- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Raisons d'une profondeur de pliage inégale sur les presses plieuses
Raisons d'une profondeur de pliage inégale sur les presses plieuses

Table des matières
• Causes courantes d’une profondeur de pliage irrégulière sur les presses plieuses
○ Épaisseur inégale des tôles
○ Mauvais alignement de l’outillage
• Facteurs liés à la machine affectant la précision de la profondeur de pliage
○ Pression hydraulique instable
○ Écarts de parallélisme du coulisseau
• Problèmes de butée arrière et de programmation CNC
○ Erreurs de positionnement de la butée arrière
○ Configurations incorrectes des paramètres CNC
• Guide de dépannage étape par étape pour une profondeur de pliage irrégulière
○ Étape 1 : vérifier l’uniformité du matériau
○ Étape 2 : examiner l’installation de l’outillage
○ Étape 3 : vérifier la précision de la butée arrière
○ Étape 4 : inspecter les composants hydrauliques et mécaniques
• Questions fréquemment posées
○ Pourquoi un côté de la tôle se plie-t-il plus profondément sur la presse plieuse ?
○ L’épaisseur du matériau peut-elle entraîner une profondeur de pliage irrégulière sur les presses plieuses ?
○ Comment calibrer une presse plieuse pour éliminer une profondeur de pliage irrégulière ?
○ Un entretien préventif régulier peut-il éviter une profondeur de pliage irrégulière ?
• Conclusion
La profondeur de pliage irrégulière est un problème fréquent dans les ateliers de transformation de la tôle, qui se manifeste par des profondeurs de pliage incohérentes selon les différentes zones d’une même pièce. Dans la plupart des cas, cette panne n’est pas causée par un seul facteur, mais par l’effet combiné de plusieurs problèmes. D’après l’expérience pratique, la profondeur de pliage irrégulière des presses plieuses est le plus souvent attribuée à un mauvais alignement de l’outillage, à une épaisseur de tôle inégale, à un positionnement imprécis de la butée arrière ou à une pression hydraulique instable. Cet article présente en détail les causes typiques de ce problème et partage des méthodes de dépannage pratiques pour retrouver une précision de pliage stable et garantir une efficacité de production constante.
Causes courantes d’une profondeur de pliage irrégulière sur les presses plieuses
Avant de régler la presse plieuse, la première étape consiste à identifier la cause racine. Une profondeur de pliage irrégulière provient généralement d’une défaillance mécanique, d’une anomalie du système hydraulique ou d’un mauvais réglage de l’équipement.
Épaisseur inégale des tôles

L’une des causes les plus courantes, mais aussi les plus facilement négligées, est l’épaisseur inégale des tôles brutes. Même une très faible différence d’épaisseur sur la longueur de la tôle entraîne des variations de profondeur de pliage pendant l’opération.
Face à ce problème, j’utilise généralement un micromètre pour mesurer l’épaisseur de la tôle à plusieurs endroits. Une variation d’épaisseur évidente provoquera inévitablement des angles et des profondeurs de pliage irréguliers sur la presse plieuse.
Solutions pour réduire ce problème :
• Utiliser des tôles issues du même lot de production
• Vérifier l’épaisseur des tôles avant la production
• Ajuster les paramètres de pliage en cas de variation d’épaisseur
Une qualité de matière première stable est la garantie de base pour obtenir des effets de pliage uniformes.
Mauvais alignement de l’outillage
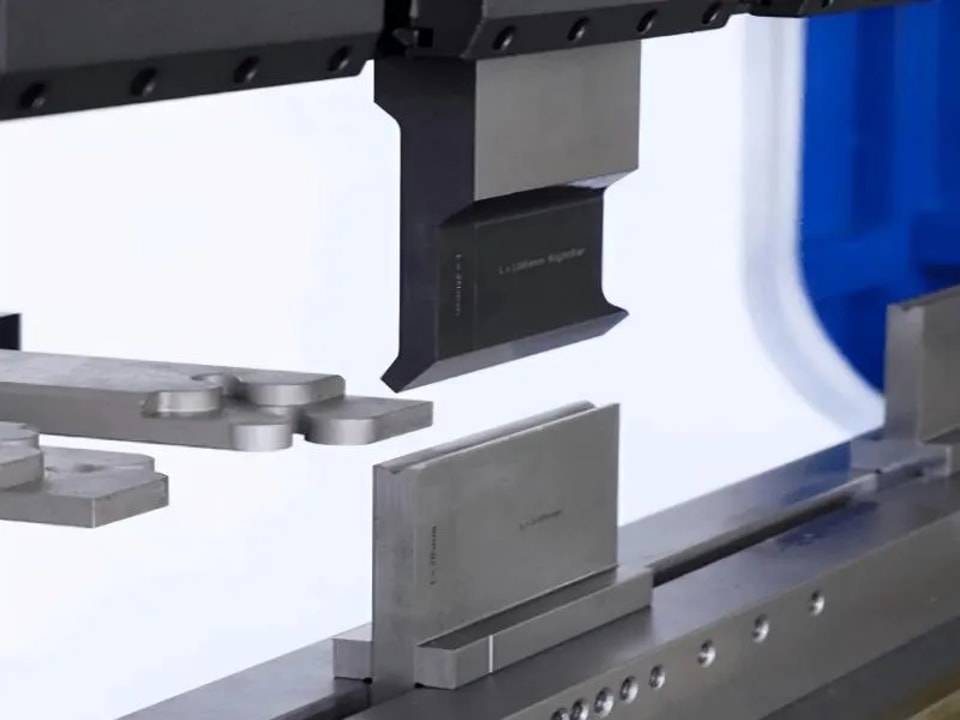
Un mauvais alignement entre le poinçon et la matrice est une autre cause majeure de profondeur de pliage irrégulière sur les presses plieuses.
