- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Guide essentiel pour débutants sur la programmation de l’ESTUN E300
Guide essentiel pour débutants sur la programmation de l’ESTUN E300

Si vous découvrez la programmation de l’ESTUN E300, ce guide est conçu spécialement pour vous. De nombreux nouveaux utilisateurs souhaitent exploiter tout le potentiel de ce système de commande très adaptable, et cet article vous présentera les conseils essentiels pour débutants afin de lancer votre parcours de programmation. Réputé pour son efficacité et sa flexibilité, le système de commande ESTUN E300 se maîtrise grâce à de solides bases — ce guide vous apportera בדיוק cela, que vous cherchiez à améliorer la précision de programmation ou simplement à comprendre les opérations fondamentales.
Table des matières
1. Structure de la page de l’interface
2. Programmation en une étape
3. Programmation en plusieurs étapes
4. Déplacement manuel des axes
5. Configuration des paramètres de matrice
6. Méthodes de correction du pliage
7. Foire aux questions (FAQ)
○ Résolution des erreurs de programmation courantes
○ Améliorer la précision de sortie de la programmation
8. Conclusion
Structure de la page de l’interface
Comprendre la structure des pages de l’interface de programmation ESTUN E300 est la clé d’une navigation et d’une utilisation fluides. Après la mise sous tension de l’appareil et le chargement du système, l’écran affiche automatiquement la page par défaut « Single-Step ». L’ensemble de l’interface est divisé en cinq sections principales, chacune remplissant une fonction spécifique ; se familiariser avec chacune d’elles est essentiel pour une utilisation de base.
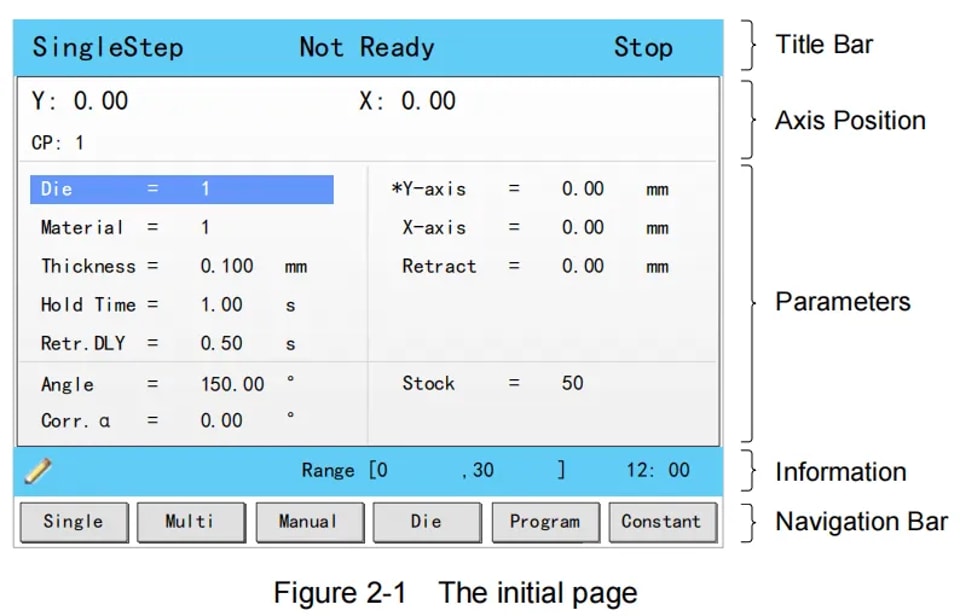
Barre de titre
Cette section est visible sur chaque page de l’interface, et son contenu s’affiche de gauche à droite dans l’ordre suivant : nom de la page, état du système et mode de fonctionnement.
• Nom de la page: affiche le nom de la page de fonctionnement actuelle, telle que SingleStep, Multi ou Program.
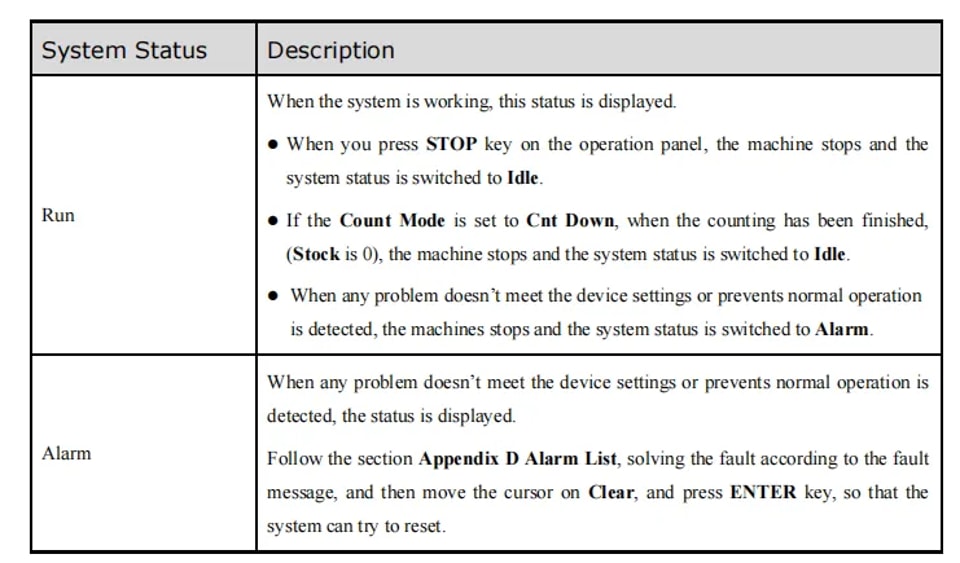
