- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Réglage du nivellement des moules supérieur et inférieur de la presse plieuse
Réglage du nivellement des moules supérieur et inférieur de la presse plieuse


Réglage de mise à niveau des moules supérieur et inférieur (alignement central)
Objectif : garantir un alignement parfait des lignes centrales des moules supérieur et inférieur afin d’éviter tout écart de ligne de pliage ou toute déformation de la pièce.
1. Alignement grossier
- Utiliser un outil de repérage de ligne médiane (tel qu’un instrument de centrage laser ou une tige de centrage mécanique) pour aligner les rainures en V ou les arêtes de coupe des moules supérieur et inférieur.
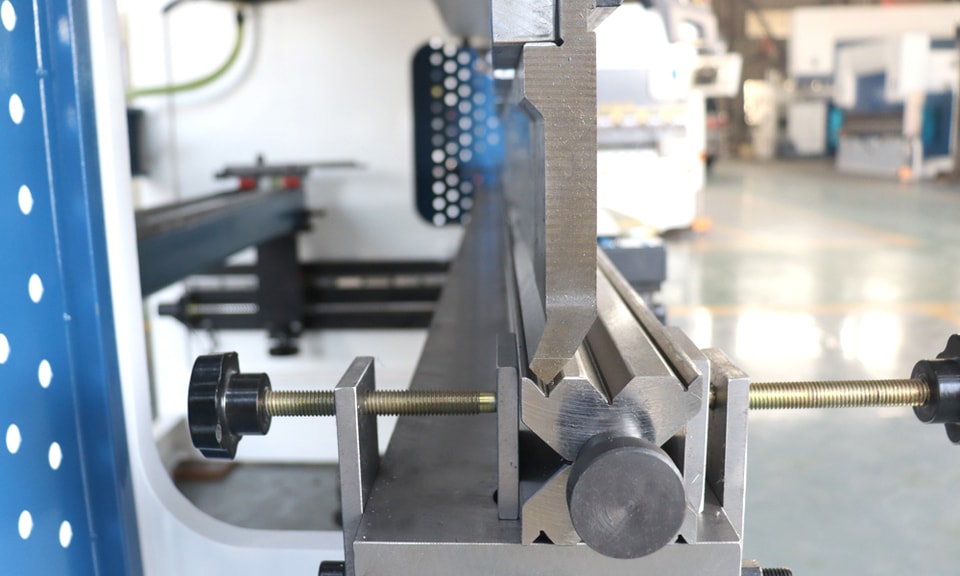
- Ajuster la position latérale du porte-moule et contrôler l’erreur dans une tolérance de ±0,5 mm.

2. Réglage fin du parallélisme
- En mode d’avancement pas à pas, faire descendre lentement le couteau supérieur jusqu’à ce qu’il touche le plan supérieur du moule, puis appliquer une légère pression (veiller à ne pas maintenir la pression trop longtemps ; elle doit être inférieure à 12 MPa). Ensuite, revenir en arrière.
- Ajuster le moule inférieur pour qu’il se déplace vers la rainure V8 ou V12 afin de terminer le centrage des moules supérieur et inférieur.


- Vérifier simplement la cale inclinée du serre-moule, qui doit être parfaitement en contact avec le moule supérieur.

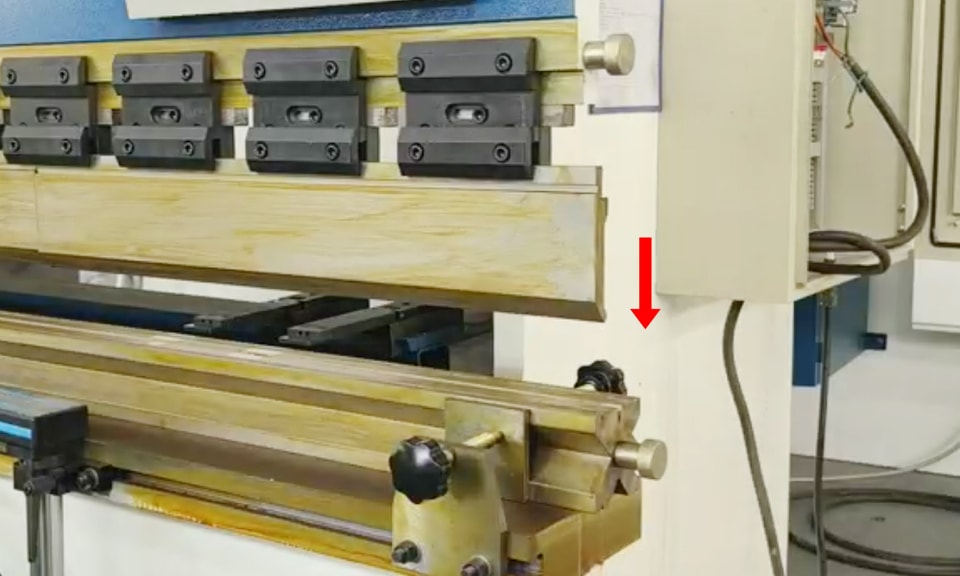
- Test d’angle sur un seul côté : utiliser deux pièces de matériau pour effectuer un pliage et un test simultanément des deux côtés de la machine, puis comparer les angles obtenus des deux côtés (remarque : l’angle d’essai doit être supérieur à 90° et la pression maximale doit être appliquée lors du pliage).




