- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Caractéristiques distinctives des rouleuses de tôles à 3 rouleaux et à 4 rouleaux
Caractéristiques distinctives des rouleuses de tôles à 3 rouleaux et à 4 rouleaux

Tout au long de ma carrière auprès de machines de roulage de tôles, j’ai souvent été confronté à des discussions sur la comparaison entre les rouleuses à 3 rouleaux et les rouleuses à 4 rouleaux. Chaque version présente des avantages distincts et répond à diverses applications dans le domaine de la fabrication métallique. Il est essentiel de comprendre les différences entre une rouleuse à 3 rouleaux et une rouleuse à 4 rouleaux afin de choisir l’équipement adapté à des projets spécifiques. Au fil du temps, j’ai acquis une compréhension approfondie de leurs principes de fonctionnement, de leurs critères d’efficacité et de la qualité des cintrages qu’elles produisent. Dans cet exposé, je vais détailler ces différences afin de vous aider à prendre des décisions éclairées pour vos besoins en roulage de tôles.
Une machine de roulage de tôles est un type d’équipement de forgeage qui cintre des tôles non métalliques en formes coniques, sphériques, cylindriques ou autres formes géométriques. Cette machine est largement utilisée dans la fabrication de produits, de chaudières, de systèmes à vapeur, dans l’industrie chimique, pour les structures non métalliques et dans la mécanique, entre autres secteurs. La diversité des machines de roulage s’explique par la variété de leurs applications dans différents domaines.
Les machines de roulage de tôles sont classées selon le nombre de rouleaux, ce qui conduit à la classification en types à 3 rouleaux et à 4 rouleaux. Une idée reçue courante veut que la principale différence entre les deux réside simplement dans le rouleau supplémentaire de la machine à quatre rouleaux. Par conséquent, certaines personnes, au moment de l’achat, pensent à tort que la machine à quatre rouleaux est supérieure en raison de ce rouleau supplémentaire. Cependant, cette vision est erronée, car les deux machines présentent des différences importantes.
Caractéristiques distinctives des machines de roulage de tôles à 3 rouleaux et à 4 rouleaux
Aspect structurel
La rouleuse à trois rouleaux est équipée de trois rouleaux, tandis que la rouleuse à quatre rouleaux en comporte quatre. Au-delà de cette distinction fondamentale, la machine à trois rouleaux présente une esthétique plus simple et plus utilitaire. À l’inverse, la machine à quatre rouleaux, intégrant la technologie hydraulique CNC, affiche une apparence plus raffinée et élégante. Le souci du détail dans sa conception améliore non seulement la précision de traitement, mais contribue également à une meilleure expérience utilisateur.