Si le poinçon et la matrice ne sont pas parfaitement centrés ou maintenus parallèles, les contraintes exercées sur les deux côtés de la tôle seront déséquilibrées, ce qui entraînera un pli plus profond d’un côté et moins profond de l’autre.
Points de contrôle clés lors de l’installation de l’outillage :
• Vérifier si le poinçon et la matrice sont correctement installés
• Vérifier si le dispositif de serrage fixe fermement l’outillage
• Vérifier si la longueur de l’outillage correspond à la plage de pliage
Le moindre écart d’alignement réduira considérablement la précision de pliage.
Facteurs liés à la machine affectant la précision de la profondeur de pliage
Dans certains cas, la profondeur de pliage irrégulière est due à l’équipement lui-même, plutôt qu’aux matières premières ou à l’outillage.
Pression hydraulique instable

Les presses plieuses hydrauliques dépendent d’une pression stable pour contrôler le mouvement du vérin. Les fluctuations du système hydraulique empêchent le vérin d’atteindre avec précision la profondeur de pliage prédéfinie.
Manifestations anormales typiques :
• Légères différences d’angles de pliage
• Fonctionnement lent ou irrégulier du coulisseau
• Valeurs de pression affichées instables
Lors du dépannage, je me concentre sur la vérification de la qualité de l’huile hydraulique, des filtres et des soupapes de pression. Un entretien régulier de l’équipement permet d’éviter l’impact de ce type de problème sur la précision de pliage.
Écarts de parallélisme du coulisseau
Lorsque le vérin n’est pas parfaitement parallèle au banc de travail, un côté de l’équipement descend à une position plus profonde pendant le pliage.
Principales causes de ce problème :
• Usure des composants mécaniques
• Calibrage incorrect de l’équipement
• Déformation du châssis due à une utilisation prolongée
Pour résoudre ce problème, j’utilise des instruments de mesure de précision afin de contrôler le parallélisme de l’équipement, puis j’ajuste en conséquence le système de synchronisation.
Problèmes de butée arrière et de programmation CNC
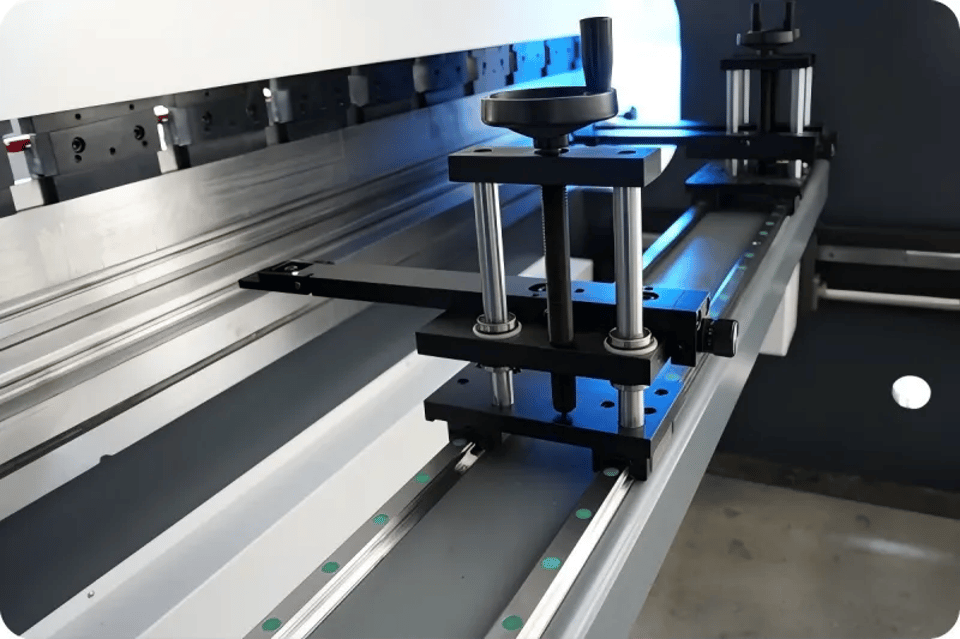
Le système de butée arrière est également un facteur clé à l’origine d’une profondeur de pliage irrégulière sur les presses plieuses.