- Ajuster l’axe de synchronisation du vérin (réglage manuel hors tension) afin d’obtenir des angles parfaitement identiques des deux côtés. Après réglage, reconnecter l’axe de synchronisation.


- Éliminer complètement tout jeu entre les serre-moules. Ajuster la position du moule inférieur pour que la pointe du moule supérieur soit appuyée sur la face supérieure du moule inférieur. En mode d’avancement pas à pas, faire descendre lentement le couteau supérieur jusqu’à ce qu’il touche le plan supérieur du moule, puis appliquer une légère pression (veiller à ne pas maintenir la pression trop longtemps ; la pression est d’environ 12 MPa). Desserrer la vis de fixation de la cale biseautée, puis frapper la cale biseautée (avec une tige en cuivre) afin de s’assurer qu’il n’existe aucun jeu entre les moules supérieur et inférieur.




3. Verrouiller les paramètres
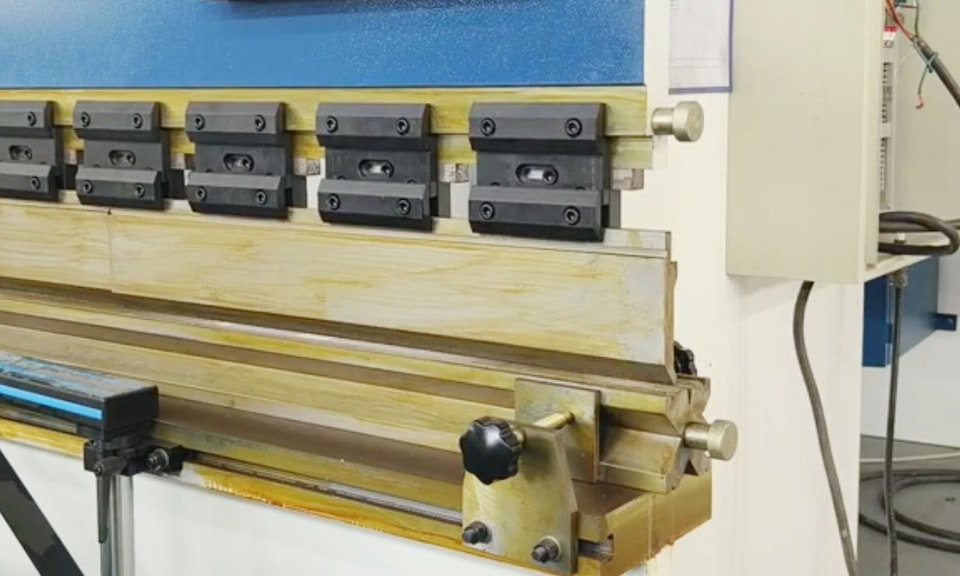
- Une fois le réglage terminé, serrer tous les boulons de fixation et les marquer avec un repère anti-desserrage.
- Utiliser une jauge d’épaisseur pour vérifier l’écart entre les moules après fermeture afin de s’assurer qu’il n’y a ni sur-serrage local ni jeu.
- Déplacer la matrice inférieure, sélectionner l’encoche de pliage standard et effectuer un essai normal. S’il subsiste un certain écart entre les angles gauche et droit, ajuster manuellement l’arbre de synchronisation à l’arrière du vérin.

4. Précautions
- Sécurité d’utilisation : veillez à couper l’alimentation avant tout réglage et portez des gants et des lunettes de protection.
- Choix des outils : privilégiez des outils de mesure de haute précision (comme des micromètres ou des détecteurs laser).
- Vérification étape par étape : chaque étape du réglage doit être contrôlée par pliage d’essai afin d’éviter les erreurs cumulatives.
- Différences entre équipements : différents modèles de machines de pliage peuvent utiliser des méthodes de compensation mécaniques ou hydrauliques, qui doivent être réglées conformément au manuel de l’équipement.
Grâce au réglage systématique des étapes ci-dessus, la précision de pliage (erreur d’angle ≤ 0,5°) et la durée de vie des moules peuvent être nettement améliorées, tandis que les rebuts de matière et l’usure des équipements sont réduits. En pratique, il faut faire preuve de souplesse selon l’expérience ; par exemple, pour les plaques épaisses ou les matériaux à haute résistance, la valeur de compensation de pression doit être augmentée de manière appropriée.
