- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Si le PLC de votre cintreuse de tubes tombe en panne, ne vous précipitez pas pour remplacer des pièces. Utilisez cette méthode de dépannage pour une solution rapide et précise.
Si le PLC de votre cintreuse de tubes tombe en panne, ne vous précipitez pas pour remplacer des pièces. Utilisez cette méthode de dépannage pour une solution rapide et précise.

Si votre cintreuse de tubes s’arrête soudainement ou si l’angle change de manière erratique, il ne s’agit très probablement pas d’un problème mécanique, mais plutôt d’une alarme du PLC. Ce PLC est le cerveau de la machine ; toutes les actions sont contrôlées par lui. En cas de dysfonctionnement, la machine fonctionnera de manière chaotique. Voici une méthode que j’ai accumulée au fil des ans. En suivant cette logique, la plupart des problèmes peuvent être identifiés en une demi-heure.
1. Vérifiez d’abord l’alarme, ne devinez pas.
Lorsque la machine déclenche une alarme, votre premier réflexe ne doit pas être d’ajuster les paramètres, mais de noter le code d’alarme affiché sur l’IHM. De nombreux codes d’alarme indiquent directement quel capteur ou quel axe présente un dysfonctionnement. Un fabricant a ajouté une temporisation au PLC ; une fois le délai écoulé, la machine s’est arrêtée, mais l’écran restait normal—tout cela à cause d’un seul code d’alarme, dont la découverte a pris beaucoup de temps.

