- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Comment éviter que les tubes ne s’aplatissent pendant le cintrage ? Les conseils durement acquis d’un artisan chevronné
Comment éviter que les tubes ne s’aplatissent pendant le cintrage ? Les conseils durement acquis d’un artisan chevronné

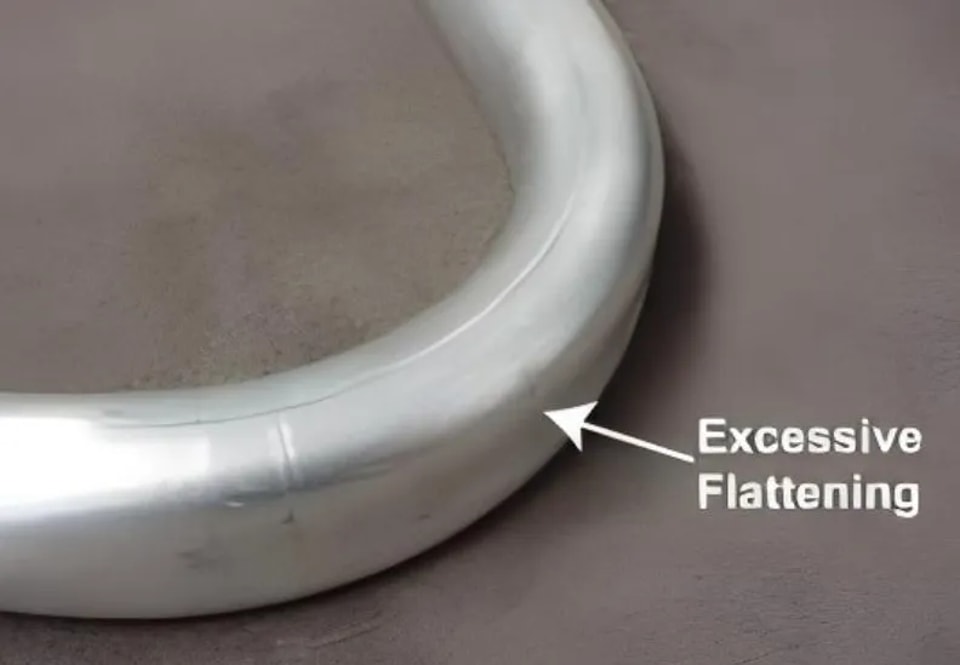
L’un des problèmes les plus agaçants du cintrage de tubes est l’« aplatissement »—le tube ne forme pas un cercle, devient ovale, voire s’écrase complètement. Non seulement c’est inesthétique, mais on ne peut plus y faire passer de boulons, et il devient inutilisable. Suivez ces conseils et vous pourrez réduire de plus de moitié les problèmes d’aplatissement.
