- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Quelles sont les causes du dysfonctionnement de la synchronisation du coulisseau d'une presse plieuse ?
Quelles sont les causes du dysfonctionnement de la synchronisation du coulisseau d'une presse plieuse ?

Table des matières
1. Comprendre le principe de fonctionnement de la synchronisation du vérin de presse plieuse
○ Commande des axes Y1 et Y2 sur les presses plieuses CNC
2. Facteurs hydrauliques provoquant un dysfonctionnement de la synchronisation du coulisseau de la presse plieuse
○ Pression hydraulique déséquilibrée entre les vérins
○ Fluide hydraulique contaminé
3. Dysfonctionnements des codeurs linéaires et des systèmes de retour d’information
○ Désalignement ou endommagement des règles linéaires
○ Interférences électriques dans les signaux de retour d’information
4. Problèmes de structure mécanique et déformation du bâti
○ Déformation du bâti sous fortes charges
○ Usure des rails de guidage et du coulisseau
5. Problèmes de paramètres CNC et d’étalonnage
○ Étalonnage incorrect des axes Y1/Y2
○ Mauvaise configuration des paramètres après maintenance
6. Dépannage pas à pas de la synchronisation du coulisseau de la presse plieuse
○ Étape 1 : vérifier l’équilibre de la pression hydraulique
○ Étape 2 : inspecter les codeurs linéaires et les faisceaux de câbles
○ Étape 3 : vérifier l’état de l’alignement mécanique
○ Étape 4 : recalibrer le système de commande CNC
7. Foire aux questions (FAQ)
○ Quelle est la cause principale d’un dysfonctionnement de la synchronisation du coulisseau de la presse plieuse ?
○ Une maintenance insuffisante peut-elle entraîner des problèmes de synchronisation du coulisseau de la presse plieuse ?
○ Comment distinguer les causes mécaniques des causes hydrauliques des problèmes de synchronisation ?
○ Le recalibrage peut-il résoudre toutes les erreurs de synchronisation ?
8. Conclusion
Les problèmes de synchronisation des coulisseaux des presses plieuses JUGAO se manifestent généralement par des angles de pliage irréguliers, un mouvement incohérent des axes Y1 et Y2, ou des alarmes persistantes sur le contrôleur CNC. Ces problèmes peuvent apparaître aussi bien sur des machines neuves que sur des machines fortement utilisées, et le fait de les négliger aura un impact direct sur la précision du pliage, la durée de vie des outils et la stabilité globale de la production. Cet article détaille les principales causes de la défaillance de synchronisation du coulisseau des presses plieuses JUGAO, vous guide pas à pas pour diagnostiquer les causes profondes et présente des solutions pratiques pour rétablir un fonctionnement fluide et précis de la machine.
Comprendre le principe de fonctionnement de la synchronisation du vérin de presse plieuse
Avant d’effectuer un quelconque dépannage, il est essentiel de s’assurer que l’opérateur de la machine comprend parfaitement le mécanisme de synchronisation d’une presse plieuse CNC moderne.