Structure de la machine
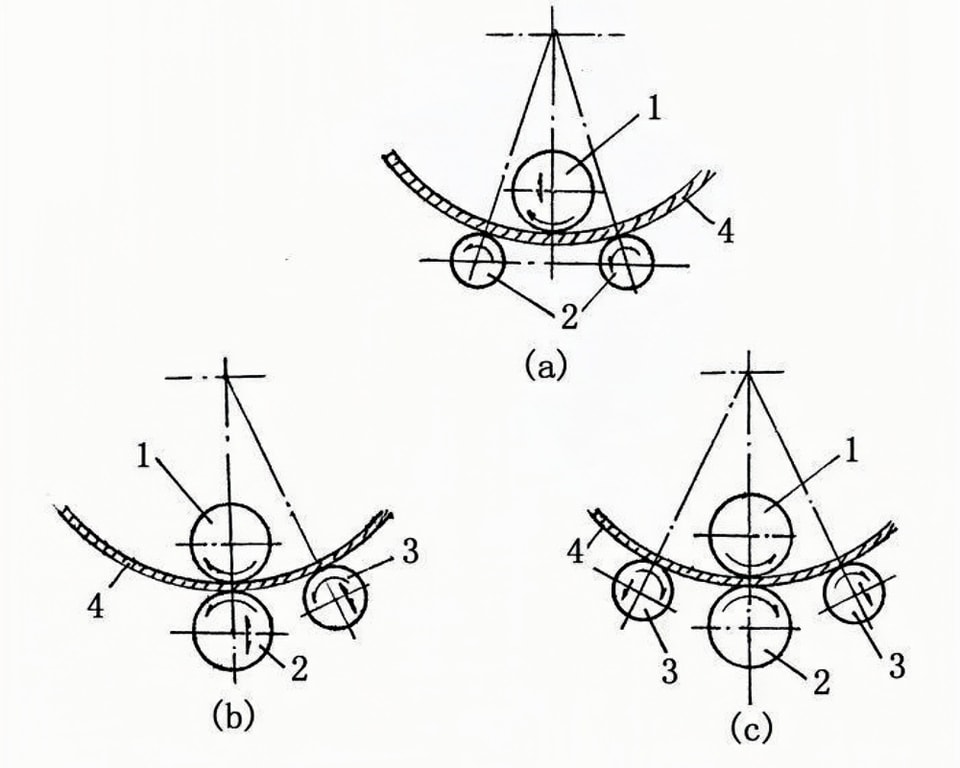
La rouleuse mécanique à trois rouleaux se divise en deux types : la rouleuse symétrique à trois rouleaux et la rouleuse asymétrique à trois rouleaux. Dans la rouleuse symétrique à trois rouleaux, un rouleau est placé en haut, tandis que les deux autres sont disposés symétriquement en bas. À l’inverse, la rouleuse asymétrique à trois rouleaux présente une configuration asymétrique, avec deux rouleaux d’un côté et un seul de l’autre.
La différence avec la rouleuse à quatre rouleaux réside dans son mécanisme d’entraînement principal, relié aux rouleaux supérieurs par un réducteur et un accouplement à coulisseau croisé pour fournir le couple nécessaire à la tôle roulée. Les rouleaux inférieurs sont conçus pour un mouvement vertical et sont reliés par un réducteur à vis sans fin (ou à engrenage conique) afin de faciliter le serrage de la tôle, permettant ainsi la transmission mécanique. De plus, des rouleaux latéraux sont situés de part et d’autre des rouleaux inférieurs et peuvent effectuer un mouvement incliné le long du rail de crémaillère, entraînés par une vis sans fin à filets (ou un engrenage conique). La rouleuse à quatre rouleaux comporte deux rouleaux en haut et deux en bas, les quatre rouleaux de travail étant équipés de paliers dynamiques.
Cependant, la différence du nombre de rouleaux entraîne des mécanismes par étapes distincts entre les rouleuses à trois rouleaux et à quatre rouleaux.
Type de traitement
La rouleuse à trois rouleaux peut produire des tôles métalliques cylindriques et courbes. Son fonctionnement repose sur le mouvement vertical des deux rouleaux inférieurs, placés au centre et de manière symétrique. Ce mouvement vertical est assuré par une vis et un mécanisme à vis sans fin. La rotation des rouleaux inférieurs est assurée par un moteur, et le couple est transmis à la tôle roulée par l’engrènement de la roue de sortie du réducteur avec la roue du rouleau inférieur. Les extrémités des tôles nécessitent un pré-pliage, qui peut être facilité par un équipement supplémentaire.
La rouleuse à quatre rouleaux est conçue pour le pliage et le formage des tôles métalliques. Elle est capable de produire des pièces cylindriques, courbes et coniques dans une plage dimensionnelle définie. Cette machine dispose également d’une fonction de pré-pliage des extrémités des tôles, ce qui réduit au minimum les bords droits résiduels, et elle peut également aplanir approximativement les tôles métalliques.

Degré d’automatisation
La rouleuse à trois rouleaux dispose d’un système de commande par boutons, tandis que la rouleuse à quatre rouleaux est équipée d’une interface tactile et d’un système CNC permettant des opérations programmables. La commande numérique facilite le processus de roulage en une seule passe, avec saisie visuelle via écran tactile, édition des étapes de travail et stockage jusqu’à 500 ensembles de données. Un système électronique d’équilibrage, intégré à l’EPS, garantit que le mouvement des rouleaux reste parallèle dans une tolérance de 0,15 mm. Le système prend en charge l’interaction homme-machine, le diagnostic automatique des pannes et l’identification intelligente des erreurs de fonctionnement. Les rouleaux en forme de tambour présentent une excellente circularité et une grande rectitude. Tous les mouvements sont commandés hydrauliquement.
Les rouleaux sont conçus pour se déplacer en ligne droite dans des rails de guidage, ce qui permet de réduire l’entraxe entre les deux côtés des rouleaux afin d’obtenir une précision de roulage optimale. Le bâti robuste, épais et capable d’accueillir des rouleaux de taille moyenne à grande, est recuit en une seule pièce afin d’éliminer les contraintes et d’éviter les déformations. Les rouleaux sont fabriqués d’une seule pièce, soumis à un traitement de durcissement, et compatibles avec les modes de fonctionnement manuel et automatique.