• État du système: affiche l’état de fonctionnement en temps réel du système, avec un total de six options d’état différentes pour l’ESTUN E300.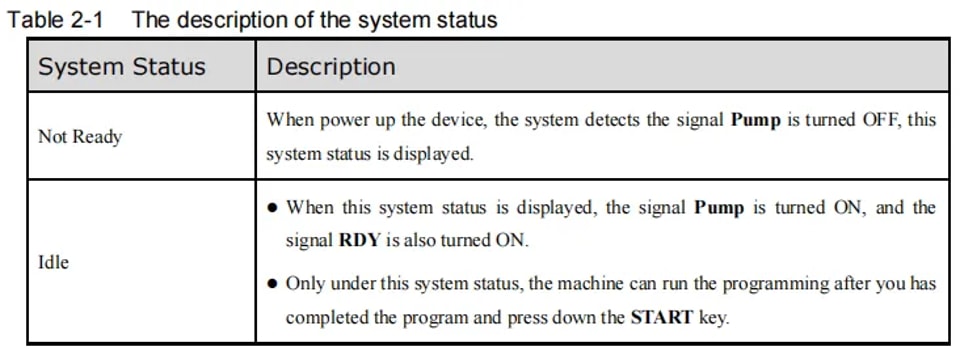
• Mode de fonctionnement: indique le mode de fonctionnement actuel de l’appareil, avec trois modes distincts disponibles à la sélection.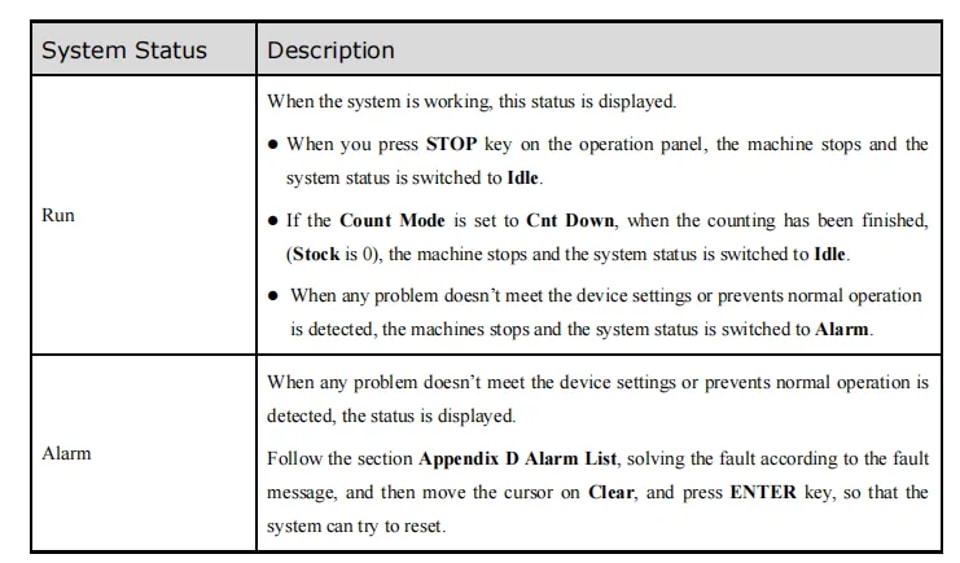
Affichage de la position des axes
Cette zone affiche les valeurs de position en temps réel des axes de la machine, un élément essentiel pour obtenir un contrôle précis du pliage. L’appareil ESTUN E300 standard est livré avec les fonctions de commande par défaut des axes X et Y ; pour accéder à des fonctions de commande d’axes plus avancées, il est recommandé de contacter l’équipe d’assistance technique officielle d’ESTUN.
Zone des paramètres
Cette section affiche les informations de paramètres correspondant à la page de fonctionnement actuelle — chaque page fonctionnelle possède son propre ensemble unique de paramètres réglables, tous présentés ici de manière claire pour une consultation et une modification rapides.
Section d’information
Dans l’interface ESTUN E300, cette partie détaille chaque paramètre configurable, y compris les plages de valeurs modifiables et les valeurs actuellement définies. L’heure système est également affichée à droite de cette section pour faciliter la consultation pendant la programmation et l’utilisation.
Barre de navigation
La barre de navigation correspond aux touches de fonction F1 à F6 du panneau de commande, permettant de basculer d’un clic entre les principales pages fonctionnelles du système. Pour connaître la fonction spécifique de chaque touche et la description de la page correspondante, reportez-vous au tableau 2-3 du manuel utilisateur officiel de l’ESTUN E300. Maîtriser la barre de navigation est une compétence de base qui simplifie toutes les opérations de programmation ultérieures.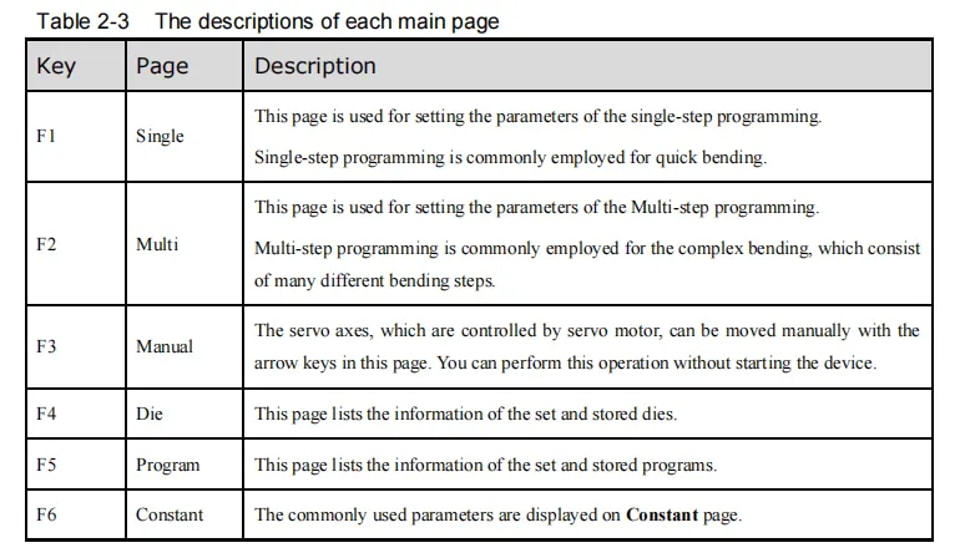
La familiarité avec la structure des pages ci-dessus vous permettra de naviguer avec aisance dans les différentes fonctions et réglages de l’ESTUN E300, posant ainsi des bases solides pour une expérience de programmation fluide.