Commande des axes Y1 et Y2 sur les presses plieuses CNC
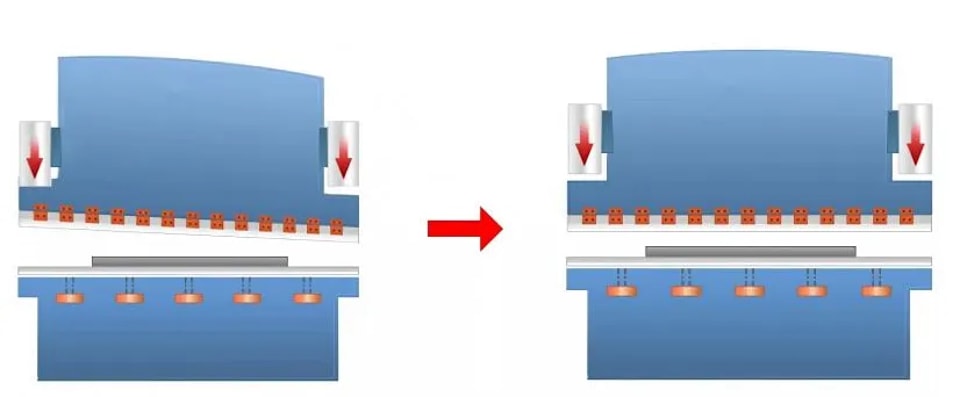
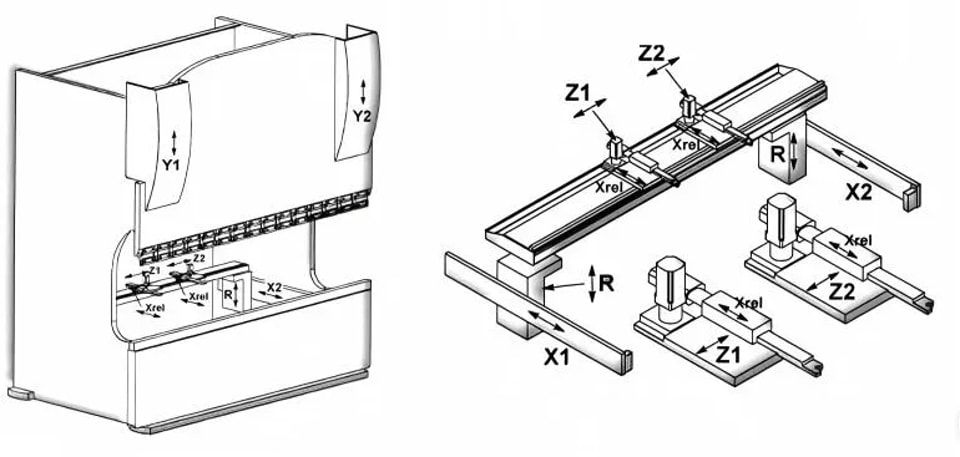
Dans la majorité des presses plieuses CNC hydrauliques, le coulisseau est entraîné et contrôlé par deux vérins hydrauliques indépendants, celui de gauche (Y1) et celui de droite (Y2). Le contrôleur CNC reçoit en permanence les données de retour de position des codeurs linéaires et ajuste dynamiquement les servovalves proportionnelles afin de garantir au coulisseau une trajectoire de mouvement parfaitement parallèle pendant le fonctionnement.
Une défaillance du système de synchronisation provoquera une légère inclinaison du coulisseau pendant le processus de pliage, ce qui entraîne à son tour les problèmes suivants :
• Écarts dans les angles de pliage
• Usure inégale de l’outillage
• Concentration des contraintes sur le bâti de la machine
Une bonne compréhension de ce système de commande permet de diagnostiquer avec précision les problèmes de synchronisation du coulisseau des presses plieuses JUGAO, en évitant les suppositions hasardeuses lors du dépannage.
Facteurs hydrauliques provoquant un dysfonctionnement de la synchronisation du coulisseau de la presse plieuse
L’instabilité du système hydraulique est l’une des causes les plus courantes des problèmes de synchronisation dans les applications pratiques.
Pression hydraulique déséquilibrée entre les vérins

Si la pression hydraulique fournie à un vérin est légèrement inférieure à celle de l’autre, le coulisseau ne pourra pas conserver un état parallèle pendant son mouvement. Ce déséquilibre de pression est généralement causé par les facteurs suivants :
• Joints hydrauliques usés
• Fuite interne d’huile dans le système hydraulique
• Vannes de commande hydrauliques obstruées
Pour diagnostiquer ce problème, il est recommandé d’utiliser des manomètres étalonnés afin de mesurer la pression du système des deux côtés des vérins Y1 et Y2. Une fois un déséquilibre de pression détecté, une inspection immédiate des joints hydrauliques et des servovalves proportionnelles est nécessaire.
Fluide hydraulique contaminé

Un fluide hydraulique contaminé nuit gravement à la précision des servovalves proportionnelles. Même de minuscules particules solides dans le fluide peuvent perturber la vitesse de réponse des vannes, entraînant des ajustements correctifs tardifs entre les axes Y1 et Y2.