Méthode de déchargement
Les trois rouleaux nécessitent un démontage manuel, imposant le retrait manuel de la pièce usinée. En revanche, les quatre rouleaux sont équipés de boutons-poussoirs de commande, facilitant un processus de retrait simple et rapide, nettement plus rapide que celui des trois rouleaux.


Forme du mouvement des rouleaux
La rouleuse asymétrique à trois rouleaux comporte un rouleau supérieur qui sert de mécanisme d’entraînement principal. Le rouleau inférieur peut se déplacer verticalement pour maintenir la tôle, et il s’engrène avec la roue du rouleau supérieur afin d’assurer la fonction d’entraînement principal. Le rouleau latéral est conçu pour des actions d’inclinaison et de levage, offrant à la fois des capacités de pré-pliage et de cintrage. À l’inverse, la rouleuse symétrique à trois rouleaux place les rouleaux supérieurs symétriquement au-dessus des deux rouleaux inférieurs, qui effectuent des mouvements de levage verticaux grâce à des mécanismes à vis et à vis sans fin principale. Les deux rouleaux inférieurs assurent le mouvement de rotation, entraînés par la roue de sortie du réducteur engrenant avec la roue du rouleau inférieur afin de générer le couple nécessaire au roulage de la tôle.
Les deux types fonctionnent selon le principe du cercle fixe à trois points, qui permet d’accueillir des systèmes de roulage de rayons variés. Néanmoins, la rouleuse à quatre rouleaux offre de meilleures capacités de pré-pliage des bords droits et un calibrage plus précis du profil circulaire que son homologue à trois rouleaux.
Mode d’entraînement
La majorité des rouleuses à trois rouleaux sont de type mécanique ; cependant, il existe également des rouleuses hydrauliques. Il est à noter que toutes les rouleuses à quatre rouleaux sont de type hydraulique. La cintreuse mécanique symétrique à trois rouleaux présente une conception structurelle dans laquelle le rouleau supérieur est positionné symétriquement entre les deux rouleaux inférieurs. Ce rouleau supérieur effectue des mouvements de levage verticaux via une transmission à engrenages coniques, entraînée par l’engrenage à un étage du réducteur principal. Les deux rouleaux inférieurs entrent en rotation par engrènement des pignons, sous l’action du réducteur principal, afin de fournir le couple nécessaire au roulage des tôles.
Les tôles planes passent entre les trois rouleaux de travail — deux rouleaux inférieurs et un rouleau supérieur — tandis que le rouleau supérieur exerce une pression vers le bas et que les rouleaux inférieurs tournent. Cette action soumet la tôle métallique à plusieurs pliages continus, entraînant une déformation plastique permanente et donnant à la tôle la forme cylindrique, conique ou toute autre forme spécifiée souhaitée. Un inconvénient de la cintreuse mécanique à trois rouleaux est que les bords de la tôle doivent être pré-cintrés à l’aide d’un équipement supplémentaire.
La cintreuse hydraulique symétrique à trois rouleaux adopte elle aussi une structure symétrique à trois rouleaux. Dans cette conception, le rouleau supérieur est situé symétriquement entre les deux rouleaux inférieurs et peut effectuer des mouvements de levage verticaux grâce à l’action de l’huile hydraulique dans le vérin hydraulique. Les deux rouleaux inférieurs sont entraînés en rotation par l’engrenage final du réducteur principal, fournissant ainsi le couple nécessaire au processus de roulage.
Les tôles planes passent entre les trois rouleaux de travail — deux rouleaux inférieurs et un rouleau supérieur — tandis que le rouleau supérieur exerce une pression vers le bas et que les rouleaux inférieurs tournent. Cette action soumet la tôle métallique à plusieurs pliages continus, entraînant une déformation plastique permanente et donnant à la tôle la forme cylindrique, conique ou toute autre forme spécifiée souhaitée. Un inconvénient de la cintreuse hydraulique symétrique à trois rouleaux est que les bords de la tôle doivent être pré-cintrés à l’aide d’un équipement supplémentaire. Ce type de machine est particulièrement adapté au roulage de tôles d’une épaisseur supérieure à 50 mm. La conception de la grande cintreuse de tôles comprend une rangée supplémentaire de rouleaux fixes sur les deux rouleaux inférieurs, ce qui réduit l’écartement entre eux. Cette modification améliore la précision de la pièce roulée ainsi que les performances globales de la machine.
La cintreuse à quatre rouleaux est de type hydraulique, le rouleau supérieur assurant l’entraînement principal. Il transmet le couple à la tôle via l’engrenage de sortie du réducteur engrenant avec l’engrenage du rouleau supérieur. Le rouleau inférieur peut effectuer des mouvements de levage verticaux, entraînés par l’huile hydraulique agissant sur le piston dans le vérin hydraulique, afin de serrer la tôle. De plus, les rouleaux latéraux situés de part et d’autre du rouleau inférieur sont conçus pour effectuer des mouvements d’inclinaison le long du rail à crémaillère, transmis par une vis sans fin de commande. L’avantage de cette machine réside dans sa capacité à réaliser le pré-cintrage des extrémités et le roulage en rond sur un seul appareil.