Programmation en une étape
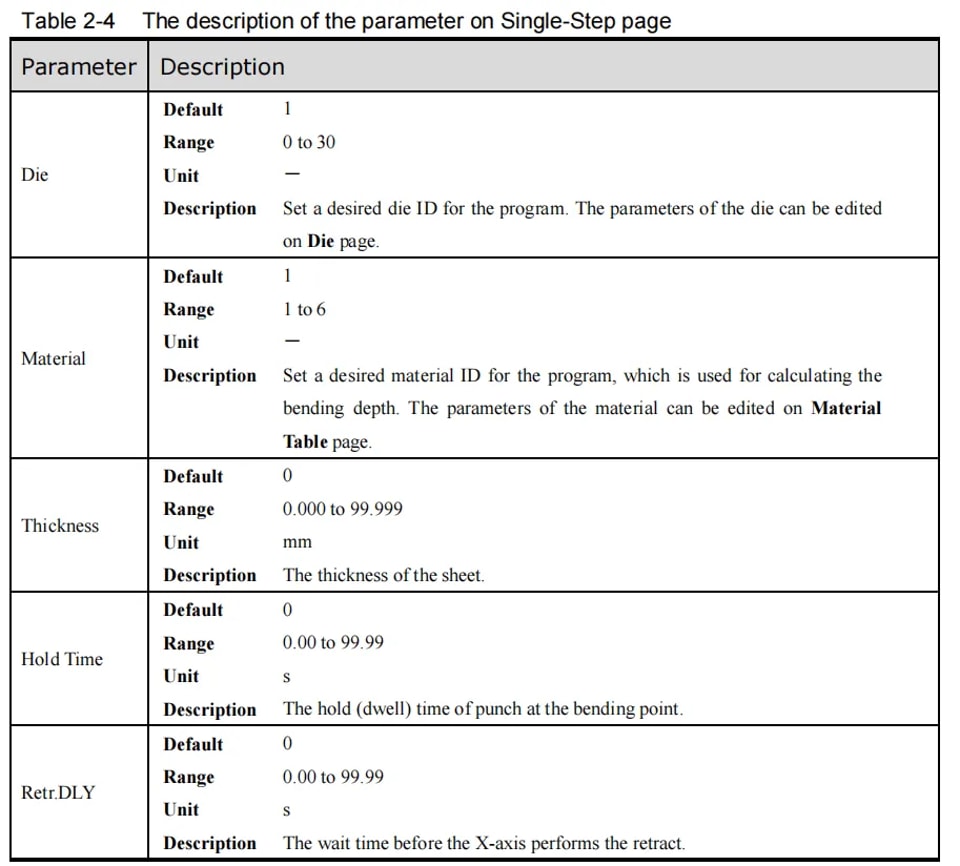
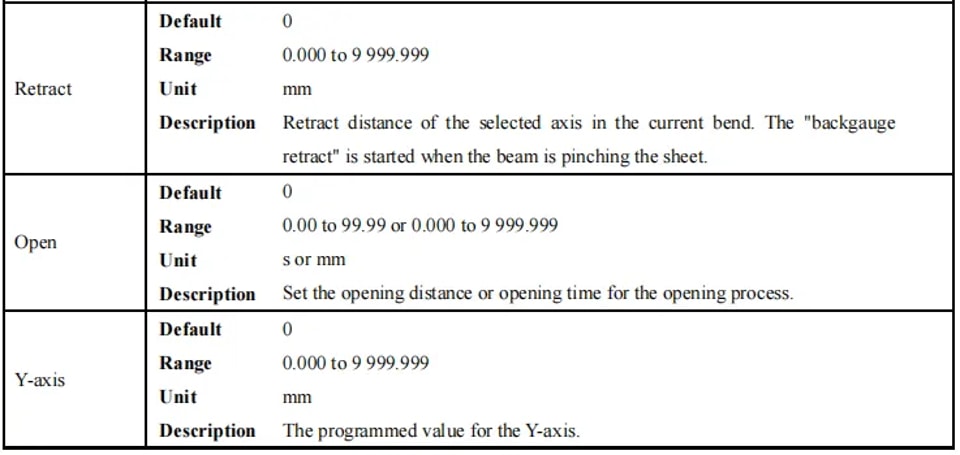
La programmation en une étape est la page de fonction par défaut de l’ESTUN E300 (affichée immédiatement après la mise sous tension) et est spécialement conçue pour les opérations de pliage rapides ne nécessitant qu’un seul ensemble de paramètres de pliage. Vous pouvez également accéder manuellement à cette page en appuyant sur la touche de fonction F1 du panneau de commande. Le tableau 2-4 du manuel utilisateur fournit une explication détaillée de tous les paramètres réglables de cette page, ce qui constitue une référence utile pour l’édition des paramètres.
Exemple pratique de programmation
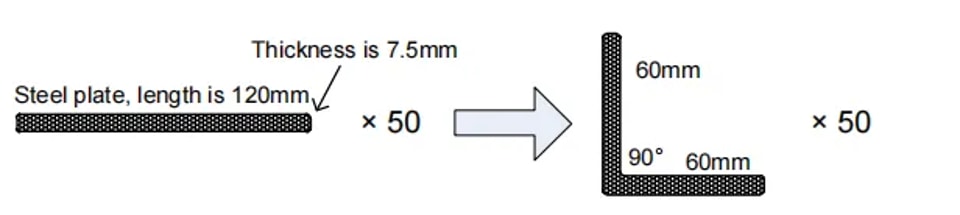
Prenons le pliage d’une tôle d’acier de 120 mm comme exemple concret pour détailler le processus de programmation en une étape.