Erreurs de positionnement de la butée arrière
Le butée arrière sert à déterminer le positionnement précis de la tôle avant le pliage. Un positionnement imprécis entraînera un léger décalage de la ligne de pliage.
Conséquences courantes de ce problème :
• Pliage irrégulier le long de la pièce
• Profondeur de pliage incohérente sur plusieurs pièces traitées
Pour y remédier, je recalibre le système de butée arrière et vérifie la précision de son positionnement.
Configurations incorrectes des paramètres CNC

Les presses plieuses CNC modernes dépendent fortement des paramètres de programmation, notamment :
• Profondeur de pliage
• Épaisseur de la tôle
• Dimensions de l’outillage
Des paramètres incorrects empêcheront l’équipement d’effectuer une compensation efficace pendant le pliage.
Lorsque des écarts de profondeur de pliage apparaissent, je revérifie le programme CNC afin de m’assurer que les paramètres correspondent aux matériaux et à l’outillage réellement utilisés.
Guide de dépannage étape par étape pour une profondeur de pliage irrégulière
J’adopte un processus d’inspection standardisé pour diagnostiquer la cause d’une profondeur de pliage irrégulière.
1. Vérifier l’uniformité du matériau
Commencez par mesurer l’épaisseur de la tôle à plusieurs endroits. Une épaisseur de matériau irrégulière est généralement le défaut le plus facile à identifier.
2. Examiner l’installation de l’outillage
Ensuite, confirmez l’alignement précis et le bridage ferme du poinçon et de la matrice. Un défaut d’alignement est une cause fréquente de profondeur de pliage irrégulière.
3. Vérifier la précision de la butée arrière
Réalisez plusieurs plis d’essai pour tester le positionnement de la butée arrière et vérifier sa précision de repositionnement répétée.
4. Inspecter les composants hydrauliques et mécaniques
Enfin, vérifiez la stabilité de la pression hydraulique, le parallélisme du coulisseau et l’état de lubrification de l’équipement.
En suivant ce processus étape par étape, vous pouvez localiser rapidement la véritable cause du problème.
Questions fréquemment posées
Pourquoi un côté de la tôle se plie-t-il plus profondément sur la presse plieuse ?
Cette situation est généralement causée par un mauvais alignement de l’outillage ou par des écarts de parallélisme du coulisseau. Le contrôle et le réglage de l’outillage permettent généralement de résoudre le problème.
L’épaisseur du matériau peut-elle entraîner une profondeur de pliage irrégulière sur les presses plieuses ?
Oui. La variation d’épaisseur des tôles métalliques affecte directement la régularité de la profondeur et de l’angle de pliage.
Comment calibrer une presse plieuse pour éliminer une profondeur de pliage irrégulière ?
Commencez par vérifier le parallélisme du coulisseau et l’alignement de l’outillage, puis recalibrez la butée arrière, et enfin confirmez l’exactitude des paramètres de pliage CNC.
Un entretien préventif régulier peut-il éviter une profondeur de pliage irrégulière ?
Tout à fait. Une lubrification régulière de l’équipement, l’inspection du système hydraulique et l’étalonnage de l’alignement permettent de maintenir des performances de pliage stables de la presse plieuse.
Conclusion
La profondeur de pliage irrégulière est une panne courante dans le travail de la tôle, mais elle peut être résolue dans la plupart des cas par une inspection systématique et un réglage standard de l’équipement. D’après l’expérience pratique, la profondeur de pliage irrégulière des presses plieuses est principalement liée à l’hétérogénéité des matériaux, à un défaut d’alignement de l’outillage, à une instabilité du système hydraulique ou à des erreurs d’étalonnage de la butée arrière.
En vérifiant progressivement les facteurs ci-dessus et en assurant un entretien régulier de l’équipement, la précision de pliage et la régularité de la production peuvent être considérablement améliorées. Si le problème de profondeur de pliage irrégulière persiste, ou si vous avez besoin d’un accompagnement professionnel pour l’étalonnage de l’équipement, vous pouvez contacter l’équipe technique pour obtenir une assistance complémentaire, ou consulter d’autres documents d’exploitation des presses plieuses sur le site officiel.
