- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Si la température de la cintreuse de tubes est incorrecte, neuf fois sur dix les tubes seront bons pour la ferraille.
Si la température de la cintreuse de tubes est incorrecte, neuf fois sur dix les tubes seront bons pour la ferraille.

Au fil des années, j’ai constaté que beaucoup d’opérateurs négligent complètement la température. Ils mettent les tubes directement dans la machine alors qu’ils sont encore froids, et ne se soucient pas de savoir si la température de l’huile est trop élevée. Le résultat : des tubes qui se fissurent ou se plissent, sans même comprendre pourquoi. La température n’est pas un problème énorme, mais elle peut être fatale.
1. Les tubes se fissurent au cintrage à cause des basses températures
C’est particulièrement visible en hiver. L’acier au carbone et l’acier inoxydable perdent leur plasticité à basse température et deviennent rigides. Lorsque la cintreuse applique une force, la face externe s’étire et des fissures apparaissent immédiatement. Un examen attentif de la surface extérieure du coude révèle de nombreuses microfissures ; des fissures graves peuvent même traverser le tube.
Solution : En hiver, laissez les tubes se réchauffer dans l’atelier pendant une journée, ou utilisez un chauffage pour porter la température au-dessus de 15°°C avant le cintrage. Ne soyez pas paresseux sur ce point.
2. Une mauvaise température de l’huile hydraulique provoque un mouvement angulaire irrégulier
L’huile hydraulique est le sang vital d’une cintreuse ; sa température influe directement sur la stabilité du fonctionnement.
Température de l’huile trop basse (<15℃°C) : l’huile devient trop visqueuse, ce qui rend le déplacement du bras de cintrage saccadé et irrégulier. Une compression inégale à l’intérieur du tube produit des lignes ondulées.
Température de l’huile trop élevée (>55℃°C) : l’huile devient trop fluide, ce qui entraîne des fuites internes et une chute de pression. Un cintrage à 90 degrés peut ne produire qu’un retour à 85 degrés, avec des angles incohérents d’un tube à l’autre.
Après le démarrage de la machine, laissez-la tourner au ralenti pendant 5 à 10 minutes pour la réchauffer. En fonctionnement continu, surveillez le thermomètre d’huile. Si la température dépasse 50℃, mettez en marche le refroidisseur d’huile ou le ventilateur pour abaisser la température. La plage de 35 à 45℃ est la plus confortable.
3. Surchauffe et rayures sur la surface du tube dues au frottement
Lors du cintrage continu à grande vitesse, le tube et la matrice frottent l’un contre l’autre à grande vitesse, ce qui fait monter localement la température au-delà de 100°°C. À ce stade, le film d’huile de cintrage est brûlé, entraînant un frottement direct métal contre métal. De larges rayures apparaissent sur la surface du tube, et une couche de copeaux métalliques adhère à la matrice, la situation s’aggravant avec le grattage continu.
Ne serrez pas le cycle trop fortement ; laissez à la matrice un certain temps pour refroidir. Utilisez une huile de cintrage spéciale résistante aux hautes températures ; n’utilisez pas d’huile machine ordinaire.
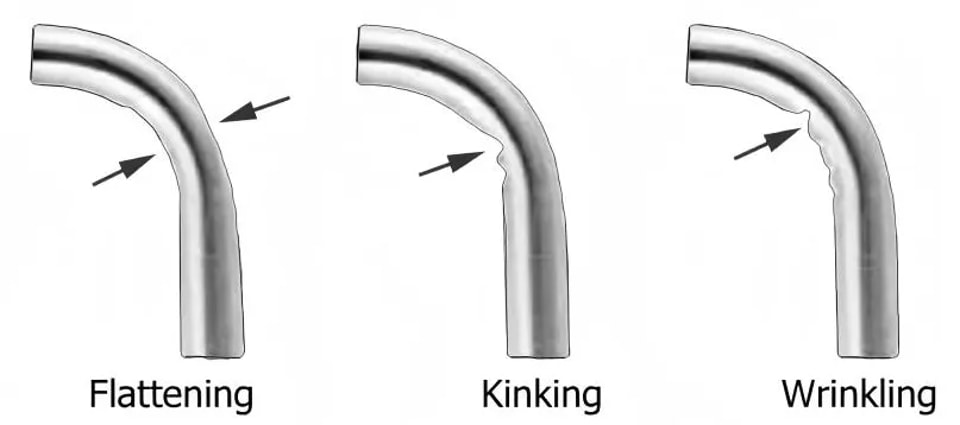
4. Chauffage localisé pendant le cintrage : un mauvais contrôle de la température entraîne de grands plis
Certains procédés utilisent le chauffage par induction pour assister le cintrage. Si la température devient trop élevée (dépassant la température de recristallisation du matériau), la face interne du tube devient aussi molle que des nouilles, au lieu d’être comprimée et de former de grands plis. L’épaisseur de la paroi externe diminue également fortement, ce qui la rend sujette aux fissures.
Lors de l’utilisation de procédés de cintrage à chaud, un thermomètre infrarouge doit être utilisé pour une surveillance en temps réel. Le chauffage doit être arrêté dès que la température est atteinte ; ne vous fiez pas aux approximations.

La température est quelque chose auquel personne ne prête vraiment attention, mais elle peut vraiment ruiner votre travail. Préchauffez les tubes s’ils sont froids, refroidissez l’huile si elle est trop chaude, et réduisez la vitesse en ajoutant un lubrifiant adapté s’il y a trop de frottement. En faisant ces trois choses, vous réduirez les fissures, les plis et les rayures d’au moins moitié.