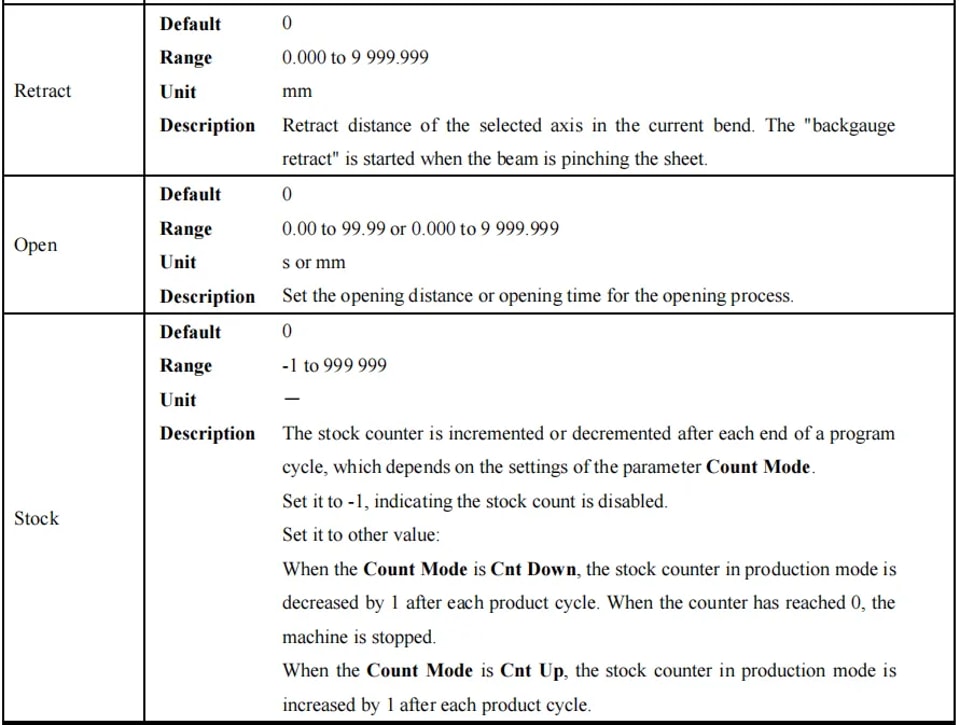
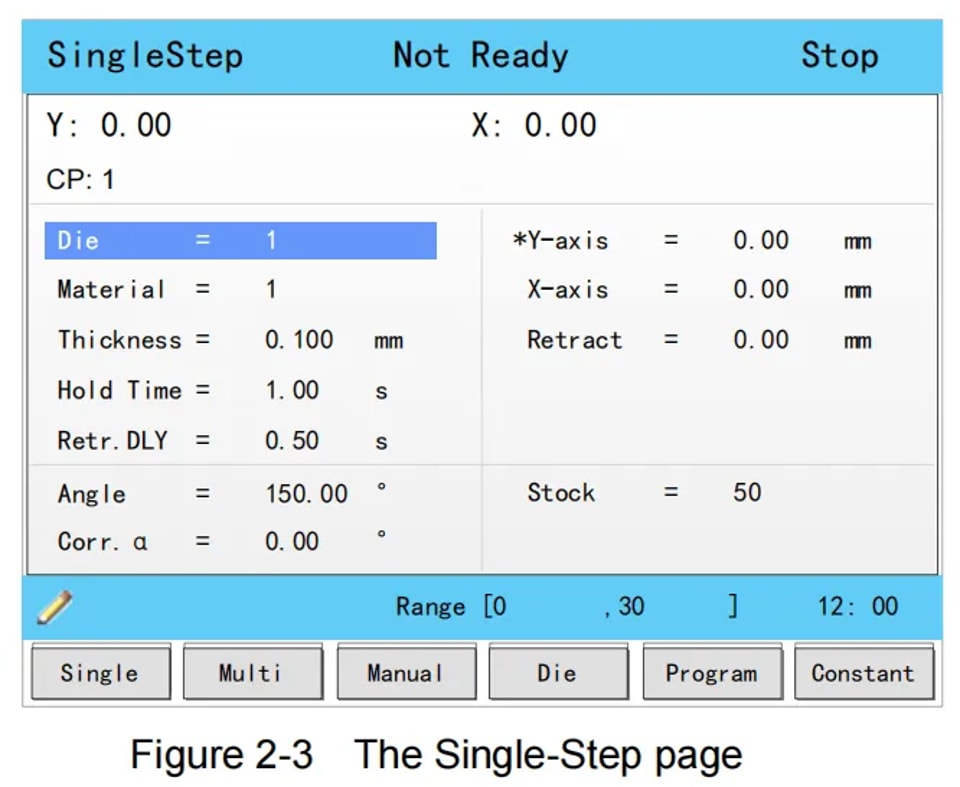 Les exigences de pliage principales sont les suivantes : position de l’axe X réglée à 60 mm, angle de pliage de 90°, épaisseur de la tôle d’acier de 7,5 mm et valeur de stock de 50. Nous utilisons une programmation basée sur l’angle, avec l’ID de matrice réglé sur 1. D’après l’expérience pratique, nous réglons également des paramètres de processus auxiliaires : temps de maintien de 3 secondes, délai de rétraction de 2 secondes et distance de rétraction de 5 mm.
Les exigences de pliage principales sont les suivantes : position de l’axe X réglée à 60 mm, angle de pliage de 90°, épaisseur de la tôle d’acier de 7,5 mm et valeur de stock de 50. Nous utilisons une programmation basée sur l’angle, avec l’ID de matrice réglé sur 1. D’après l’expérience pratique, nous réglons également des paramètres de processus auxiliaires : temps de maintien de 3 secondes, délai de rétraction de 2 secondes et distance de rétraction de 5 mm.
Les étapes de programmation spécifiques sont les suivantes :
1. Accédez au paramètre de matrice et saisissez la valeur 1 ;
2. Sélectionnez le paramètre Matériau et saisissez la valeur 1 ;
3. Repérez le paramètre Thickness et saisissez 7.5 ;
4. Réglez le paramètre Hold Time sur 3 ;
5. Saisissez 2 pour le paramètre Retr. DLY (délai de retrait) ;
6. Réglez le paramètre de position de l’axe X sur 60 ;
7. Saisissez 5 pour le paramètre de distance de retrait ;
8. Sélectionnez le paramètre Angle et saisissez 90 ;
9. Réglez le paramètre Stock sur 50.
Avant de commencer l’opération, assurez-vous que le mode de comptage sur la page Constant est réglé sur Cnt Down. Enfin, appuyez sur la touche START du panneau de commande : l’axe servo effectuera automatiquement l’étalonnage de position, et la machine sera prête pour la production dès la fin de l’étalonnage.