II. Dépannez dans l’ordre, ne partez pas dans tous les sens
① Essayez de redémarrer
C’est l’étape la plus simple et la plus efficace. Éteignez la machine, attendez 20 à 30 secondes, puis redémarrez-la. De nombreux problèmes de communication disparaîtront ainsi. Ne vous précipitez pas pour démonter quoi que ce soit.
②Effectuez une remise à zéro pour ramener la machine à son origine
Parfois, les signaux des capteurs sont décalés, ou les codeurs ont accumulé des erreurs. Réinitialiser manuellement tous les axes à leur origine mécanique peut résoudre le problème.
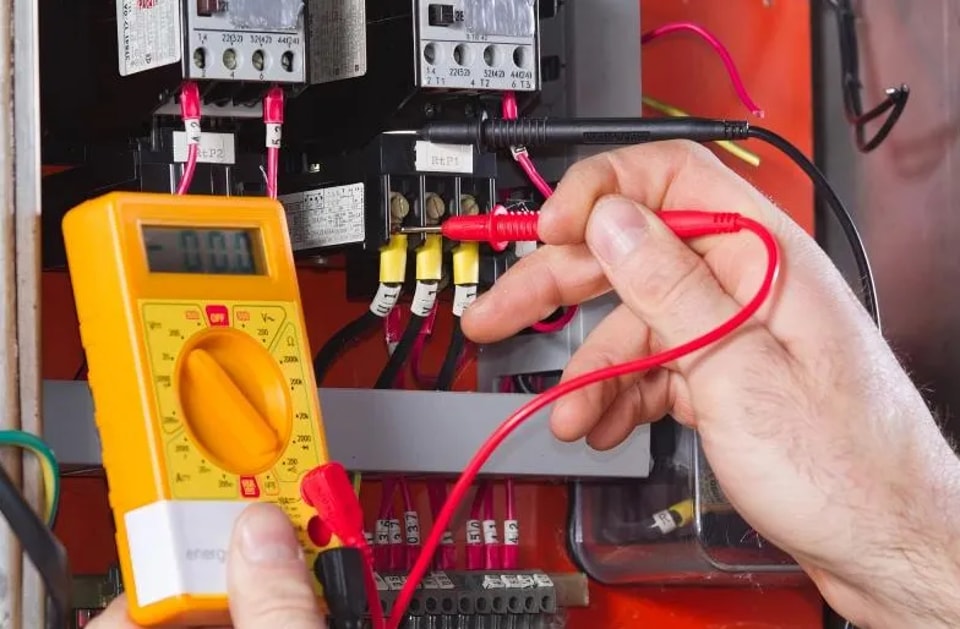
③Vérifiez l’alimentation électrique et le câblage
La plupart des pannes de PLC sont dues à des problèmes d’alimentation ou de câblage. Une tension instable, des fiches desserrées ou une alimentation vieillissante peuvent amener le PLC à mal interpréter les signaux. Par exemple, une cintreuse de tubes dépassait sans cesse l’angle cible ; remplacer les capteurs n’a rien changé. Il s’est avéré que le condensateur de filtrage de l’alimentation 24 V était insuffisant ; l’ajout d’un condensateur en parallèle a résolu le problème. Utilisez un multimètre pour mesurer la sortie 24 V ; si elle est instable, remplacez d’abord l’alimentation. Ne vous empressez pas de remplacer les modules.
④Vérifiez les signaux des capteurs
Sur la page de diagnostic de l’IHM, surveillez l’état d’entrée de chaque capteur un par un. Les capteurs de serrage mal alignés, les fins de course de broche non déclenchés et les signaux d’encodeur fluctuants—sont facilement identifiables sur la page de diagnostic. Si le signal fluctue de manière instable, un capteur défectueux ou un câble desserré est probablement en cause. Faites la distinction entre les problèmes logiciels et matériels ; la méthode d’élimination est un bon moyen de localiser les pannes [15†L5-L8].
⑤Vérifiez le câble de communication.
Un câble de communication desserré ou rompu entre le variateur servo et le PLC peut également provoquer l’arrêt de la machine. Rebranchez le connecteur et vérifiez les voyants lumineux.
⑥Vérifiez la charge externe et assurez-vous que tous les arrêts d’urgence et interrupteurs de fin de course sont réarmés.
Souvent, une machine s’arrête non pas à cause d’une panne majeure, mais parce que le bouton d’arrêt d’urgence a été actionné par erreur ou qu’une porte de sécurité n’était pas correctement fermée. Ces petits détails sont souvent faciles à négliger.
III. Plusieurs solutions rapides
1. Ajoutez un gros condensateur de filtrage : si la sortie de l’alimentation à découpage est instable, un condensateur de 2200 microfarads peut être branché en parallèle sur la borne de sortie 24 V afin d’absorber les fluctuations.
2. Rechargez le programme : si le fichier du programme est corrompu, il suffit de l’écraser avec une sauvegarde.
3. Calibrez le capteur : si le signal du capteur est inexact, il doit être recalibré à zéro.
IV. Quelques points à surveiller dans les opérations quotidiennes
1. Sauvegardez régulièrement le programme du PLC. La perte du programme signifie qu’il faudra faire réécrire l’ensemble de la machine par le fabricant, ce qui est fastidieux et coûteux.
2. Gardez l’armoire électrique sèche et bien ventilée. Les modules PLC sont sujets aux problèmes dans les environnements à haute température et à forte humidité.
3. Mettez en place un système d’inspection. Vérifiez quotidiennement le câblage dans l’armoire électrique et resserrez toute connexion desserrée.
V. Un plan de secours
Si les méthodes ci-dessus échouent, essayez d’abord une sauvegarde antérieure du programme et réinstallez-la. Si le problème persiste, notez les codes de panne et les symptômes sur l’IHM et contactez le support technique du fabricant. De nombreux équipements prennent désormais en charge le diagnostic à distance, ce qui est beaucoup plus rapide que d’envoyer quelqu’un sur site.

La plupart des pannes de PLC sont d’origine électrique, provenant de problèmes liés aux périphériques tels que les alimentations, le câblage et les capteurs. Toutefois, certains problèmes sont causés par des blocages logiciels, comme des verrous temporels ou des erreurs logiques, qui ne peuvent pas être résolus par le remplacement du matériel. Si vous n’êtes pas compétent en réparation de circuits, la reprogrammation et la restauration des paramètres sont vos outils les plus pratiques. Commencez par les périphériques avant de passer au cœur du système ; il est essentiel d’aiguiser ses outils avant de couper du bois.