Efficacité de travail
L’efficacité des cintreuses à trois rouleaux est souvent plus faible en raison de la nature mécanique de l’équipement et de la nécessité d’une intervention manuelle dans divers processus, ce qui réduit par conséquent la productivité globale. En revanche, les cintreuses à quatre rouleaux, équipées de systèmes hydrauliques et de la technologie CNC (commande numérique par ordinateur), présentent une efficacité d’usinage moteur nettement supérieure et, par extension, une efficacité de travail globale supérieure. Le taux de sortie des pièces des machines à quatre rouleaux est également nettement plus élevé que celui de leurs homologues à trois rouleaux.
Précision d’usinage
La précision d’usinage de la cintreuse à trois rouleaux est généralement satisfaisante et capable de répondre aux exigences fondamentales de la majorité des ateliers de fabrication ; la précision d’usinage de la cintreuse à quatre rouleaux est supérieure, permettant la production de cônes et d’autres formes spécifiques de pièces.


Comparaison des prix
Lors de la comparaison des modèles, il apparaît clairement que le coût d’une cintreuse à trois rouleaux est généralement inférieur à celui d’une cintreuse à quatre rouleaux. Cet écart s’explique par le fait que la précision et l’efficacité d’une cintreuse à trois rouleaux sont généralement inférieures à celles d’une cintreuse à quatre rouleaux. Si la fréquence d’utilisation de la machine est relativement faible et que les exigences de précision sur la pièce ne sont pas strictes, il peut être judicieux d’opter pour la cintreuse à trois rouleaux, plus abordable. En revanche, si les spécifications du produit exigent un niveau de précision plus élevé, la cintreuse à quatre rouleaux, malgré son coût plus important, constitue un choix plus avantageux économiquement.

Les cintreuses sont disponibles en une variété de modèles, chacun présentant une composition structurelle et des capacités de performance distinctes. Les acheteurs potentiels de cintreuses devraient s’efforcer de comprendre les différences entre ces modèles. Il est impératif d’éviter toute idée reçue au cours du processus d’achat. À défaut, on risque d’acquérir une machine qui ne répond pas aux besoins opérationnels, ce qui entrave son utilisation optimale et peut introduire de nombreuses complications dans le flux de travail.
À proposGary Olson
En tant qu’auteur et rédacteur dédié chez JUGAO CNC, je me spécialise dans la production de contenus pertinents et pratiques adaptés à l’industrie de la transformation des métaux. Fort de nombreuses années d’expérience dans la rédaction technique, je me concentre sur la diffusion d’articles approfondis et de tutoriels qui aident les fabricants, ingénieurs et professionnels à rester informés des dernières innovations dans le travail de la tôle, notamment les presses plieuses CNC, les presses hydrauliques, les machines de cisaillement et bien plus encore.