Programmation en plusieurs étapes
La programmation multi-étapes est utilisée pour les processus de pliage complexes nécessitant plusieurs jeux de paramètres et d’étapes de pliage différents ; vous pouvez accéder à cette page fonctionnelle en appuyant sur la touche de fonction F2.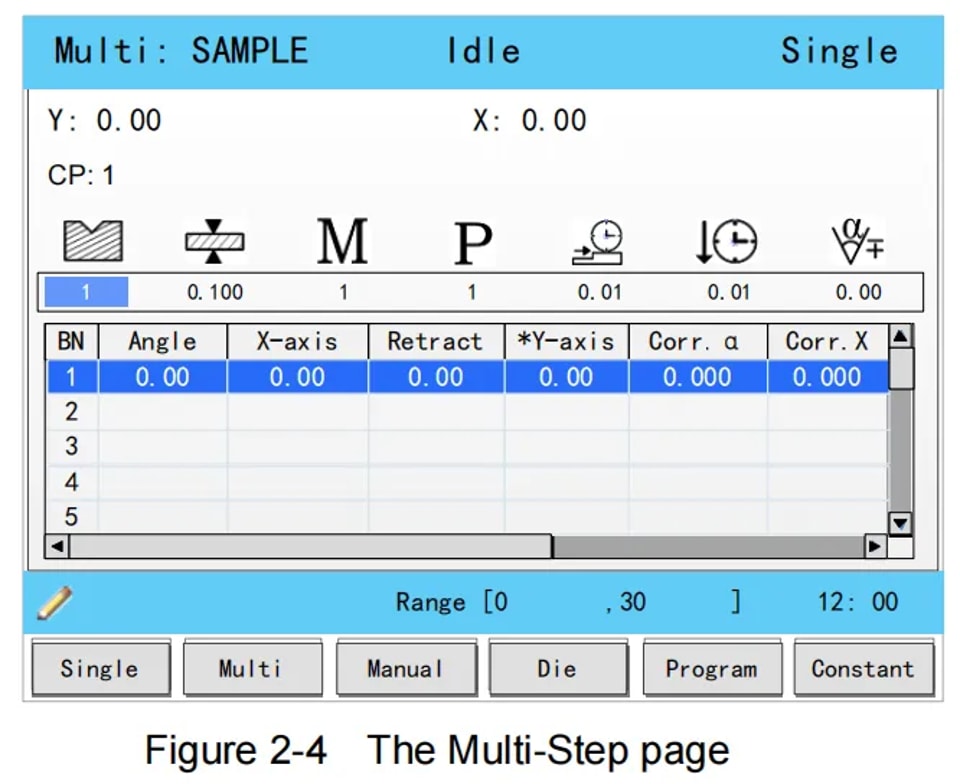
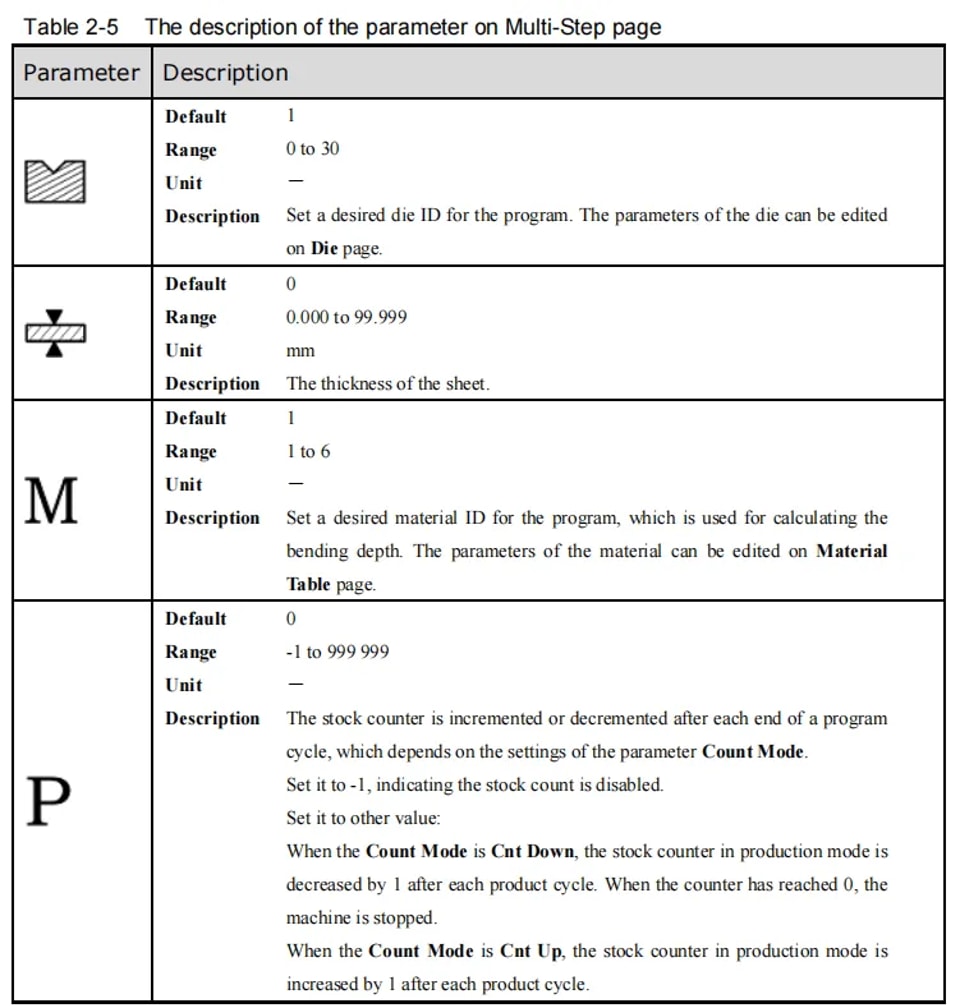
Tous les paramètres de cette page sont détaillés dans le tableau 2-5 du manuel d’utilisation officiel, que vous pouvez consulter lors du réglage et de la modification des paramètres.

Exemple pratique de programmation
Nous prenons l’exemple du pliage d’une tôle d’acier de 180 mm pour illustrer le processus de programmation multi-étapes. Cette opération de pliage nécessite deux étapes distinctes : un angle de pliage de 90° pour les segments de 120 mm et de 30 mm de la tôle, avec une épaisseur de tôle de 7,5 mm et une valeur de stock de 50 mm. Nous adoptons une programmation basée sur l’angle, réglons l’ID de la matrice sur 1 et configurons les mêmes paramètres de processus auxiliaires que dans l’exemple en une seule étape : temps de maintien 3 s, délai de retrait 2 s et distance de retrait 5 mm (type de matériau : acier, valeur 1).
Les étapes de programmation spécifiques sont les suivantes :
1. Déplacez le curseur sur le paramètre Die et saisissez 1 ;
2. Réglez le paramètre Thickness sur 7.5 ;
3. Sélectionnez le paramètre Material et saisissez 1 ;
4. Saisissez 50 pour le paramètre Stock ;
5. Réglez le paramètre Retr. DLY sur 2 ;
6. Saisissez 3 pour le paramètre Hold Time ;
7. Pour la première étape de pliage (BN 1), réglez le paramètre Angle sur 90 ;
8. Pour BN 1, réglez le paramètre de position de l’axe X sur 30 ;
9. Pour BN 1, saisissez 5 pour le paramètre de distance de retrait ;
10. Validez tous les paramètres de la première étape en appuyant sur la touche ENTER ;
11. Une boîte de dialogue contextuelle vous demandera de créer une nouvelle étape de pliage — cliquez sur OK pour confirmer ;
12. Pour la deuxième étape de pliage (BN 2), réglez le paramètre de position de l’axe X sur 120 ;
13. Pour BN 2, réglez le paramètre de distance de retrait sur 5 ;
14. Appuyez sur la touche START du panneau de commande pour lancer le processus de pliage multi-étapes.
Après les réglages ci-dessus, l’axe servo de l’ESTUN E300 effectuera automatiquement l’étalonnage de position pour chaque étape de pliage, et la production peut commencer une fois la machine prête.