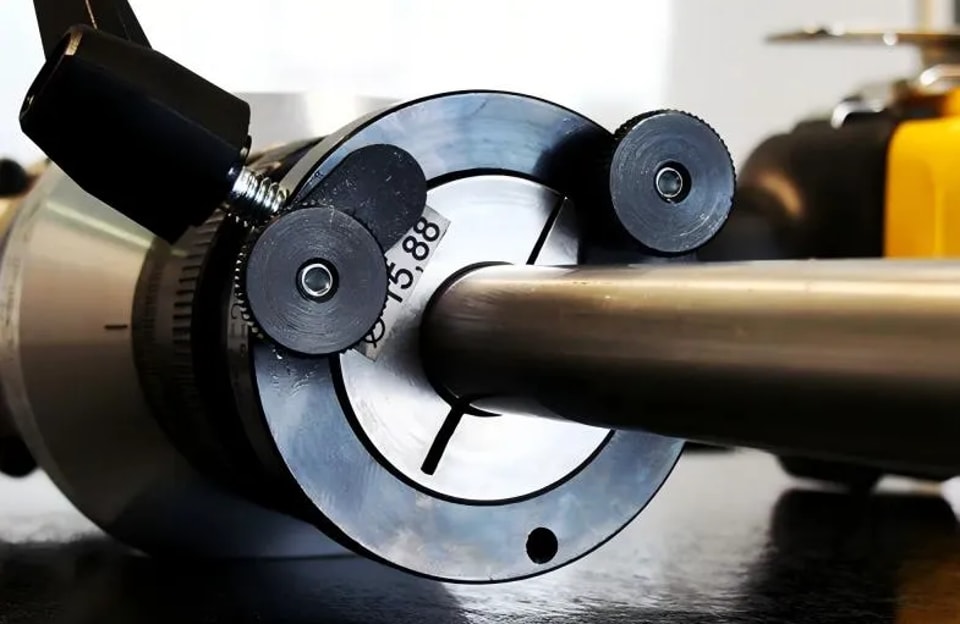
1. Ne soyez pas trop avare sur le rayon de cintrage ; le rapport R/D ne doit pas être inférieur à 3.
La cause la plus courante de l’aplatissement des tubes est un rayon trop faible. R est le rayon du centre de cintrage et D le diamètre extérieur du tube. Idéalement, R/D devrait être≥3. Si un petit rayon est nécessaire (par exemple, R/D=2), un mandrin et une matrice anti-plis sont indispensables ; ne forcez pas.
2. Un mandrin est indispensable, et son positionnement est crucial.
Pour les tubes à paroi mince ou les cintrages à petit rayon, le mandrin agit comme un « support interne ». Sans lui, la paroi intérieure ne peut pas être soutenue et l’aplatissement se produit. Alignez le centre de la première rotule du mandrin à bille avec le point tangentiel de la matrice de cintrage, en avançant de 0,5 à 1,5 mm. Trop avancé, il rayera la paroi intérieure ; trop en retrait, il n’apportera pas de soutien. Par ailleurs, le mandrin et le diamètre intérieur du tube doivent correspondre ; un grand jeu est inutile.
3. Réglez correctement l’écart entre la matrice anti-plis et la matrice de cintrage.
La matrice anti-plis doit être bien en appui contre la matrice de cintrage. L’écart doit être réglé en fonction du diamètre extérieur du tube, soit environ 0,1 à 0,2 mm (l’épaisseur d’une feuille A4). Si l’écart est trop grand, l’intérieur du tube se froissera puis s’aplatira ; s’il est trop faible, il provoquera des rayures. Après réglage, faites un essai de cintrage sur un tube ; ne vous contentez pas de l’installer et de le laisser sans surveillance.
4. La gorge du moule doit être parfaitement adaptée ; n’utilisez pas le mauvais moule.
Le rayon de la gorge du moule de cintrage doit être égal à la moitié du diamètre extérieur du tube. Si la gorge est trop grande, le tube bougera à l’intérieur et s’aplatira facilement ; si elle est trop petite, le forcer la déformera directement. Lorsqu’on change de diamètre de tube, le moule doit être changé en conséquence ; n’essayez pas de faire avec ce que vous avez.

5. Évitez d’utiliser des tubes trop fins ou trop souples.
Les parois fines ont tendance à s’aplatir pendant le cintrage. Lors du choix du matériau, calculez le rapport D/t (diamètre extérieur/épaisseur de paroi). Un rapport supérieur à 40 indique un tube à paroi mince, nécessitant un mandrin. Les tubes en cuivre et en aluminium souples ont tendance à s’aplatir après le recuit ; pensez à utiliser des remplissages (sable, ressorts de cintrage) ou des matériaux plus durs.
6. Évitez des vitesses de cintrage excessives.
Une vitesse trop élevée empêche la déformation du matériau, provoquant une traction à l’extérieur et un écrasement à l’intérieur, ce qui entraîne facilement un aplatissement. Réduisez la vitesse à 30 %–50 %, surtout au stade initial, afin de laisser le temps au matériau de s’écouler uniformément.
7. Ne lésinez pas sur le lubrifiant de cintrage.
Une lubrification insuffisante augmente le frottement entre la matrice et le tube, ce qui accroît la tension et la pression, et aggrave l’aplatissement. Utilisez un lubrifiant de cintrage dédié, en l’appliquant uniformément sur le mandrin et les surfaces de la matrice.
Pour éviter l’aplatissement, il y a trois points essentiels :① Le soutien (utilisation d’un mandrin et d’une matrice anti-plis)②Une rotation fluide (ajustement de la matrice et lubrification appropriée)③Un mouvement stable (rayon suffisant et faible vitesse). Commencez par cintrer une pièce pour tester l’ovalisation (généralement exigée à 8 %–10 % maximum) avant la production en série.
