par ailleurs, la vitesse de la butée arrière peut atteindre 400 mm/s, ce qui améliore considérablement l’efficacité globale de travail.
Rigidité mécanique
En raison de sa conception, la presse plieuse NC est incapable de supporter le pliage sous charge partielle. Une utilisation prolongée dans de telles conditions peut entraîner une déformation de la barre de torsion. En revanche, la presse plieuse CNC permet un fonctionnement indépendant des axes Y1 et Y2, ce qui autorise le travail sous charge partielle sans risque de déformation.
Structure à barre de torsion

Système de compensation de flèche
La majorité des presses plieuses NC ne sont pas équipées en standard d’un système de compensation de flèche. Les opérateurs doivent ajuster manuellement l’angle de pliage avant le processus de pliage proprement dit, ce qui prend du temps et entraîne un gaspillage de matière. De plus, il est difficile d’obtenir des résultats précis avec cette méthode.
Les clients peuvent choisir d’inclure un système de compensation de flèche manuel avec leur presse plieuse. Cependant, cette solution manuelle ne peut être comparée aux capacités d’une presse plieuse CNC. Dans cette dernière, le système de compensation de flèche est géré par un contrôleur qui l’ajuste en fonction des paramètres de pliage, améliorant ainsi à la fois l’efficacité du travail et la précision.

Axes CNC
Les presses plieuses à commande numérique disposent généralement de la capacité de contrôler uniquement les axes X et Y. En revanche, une presse plieuse CNC peut gérer au minimum trois axes plus un axe supplémentaire. Les configurations supplémentaires peuvent comprendre quatre axes plus un, cinq axes plus un, six axes plus un, sept axes plus un, huit axes plus un, et ainsi de suite. Cette capacité de commande étendue permet le traitement de tâches de pliage de produits plus complexes.
Configurations optionnelles
Pour la presse plieuse NC, nous proposons des brides rapides mécaniques, des systèmes de compensation de flèche manuels, des butées Z à réglage manuel en hauteur, des vis à billes, des guidages linéaires, des refroidisseurs d’huile ainsi que des rideaux lumineux. En revanche, la presse plieuse CNC offre des options supplémentaires par rapport à la presse plieuse NC, notamment le choix de brides double-face de type TYOKKO ou AMADA, de brides hydrauliques, de bras robotisés, de suiveurs de tôle, de protections laser, de mesure d’angle par laser et d’unités de servopompe.
Conclusion
N° | Article | Différence | |
Presse plieuse CNC | presse plieuse NC | ||
1 | Synchronisation du vérin | Le contrôleur CNC présente une synchronisation stable et une flexibilité supérieure, permettant de détecter et de corriger l’inclinaison du vérin. | La barre de torsion assure mécaniquement la synchronisation du vérin. |
2 | Calcul de l’angle de pliage | L’angle de pliage peut être déterminé automatiquement en saisissant dans le contrôleur CNC l’angle des outils de presse plieuse, l’ouverture, le rayon et l’épaisseur de la tôle. | / |