Déplacement manuel des axes
La maîtrise du déplacement manuel des axes est une compétence fondamentale pour l’utilisation de l’ESTUN E300, car elle est essentielle au débogage de l’équipement et aux réglages fins de position des axes servo. Les axes servo sont entraînés par des servomoteurs, et leur déplacement manuel peut être contrôlé à l’aide des touches fléchées de la page Manual : cette opération ne nécessite pas de lancer le processus de production formel, ce qui la rend idéale pour la mise en service de l’équipement avant exploitation.
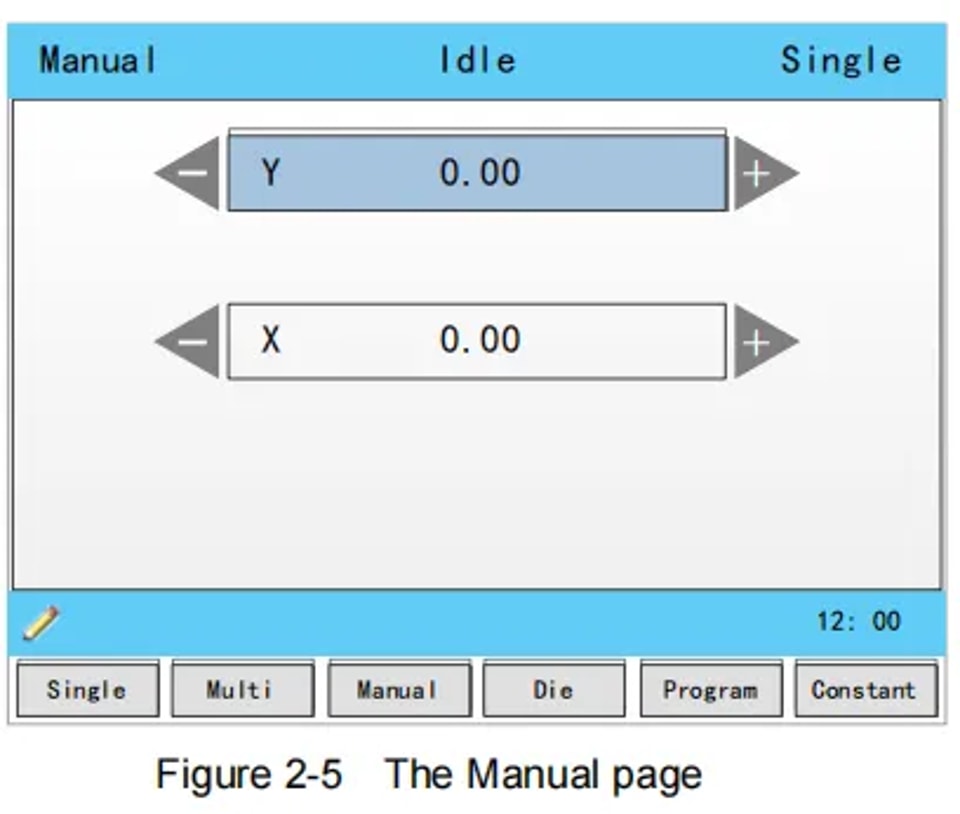
Vous pouvez accéder à la page Manual en appuyant sur la touche de fonction F3 après la mise sous tension de l’appareil (le système affiche la page par défaut). La méthode de déplacement manuel est simple :
• Appuyez sur les touches fléchées HAUT et BAS pour sélectionner l’axe servo que vous souhaitez régler ;
• Appuyez sur les touches fléchées GAUCHE et DROITE pour définir le sens de déplacement de l’axe sélectionné.
La maîtrise de cette opération de base garantit un pré-réglage précis de la machine, posant ainsi les bases de résultats de pliage exacts.
Configuration des paramètres de matrice
Lors de l’utilisation de la programmation basée sur l’angle pour les opérations de pliage, la configuration correcte des paramètres de la matrice est une condition préalable à un pliage précis. Vous pouvez accéder à la page de configuration des paramètres Die en appuyant sur la touche de fonction F4 du panneau de commande, et la méthode de réglage des paramètres est la suivante :
1. Appuyez sur les touches fléchées HAUT et BAS pour sélectionner l’ID de la matrice que vous devez configurer ;
2. Appuyez sur les touches fléchées GAUCHE et DROITE pour passer d’un paramètre réglable à l’autre de la matrice sélectionnée ;
3. Saisissez les valeurs de paramètre requises à l’aide des touches numériques du panneau de commande.