Une filtration régulière du fluide hydraulique et son remplacement programmé sont des mesures préventives indispensables pour éviter les dysfonctionnements de synchronisation du coulisseau des presses plieuses JUGAO causés par la contamination du système hydraulique.
Dysfonctionnements des codeurs linéaires et des systèmes de retour d’information
Un retour d’information précis et en temps réel de la position du coulisseau est la garantie essentielle du bon fonctionnement du système de synchronisation.
Désalignement ou endommagement des règles linéaires
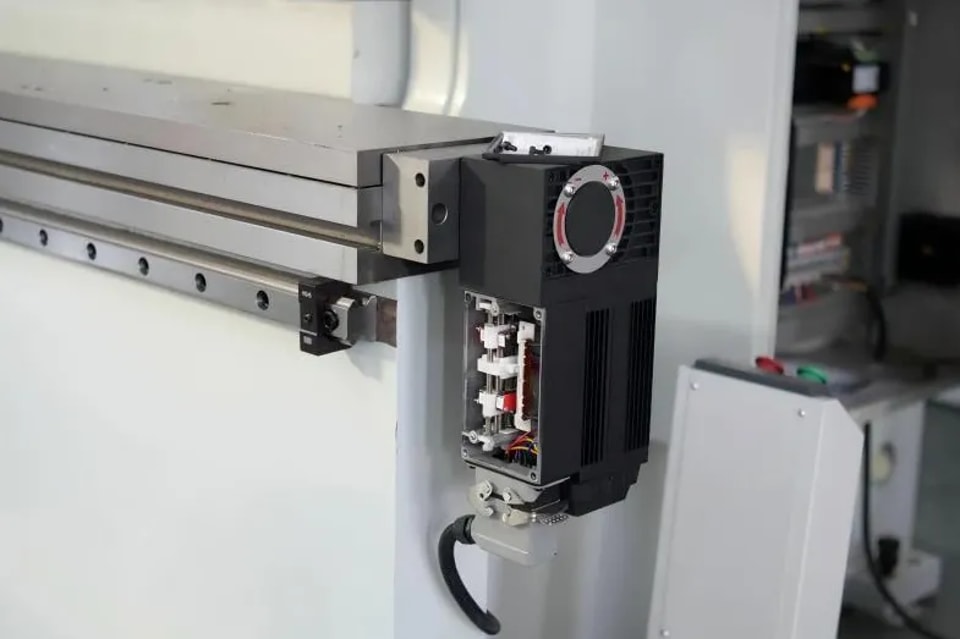
Si un codeur linéaire se desserre, se désaligne ou si sa surface est contaminée par de la poussière et des débris, il transmettra des signaux de position inexacts au système de commande CNC. Ce retour d’information erroné amène le contrôleur à trop corriger ou pas assez la position du coulisseau, ce qui entraîne des erreurs de synchronisation.
Lors du dépannage de cet aspect, les étapes suivantes doivent être strictement respectées :
1. Inspectez le serrage et l’intégrité des supports de montage de l’encodeur
2. Nettoyez soigneusement la surface de la règle linéaire afin d’éliminer les contaminants
3. Vérifiez l’absence de dommages physiques, tels que des rayures ou des bosses, sur l’encodeur et la règle
Le remplacement des encodeurs endommagés résout souvent immédiatement les erreurs de synchronisation du coulisseau de la presse plieuse JUGAO.
Interférences électriques dans les signaux de retour d’information
Une mauvaise mise à la terre du système électrique ou des câbles de signal endommagés peuvent entraîner une transmission instable des signaux de retour. Ces interférences provoquent les phénomènes anormaux suivants :
• À-coups soudains du coulisseau pendant le mouvement
• Déclenchement de codes d’alarme liés à la synchronisation sur le contrôleur CNC
• Dérive progressive de la position réelle du coulisseau par rapport à la position réglée
L’utilisation de câbles de signal blindés et la mise en œuvre de mesures de mise à la terre standard sont essentielles pour garantir le fonctionnement stable des presses plieuses CNC de haute précision.
