- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Si l’entretien des roulements de la cintreuse de tubes est insuffisant, vous n’obtiendrez pas un angle stable
Si l’entretien des roulements de la cintreuse de tubes est insuffisant, vous n’obtiendrez pas un angle stable

Les roulements peuvent sembler peu visibles sur une cintreuse de tubes, mais leur état détermine directement la précision. Voici une explication claire, classée par ordre d’impact.
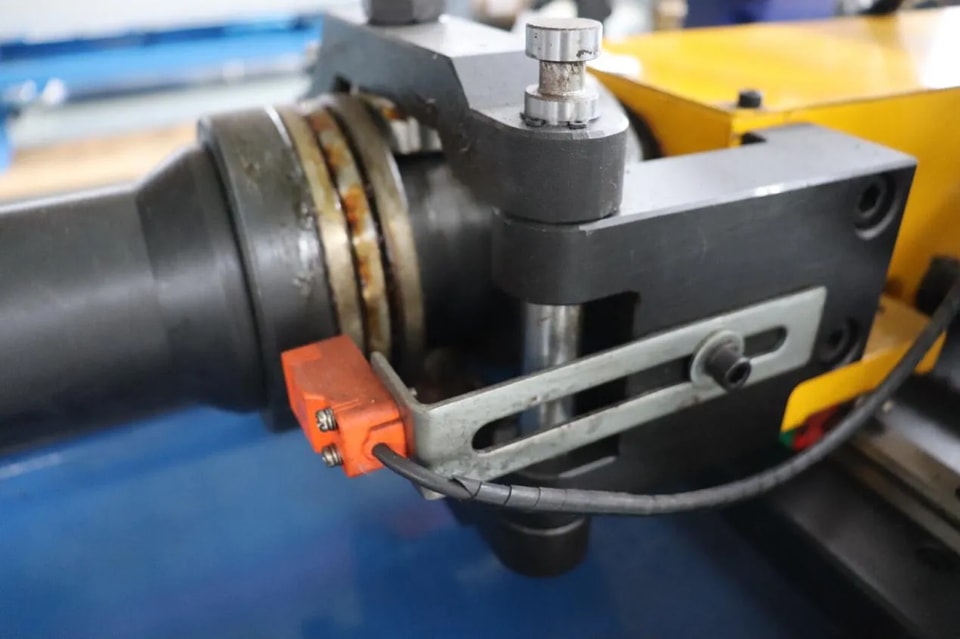
1. Usure du roulement de la broche du bras de cintrage→ Écart angulaire instable
Dès qu’il y a du jeu dans le roulement de la broche, le bras de cintrage se met à vaciller pendant la rotation. L’encodeur est installé côté moteur et mesure l’angle de rotation du moteur, mais en raison du jeu du roulement, le bras de cintrage réel peut tourner légèrement moins ou davantage. Si vous réglez 90 degrés, la sortie peut être de 88 ou 93 degrés, et chaque pièce sera différente. Régler la compensation du jeu ou le programme est inefficace.—La cause profonde est le desserrage du roulement.
2. Endommagement du roulement d’appui de la vis d’alimentation→ Les dimensions de longueur varient d’un jour à l’autre
La vis mère du mécanisme d’alimentation est supportée par des roulements aux deux extrémités. Lorsque les roulements s’usent, la vis mère présente un jeu axial, ce qui entraîne des distances d’avance irrégulières.—Par exemple, 500 mm aujourd’hui et 498 mm demain. Pour les tubes comportant plusieurs coudes, l’espacement entre chaque cintrage devient irrégulier, ce qui entraîne des trous mal alignés lors de l’assemblage final. Il suffit de mesurer la précision de repositionnement répétée pour le constater.—tout ce qui dépasse±0,3 mm signifie qu’il est temps de vérifier les roulements.
3. Grippage du roulement de la roue de guidage de la tige de noyau→ Rayures sur la paroi interne du tube
Le mandrin doit entrer et sortir de l’intérieur du tube. Si les roulements de la roue de guidage grippent ou se bloquent, la tige de mandrin sera tirée de force, provoquant rapidement des rayures de surface. À chaque entrée et sortie de la tige de mandrin rayée, des marques sont laissées sur la paroi interne du tube, ce qui entraîne une forte hausse du taux de rebut. Pire encore, le blocage du roulement peut provoquer une extension imprécise du mandrin, entraînant l’écrasement ou le plissement du tube lors du cintrage.
4. Le jeu des roulements peut amplifier d’autres défauts
Le moule était seulement légèrement usé, avec un écart angulaire de seulement 0,3 degré. Cependant, dès que le roulement de broche se desserre, cet écart peut passer à 2 ou 3 degrés. Beaucoup de personnes passent des heures à ajuster désespérément les programmes et à modifier les valeurs de cintrage, pour finalement se rendre compte qu’il s’agissait d’un problème de roulement. Vérifiez toujours d’abord le roulement, puis ajustez le moule.—de’ne pas inverser l’ordre.
5. La méthode d’entretien n’est en réalité pas compliquée
Utilisez un comparateur à cadran pour mesurer le faux-rond de la face d’extrémité de la broche et le faux-rond axial en poussant et en tirant d’un quart de tour à chaque fois. Si le faux-rond dépasse 0,05 mm, préparez-vous à remplacer le roulement.
Dès que vous entendez des bruits de « clac » ou de frottement aigu, n’attendez pas—ouvrez et inspectez.
N’utilisez pas la graisse au hasard : utilisez une graisse haute vitesse pour les roulements à grande vitesse et une graisse extrême pression pour les applications lourdes à basse vitesse, car les mélanger revient pratiquement à ne rien appliquer.
Lors du remplacement des roulements, utilisez des outils spécialisés pour le montage en pression. Ne les frappez pas directement au marteau. Les nouveaux roulements qui auront été martelés présenteront déjà des dommages internes.

Les roulements sont les articulations d’une cintreuse de tubes. Si les articulations sont lâches, les mains et les pieds ne fonctionneront pas correctement. Quelle que soit la qualité du moule et la précision du programme, la précision ne sera pas stable si le roulement n’est pas en bon état. Démonter et inspecter les roulements clés une fois par an lors des grosses révisions est plus efficace que d’ajuster le programme 100 fois.