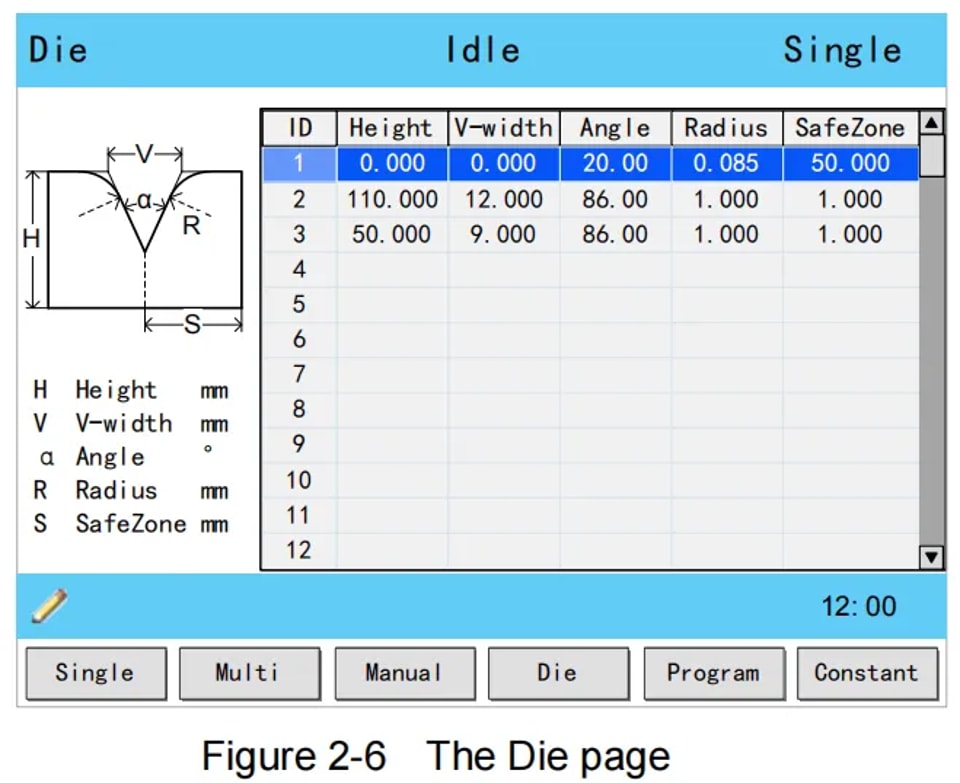
Les paramètres techniques de la matrice sont présentés dans la figure 2-7 du manuel d’utilisation, les paramètres principaux étant définis comme suit :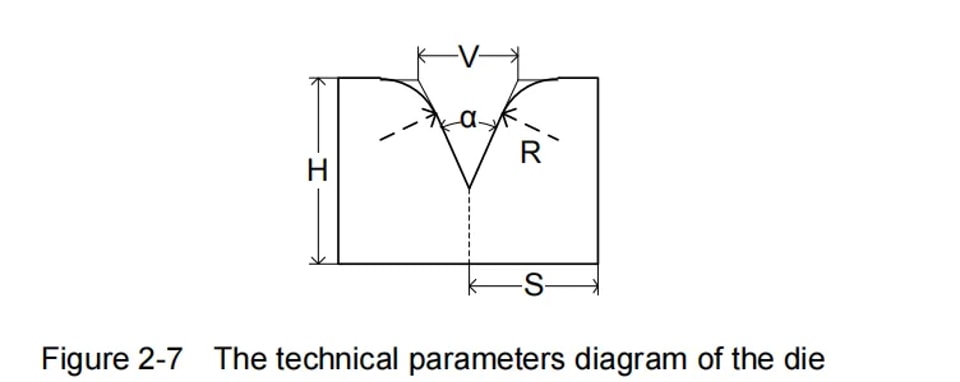
• H (hauteur de la matrice): Utilisé pour calculer la profondeur de pliage de la machine ;
• V (longueur de l’ouverture en V): La distance entre les droites tangentes d’intersection de l’ouverture en V de la matrice ;
• α (angle de pliage): L’angle fixe de l’ouverture en V de la matrice ;
• R (rayon du bord de l’ouverture en V): Le rayon de raccordement des arêtes de l’ouverture en V de la matrice ;
• S (distance de sécurité): Paramètre critique pour les machines équipées d’un axe R, conçu pour éviter les collisions entre la poignée de commande et la matrice. La distance de sécurité minimale est calculée automatiquement par le système en fonction des dimensions de la matrice selon la formule : S = FS+ V/2 (FS = la partie plane à l’arrière de la gorge en V ; V = la valeur d’ouverture de la matrice).
Méthodes de correction du pliage
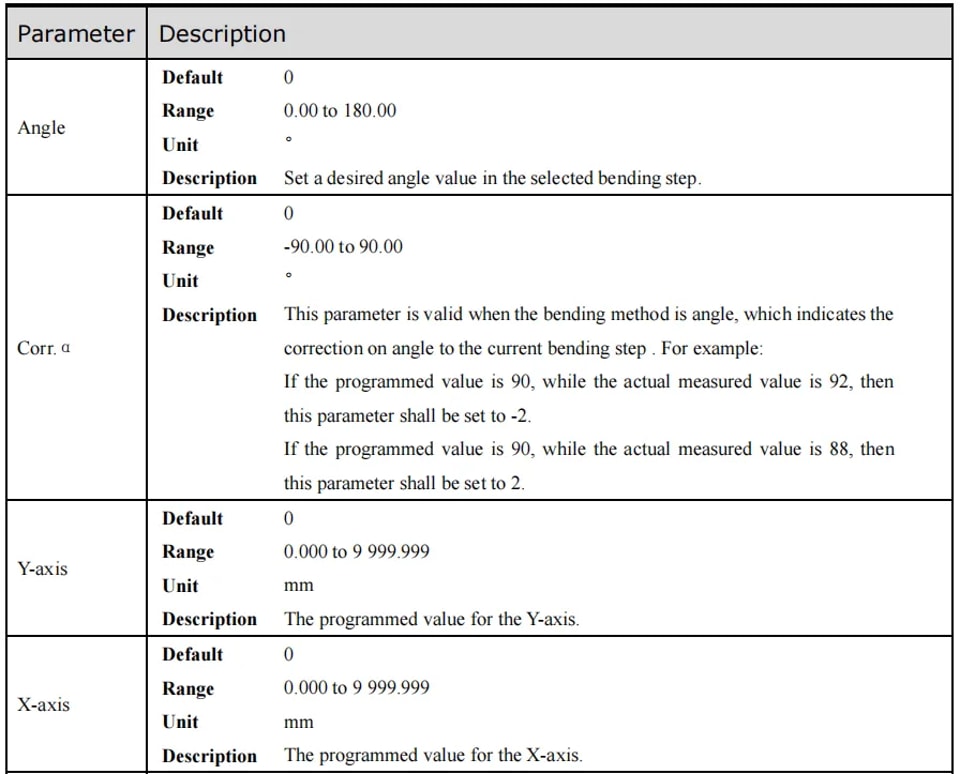
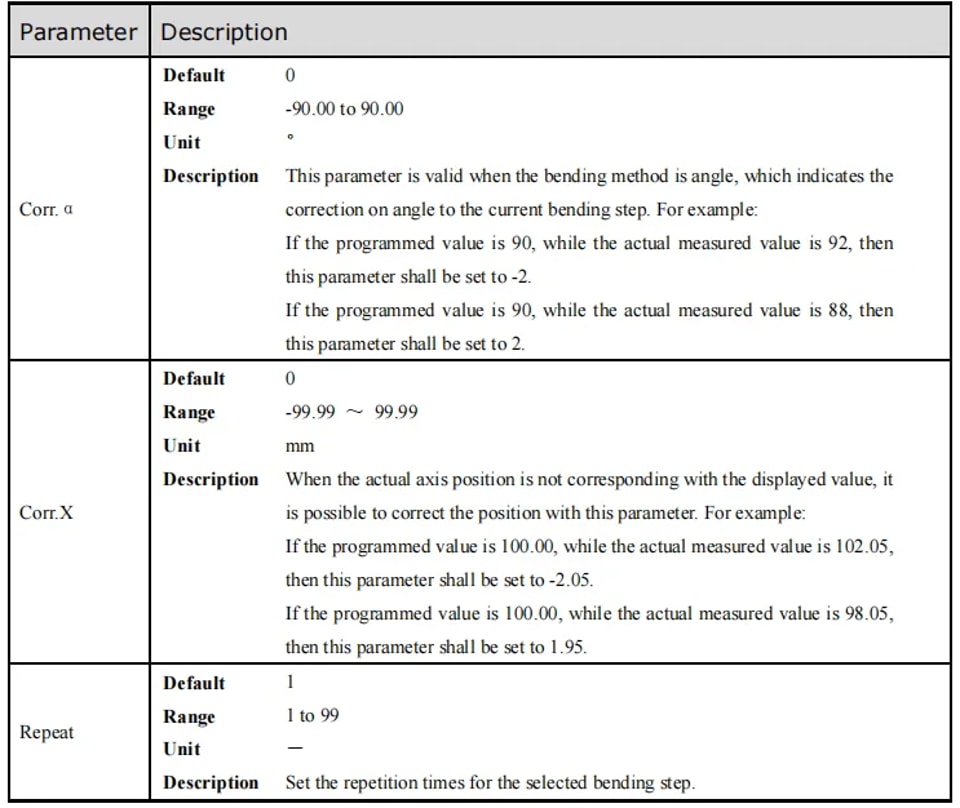
Obtenir des résultats de pliage précis avec l’ESTUN E300 repose sur la maîtrise des techniques de correction du pliage. Avant le lancement de la production, il est essentiel de procéder à la mise en service de la machine : programmez un processus de pliage simple sur la page Mono-étape et exécutez un cycle complet de pliage, puis mesurez l’angle de pliage réel, la profondeur de pliage et la distance de la butée arrière de la pièce. Comparez ces valeurs réelles aux valeurs programmées afin de déterminer si des corrections sont nécessaires. L’ESTUN E300 prend en charge trois types principaux de correction : correction d’angle, correction de l’axe Y et correction de l’axe X, chacune avec une plage de réglage et une méthode d’utilisation claires.