3 | Retour sur la profondeur de pliage | Le codeur linéaire est capable de détecter la position des deux côtés du vérin et intègre une structure de compensation de flèche de la gorge, garantissant un angle constant sur toute la ligne du canal de pliage. | / |
4 | Compensation de flèche de la table | Le contrôleur CNC est capable de déterminer automatiquement la force de compensation de flèche requise pour contrebalancer la déformation de la table tout au long du processus de pliage. Cela garantit l’uniformité de l’angle de pliage sur toute la longueur et améliore la rectitude de la pièce. | / |
5 | Correction d’angle | Si l’angle programmé diffère de l’angle de pliage réel, le contrôleur CNC peut corriger automatiquement l’angle lorsque l’utilisateur saisit la valeur de l’écart. | / |
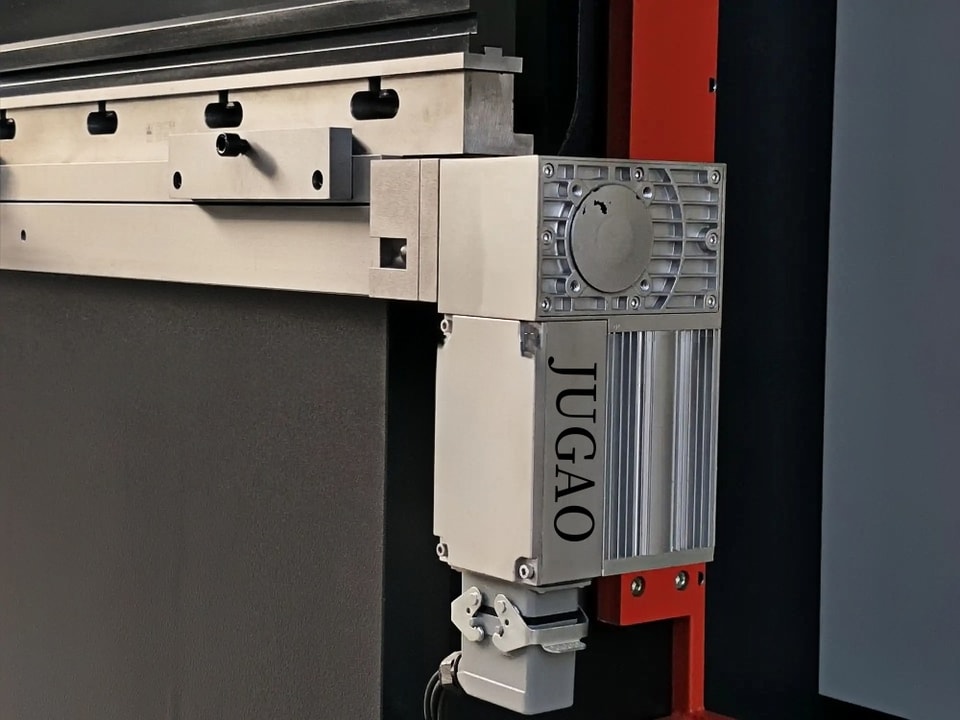
6 | Position de la butée arrière | Le système est capable de déterminer automatiquement la position de chaque axe de butée arrière en fonction de la hauteur de pliage, ce qui facilite un déplacement et une correction rapides. | La butée arrière ne peut se déplacer qu’en avant et en arrière en saisissant manuellement la valeur |
7 | Méthode de programmation | La programmation par saisie de cotes ou graphique facilite la modification et l’édition du programme. | Programmer la course du vérin et le mouvement de la butée arrière |
8 | Longueur développée | Le contrôleur CNC peut déterminer la longueur développée grâce à une programmation graphique des dimensions intérieures ou extérieures. (DA-58T, DA-66T, DA-69T) | / |
9 | Calcul des interférences | Le contrôleur CNC est capable de déterminer automatiquement la séquence de pliage optimale en fonction du graphique programmable, du poinçon et de la matrice, ainsi que du contour de la machine, et signalera toute interférence pendant le pliage. En outre, la séquence de pliage peut être vérifiée et ajustée manuellement. | / |
10 | Vitesse de descente du coulisseau | 160-180 mm/s | 80-100 mm/s |
12 | Précision de l’angle de pliage | ≤18’ | ≤30’ |
13 | Axe de butée arrière | Plusieurs axes CNC en option | Uniquement l’axe X (avant et arrière) |
Comparaison des prix
On constate que, pour les machines d’une capacité inférieure à 200 tonnes, le coût d’une presse plieuse CNC dépasse de plus du double celui d’une presse plieuse NC. En revanche, lorsque la capacité dépasse 200 tonnes, le prix d’une presse plieuse CNC est inférieur au double de celui d’une presse plieuse NC. Par conséquent, pour les applications nécessitant une capacité de pliage plus élevée, la presse plieuse CNC constitue le choix le plus avantageux.
À proposGary Olson
En tant qu’auteur et rédacteur dédié chez JUGAO CNC, je me spécialise dans la production de contenus pertinents et pratiques adaptés à l’industrie de la transformation des métaux. Fort de nombreuses années d’expérience dans la rédaction technique, je me concentre sur la diffusion d’articles approfondis et de tutoriels qui aident les fabricants, ingénieurs et professionnels à rester informés des dernières innovations dans le travail de la tôle, notamment les presses plieuses CNC, les presses hydrauliques, les machines de cisaillement et bien plus encore.
