- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Facteurs déterminant le rayon de pliage en tôlerie : Un guide technique complet
Facteurs déterminant le rayon de pliage en tôlerie : Un guide technique complet

Le rayon de pliage est un paramètre critique dans la fabrication de tôles, car il influence la résistance, l’aspect et la fabricabilité de la pièce. Le choix du bon rayon de pliage garantit l’intégrité structurelle tout en évitant des défauts tels que la fissuration ou la déformation. Ce document examine les principaux facteurs qui influencent le rayon de pliage en tôlerie et présente les bonnes pratiques pour des opérations de pliage optimales.
Définition du rayon de pliage
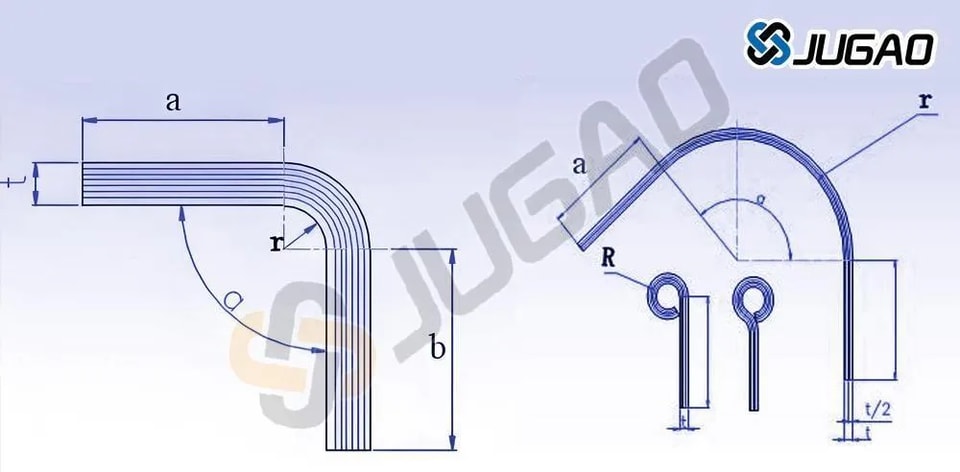
Lesrayon de pliagedésigne lerayon intérieurd’une tôle pliée. Il se mesure de la courbure intérieure du pli jusqu’à la ligne médiane de l’épaisseur du matériau.
l Pli vif (petit rayon) :Rayon quasi nul, nécessitant généralement des outillages spécialisés.
l Pli standard (rayon modéré) :Courant dans la plupart des applications.
l Pli à grand rayon :Utilisé à des fins esthétiques ou structurelles.
Facteurs clés influençant le rayon de pliage
1. Propriétés du matériau
a) Type de matériau
Différents métaux présentent des propriétés variables de ductilité et d’allongement :
l Aluminium :Plus ductile, permet des pliages plus serrés.
l Acier inoxydable :Plus dur, nécessite des rayons de pliage plus importants pour éviter la fissuration.
l Acier doux :Capacité de pliage modérée, largement utilisé dans les applications standard.
l Cuivre et laiton :Très ductiles, adaptés aux rayons serrés.
b) Épaisseur du matériau (T)
l Règle générale :Rayon de pliage minimum ≈1×T (pour les matériaux tendres)à2×T (pour les matériaux plus durs).
l Exemple :
 Aluminium de 2 mm → Rayon minimum =2 mm (1×T).
Aluminium de 2 mm → Rayon minimum =2 mm (1×T).
 Acier inoxydable de 2 mm → Rayon minimum =4 mm (2×T).
Acier inoxydable de 2 mm → Rayon minimum =4 mm (2×T).
c) Sens du grain (anisotropie)
l Le pliageparallèle au sens du grainaugmente le risque de fissuration.
l Le pliageperpendiculairement au sens du grainpermet des rayons plus serrés.
2. Outils et capacités de la machine
a) Choix du poinçon et de la matrice
l Des ouvertures de matrice en V plus petitespermettent des pliages plus serrés, mais augmentent la tonnage requise.
l Des matrices plus grandesproduisent des rayons plus importants, mais réduisent la contrainte sur le matériau.
b) Tonnage de la presse plieuse
l Les machines à tonnage plus élevé peuvent réaliser des pliages plus serrés dans des matériaux plus épais.
l Un tonnage insuffisant entraîne des pliages incomplets ou un retour élastique.
c) Matériau de l’outil et usure
l Des matrices usées ou ébréchées augmentent le risque de défauts de surface.
l Les outils en acier trempé conservent leur précision sur le long terme.
3. Méthode de pliage
l Pliage en l’air :Utilise un rayon de poinçon plus petit, ce qui donne un rayon de pliage naturel en fonction de l’élasticité du matériau.

l Pliage en fond de matrice / matriçage :Force le matériau dans la matrice, créant un rayon précis mais nécessitant une tonnage plus élevé.
l Pliage par roulage :Utilisé pour les courbes à grand rayon (par exemple, les cylindres).

4. Angle de pliage et effet de retour élastique
l Pliages serrés (angles aigus)nécessitent des rayons plus petits, mais peuvent augmenter le retour élastique.
l Compensation du retour élastiquedoit être prise en compte dans la programmation CNC.

5. Considérations sur l’état de surface et le revêtement
l Les tôles peintes ou revêtues peuvent se fissurer si le pliage est trop prononcé.
l Des traitements préalables au pliage (par exemple le recuit) peuvent améliorer la formabilité.
Calcul du rayon de pliage minimal
1. Formule empirique
Lesrayon de pliage minimal (R_min)peut être estimé comme suit : Rmin=K×T
Où :
l K= Facteur matière (0,5 pour l’aluminium doux, 2 pour l’acier inoxydable).
l T= Épaisseur du matériau.
2. Normes de l’industrie (exemples de directives)
Matériau | Rayon de pliage minimal recommandé |
Aluminium doux | 0,5 × T |
Acier doux | 1 × T |
Acier inoxydable | 2 × T |
Cuivre | 0,8 × T |
Défauts courants dus à un rayon de pliage incorrect
l Fissuration (extérieur du pli) :Due à un amincissement excessif.
l Rides (intérieur du pli) :Provoquées par un rayon trop grand dans les tôles fines.
l Retour élastique :Le matériau revient légèrement après le pliage, ce qui affecte la précision.
l Rayures de surface :Dues à un mauvais choix de matrice ou à une lubrification insuffisante.
Bonnes pratiques pour choisir le rayon de pliage optimal
l Consultez les fiches de données des matériauxpour les valeurs d’allongement et du facteur K.
l Utilisez l’outillage approprié(largeur correcte de la matrice en V, rayon du poinçon).
l Effectuez des plis d’essaiavant la production en série.
l Appliquez un lubrifiantpour réduire le frottement et les fissures.
l Envisagez des traitements après pliage(détente des contraintes, ébavurage).
Conclusion
Le rayon de pliage dans la tôle dépend dedes propriétés du matériau, de l’épaisseur, de l’outillage et de la méthode de pliage. Une sélection appropriée garantit l’intégrité structurelle, minimise les défauts et améliore la fabricabilité. En suivant les recommandations du secteur et en réalisant des plis d’essai, les fabricants peuvent optimiser leurs procédés de pliage pour obtenir des résultats de haute qualité.