Correction d’angle
La plage réglable du paramètre de correction d’angle (Corr. α) est de -90 à 90. Si l’angle de pliage réel de la pièce ne correspond pas à la valeur affichée programmée, effectuez la correction selon l’écart constaté : par exemple, si l’angle programmé est de 90° mais que l’angle mesuré réel est de 92°, réglez Corr. α sur -2 ; si l’angle mesuré réel est de 88°, réglez Corr. α sur 2 afin de compenser l’écart.
Correction de l’axe Y
Le paramètre de correction de l’axe Y (Corr. Y) dispose d’une plage réglable de -99.999 à 99.999 et sert au réglage fin de la profondeur de pliage. Pour une programmation basée sur la profondeur, vous pouvez optimiser l’effet de correction en réglant Corr. Y à plusieurs reprises, en accumulant de l’expérience pratique et en mesurant la variation de profondeur de pliage par degré d’ajustement d’angle. Ce processus de réglage itératif garantit que la profondeur de pliage réelle correspond aux exigences de conception.
Correction de l’axe X
La correction de l’axe X (Corr. X) suit la même logique de base que la correction d’angle, avec une plage de réglage de -99.999 à 99.999 pour un ajustement précis de la position de la butée arrière. Par exemple, si la position X programmée est de 100.00 mm mais que la position réelle mesurée est de 102.05 mm, réglez Corr. X sur -2.05 ; si la position réelle mesurée est de 98.05 mm, réglez Corr. X sur 1.95.
Remarque : le mode de programmation Mono-étape permet d’arrêter la machine à tout moment pendant le processus de pliage, et la valeur programmée de l’axe X peut être modifiée directement — ainsi, Corr. X n’est généralement pas nécessaire pour les opérations en mono-étape. En revanche, la programmation multi-étapes implique plusieurs étapes de pliage successives, et Corr. X peut être attribué indépendamment à chaque étape pour une correction de position ciblée.
Foire aux questions (FAQ)
Comment dépanner les erreurs courantes de programmation sur l’ESTUN E300 ?
Lorsqu’une erreur de programmation ou d’utilisation survient sur l’ESTUN E300, la première étape consiste à vérifier le code d’erreur affiché à l’écran et à se reporter à la section description et solution du code d’erreur dans le manuel utilisateur officiel. En parallèle, vérifiez que toutes les connexions matérielles de l’appareil sont bien sécurisées et que tous les paramètres de processus sont configurés conformément aux exigences de pliage. La section de dépannage dédiée du manuel utilisateur fournit également des solutions détaillées aux erreurs les plus fréquemment rencontrées, ce qui constitue une référence essentielle pour résoudre les problèmes.
Comment améliorer la précision des résultats de programmation de l’ESTUN E300 ?
Pour améliorer la précision des résultats de pliage de l’ESTUN E300, l’étalonnage régulier de l’équipement est la mesure essentielle : un étalonnage réalisé en temps voulu garantit que les axes et les capteurs de la machine conservent des performances de mesure et de mouvement précises. Veillez également à ce que tous les paramètres de process et de matrice soient réglés avec exactitude selon les exigences spécifiques de pliage de la pièce, et ajustez les paramètres de correction (Corr. α, Corr. Y, Corr. X) en fonction des résultats de mesure réels. Un entretien quotidien régulier de l’équipement (par exemple, lubrification des pièces mobiles, nettoyage des capteurs) et la mise à jour en temps voulu du logiciel de fonctionnement du système jouent également un rôle essentiel dans le maintien à long terme de la précision de programmation et de pliage.
Conclusion
Maîtriser les opérations de base et les compétences de programmation de l’ESTUN E300 est la clé pour améliorer votre efficacité au travail et la précision de pliage avec ce système de commande. Ce guide a couvert toutes les connaissances essentielles pour les débutants, notamment la compréhension de la structure des pages de l’interface, la maîtrise de la programmation mono-étape et multi-étapes, l’utilisation du déplacement manuel des axes, la configuration des paramètres de matrice, l’utilisation des techniques de correction de pliage et le dépannage des erreurs courantes. En consolidant ces compétences fondamentales, vous poserez une base solide pour apprendre à l’avenir des techniques plus avancées de programmation et d’utilisation de l’ESTUN E300.
Si vous souhaitez approfondir vos compétences sur l’ESTUN E300 ou résoudre des défis spécifiques et complexes de programmation et de pliage, il est recommandé de consulter les ressources techniques officielles complètes ou de contacter l’équipe technique experte d’ESTUN. Pour obtenir des conseils opérationnels plus approfondis ou une assistance technique personnalisée, vous pouvez également accéder à la documentation et aux supports complémentaires officiels pour continuer à apprendre et améliorer vos compétences.
