- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Réglage isométrique libre du moule de presse plieuse
Réglage isométrique libre du moule de presse plieuse


Réglage libre de la hauteur identique (pré-réglage de la hauteur du moule)
Objectif : garantir, à l’état libre, que les moules supérieur et inférieur soient à la même hauteur, afin d’éviter les erreurs de pliage ou les dommages aux moules causés par une répartition inégale de l’effort.
1. Préparation
- Couper l’alimentation de l’équipement, installer les moules supérieur et inférieur et les fixer provisoirement.

- Nettoyer l’huile ou les corps étrangers présents sur la surface du moule et s’assurer que la surface de contact est plane.
2. Réglage manuel de la hauteur
- Retirer les moules supérieurs situés à gauche et à droite.

- Utiliser un micromètre ou un détecteur laser pour mesurer la hauteur des points clés des moules supérieur et inférieur (généralement les quatre coins et le centre).

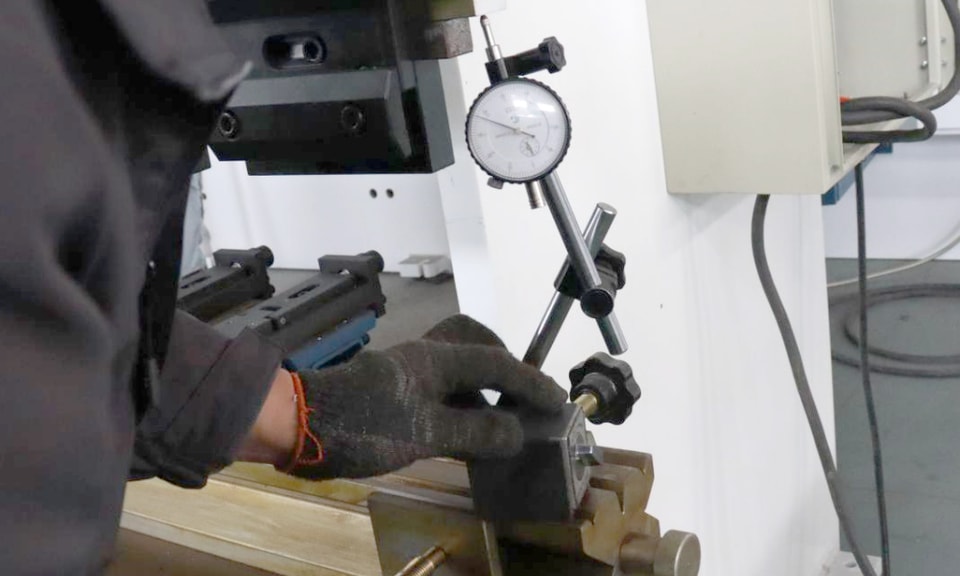
- En réglant manuellement les boulons de mise à niveau (ou les cales) sur la base du moule, l’erreur de hauteur de chaque point de mesure des moules supérieur et inférieur doit être ≤ 0,02 mm.

- Après avoir serré le boulon de réglage, effectuer une nouvelle mesure afin d’éviter tout écart dû au desserrage.
3. Vérifier le jeu et la hauteur
- Faire tourner la machine manuellement pour observer si les moules supérieur et inférieur sont en contact uniforme à la fermeture.
- Utiliser une jauge d’épaisseur pour vérifier l’écart entre les moules après fermeture afin de s’assurer qu’il n’y a ni sur-serrage local ni jeu.
<imgstyle="width:80%;padding:10px" src="https://cdn.singoo.website/websites/2c894438-ca63-4b11-8bfd-542223c47edc/1187/general/P68WNmsNB2MyThJ6/图片7.png" />
Précautions
1. Sécurité de l’opération : veillez à couper l’alimentation avant tout réglage et portez des gants et des lunettes de protection.
2. Choix des outils : privilégier des instruments de mesure de haute précision (tels que micromètres et détecteurs laser).
3. Vérification étape par étape : chaque étape du réglage doit être validée par un pli d’essai afin d’éviter les erreurs cumulées.
4. Différences entre équipements : différents modèles de presses plieuses peuvent utiliser des méthodes de compensation mécanique ou hydraulique, et il convient de se référer au manuel de l’équipement pour le réglage.
Grâce au réglage systématique des étapes ci-dessus, la précision de pliage (erreur d’angle ≤ 0,5°) et la durée de vie des moules peuvent être nettement améliorées, tandis que les rebuts de matière et l’usure des équipements sont réduits. En pratique, il faut faire preuve de souplesse selon l’expérience ; par exemple, pour les plaques épaisses ou les matériaux à haute résistance, la valeur de compensation de pression doit être augmentée de manière appropriée.
