- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Le rayon de cintrage de votre cintreuse est-il incorrect ? Ne vous contentez pas d’ajuster le programme ; vérifiez d’abord ces points.
Le rayon de cintrage de votre cintreuse est-il incorrect ? Ne vous contentez pas d’ajuster le programme ; vérifiez d’abord ces points.

Lorsque le rayon des tubes cintrés fluctue ou ne correspond pas aux plans, la première réaction de beaucoup de personnes est de modifier le programme. Cependant, bien souvent, le problème ne vient pas du programme, mais plutôt des points suivants.

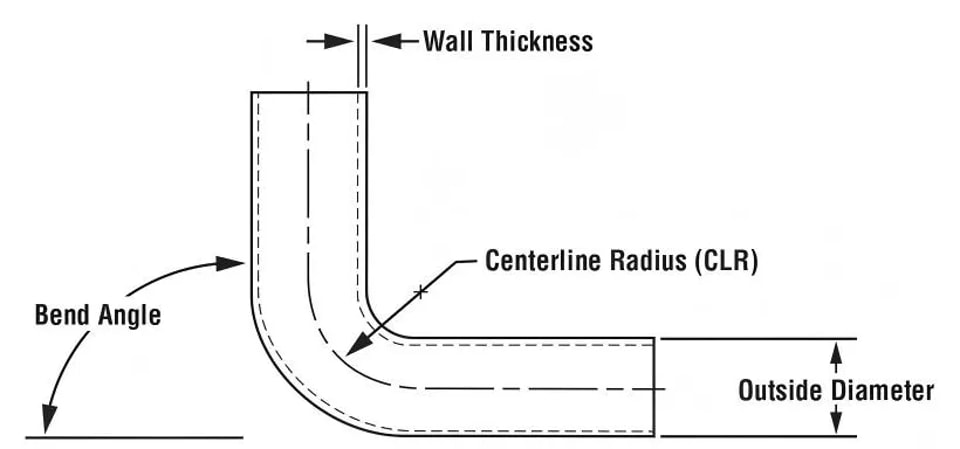
1. Mauvais choix du rayon de l’outillage de cintrage– L’erreur la plus élémentaire
Le rayon de gorge de l’outillage de cintrage détermine le rayon de cintrage du tube. L’utilisation du mauvais outillage rendra tout réglage inutile.
Solution : assurez-vous que la valeur R de l’outillage correspond au plan. Changer le diamètre du tube nécessite de changer l’outillage ; ne faites pas de compromis.
2. Compensation du retour élastique insuffisante– Incompatibilité du matériau
Le tube subit un léger retour élastique après le cintrage, ce qui entraîne un rayon réel supérieur à celui de l’outillage. L’acier à haute résistance et l’acier inoxydable présentent un retour élastique particulièrement marqué.
Solution : mesurez le rayon réel après un cintrage d’essai et augmentez l’angle de cintrage dans le programme (par exemple, cintrer de 90° à 92°). Notez les valeurs de compensation du retour élastiquepour différents matériaux afin de les réutiliser ultérieurement.
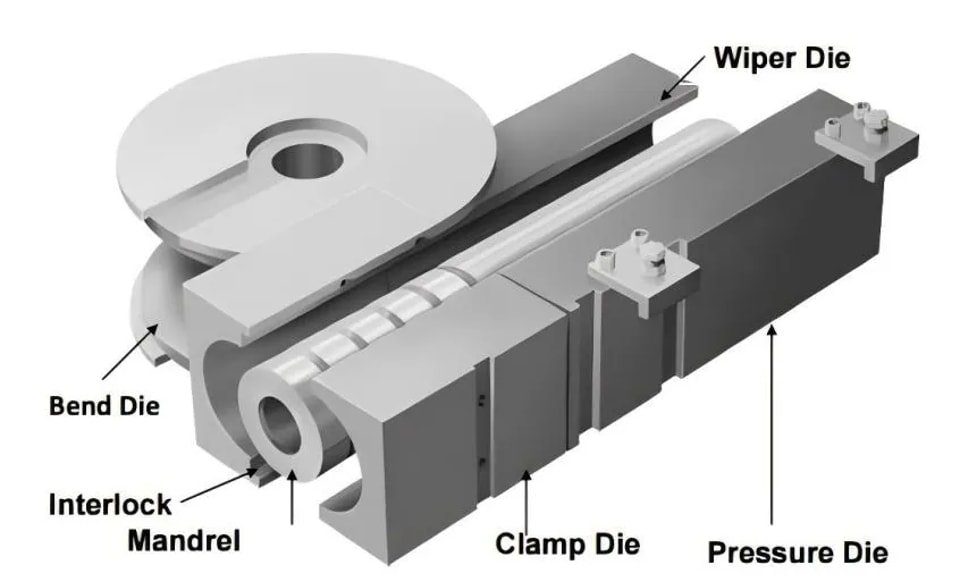
3. Mauvais positionnement du mandrin– Les petits rayons entraînent inévitablement un écrasement
Pour les tubes à paroi mince avec un rapport R/D inférieur à 3, le côté intérieur s’écrasera inévitablement sans mandrin ou si l’avancée du mandrin est insuffisante, ce qui entraînera un rayon déformé.
Solution : alignez le centre de la première rotule du mandrin à embout sphérique avec le point tangent de l’outillage de cintrage, 0,5 à 1,5 mm avant celui-ci. Une avance excessive rayera la paroi intérieure ; une avance insuffisante n’apportera pas de support. 4. Jeu excessif entre la matrice anti-plis et l’outillage de cintrage– Écart de rayon après froissement
Le froissement interne modifie l’écoulement du matériau, ce qui provoque un écart du rayon de cintrage réel.
Solution : réglez le jeu entre la matrice anti-plis et l’outillage de cintrage à 0,1-0,2 mm (l’épaisseur d’une feuille A4), afin d’assurer un ajustement serré sans coincement.

5. Force de serrage insuffisante– Glissement du tube
Si la force de serrage est insuffisante, le tube glisse dans l’outillage de cintrage, ce qui entraîne un rayon de cintrage supérieur à la valeur réglée.
Solution : augmentez progressivement la pression de serrage jusqu’à ce qu’il n’y ait plus de traces de glissement sur la surface du tube. En même temps, nettoyez la surface de travail de l’outil de serrage.
6. Vitesse de cintrageTrop élevée– Déformation insuffisante
Une vitesse excessive empêche un écoulement uniforme du matériau, ce qui entraîne un rayon instable.
Solution : réduisez la vitesse à 30 % - 50 %, en particulier pour les cintrages à petit rayon.
7. Usure de l’outillage– Perte de précision des anciens outillages
L’usure de la gorge de l’outillage de cintrage réduit l’ajustement du tube, ce qui entraîne naturellement un rayon imprécis.
Solution : inspectez régulièrement les surfaces de travail du moule ; si l’usure dépasse la tolérance, réparez-le ou remplacez-le.
Séquence rapide de dépannage
1. Vérifiez la valeur R du moule→ 2. Mesurez le retour élastique et corrigez la surcintrage→ 3. Ajustez la position du mandrin→ 4. Réglez le jeu de la matrice anti-plis→ 5. Vérifiez la force de serrage→ 6. Effectuez un essai de pliage à vitesse réduite→ 7. Remplacez le moule usé
Si le rayon de pliage est inexact, il y a 70 % de chances que le problème vienne du moule et du mandrin ; ne vous concentrez pas uniquement sur le réglage du programme.