Problèmes de structure mécanique et déformation du bâti
Dans certains cas, les dysfonctionnements de synchronisation ne sont pas causés par des défauts hydrauliques ou électriques, mais par des problèmes liés à la structure mécanique de la machine.
Déformation du bâti sous fortes charges
Si une presse plieuse est fréquemment utilisée pour des pliages proches de sa tonnage maximale sans réglage correct du bombage, une déformation permanente du bâti de la machine peut apparaître avec le temps. Cette déformation affecte directement le parallélisme du mouvement du coulisseau et entraîne finalement des problèmes de synchronisation évidents du coulisseau de la presse plieuse JUGAO.
L’utilisation d’outils de mesure de haute précision pour vérifier l’alignement du bâti est un moyen efficace de déterminer si les contraintes structurelles sont à l’origine du problème de synchronisation.
Usure des rails de guidage et du coulisseau
Une usure excessive des rails de guidage crée une résistance mécanique inégale de chaque côté du coulisseau. Ce frottement déséquilibré perturbe le mouvement fluide du coulisseau, ce qui entraîne une instabilité du système de synchronisation.
Une lubrification régulière des rails de guidage et une inspection périodique des surfaces de contact glissantes entre le coulisseau et les rails de guidage sont nécessaires pour prévenir ce type de déséquilibre mécanique.
Problèmes de paramètres CNC et d’étalonnage
Dans certains cas, l’échec de la synchronisation n’est pas dû à des dommages matériels, mais à une configuration incorrecte des paramètres du système CNC.
Étalonnage incorrect des axes Y1/Y2
Si des composants de la presse plieuse ont récemment été remplacés ou si le contrôleur CNC a été mis à jour, un recalibrage complet du système est généralement nécessaire. Les principales étapes de calibration comprennent :
• Exécuter la procédure de retour au point de référence des axes Y1 et Y2
• Effectuer la calibration du parallélisme du coulisseau
• Configurer les paramètres de compensation du bombage
Maîtriser la bonne méthode de calibration d’une presse plieuse CNC permet d’éliminer un grand nombre d’alarmes liées à la synchronisation dans l’utilisation quotidienne.
Mauvaise configuration des paramètres après maintenance
Une modification incorrecte des paramètres du système CNC lors de la maintenance peut altérer la vitesse de réponse ou la plage de tolérance du système de commande de synchronisation, entraînant un mouvement anormal du coulisseau.
Il est indispensable de sauvegarder tous les paramètres d’origine avant d’effectuer la moindre modification du système CNC et de suivre strictement les consignes d’utilisation du fabricant pendant le processus de modification des paramètres.
Dépannage pas à pas de la synchronisation du coulisseau de la presse plieuse
Lorsqu’il s’agit de résoudre les problèmes de synchronisation du coulisseau de la presse plieuse JUGAO, une démarche de diagnostic structurée et systématique est essentielle pour améliorer l’efficacité et la précision :

Étape 1 : vérifier l’équilibre de la pression hydraulique
Mesurez la pression hydraulique des deux vérins Y1 et Y2 pendant le pliage réel et comparez les deux séries de données. En parallèle, vérifiez soigneusement la présence de signes de fuite interne d’huile dans le système hydraulique, tels qu’une élévation anormale de la température de l’huile ou des chutes de pression.
Étape 2 : inspecter les codeurs linéaires et les faisceaux de câbles
Vérifiez la propreté des codeurs linéaires et des règles linéaires, contrôlez l’intégrité des câbles de signal afin de détecter toute rupture ou usure, et confirmez la qualité de la mise à la terre du système pour éliminer les facteurs d’interférence électrique.
Étape 3 : vérifier l’état de l’alignement mécanique
Inspectez l’état de lubrification des rails de guidage, recherchez un frottement ou une usure anormale sur les surfaces de glissement, et utilisez des instruments de mesure de précision pour détecter toute déformation du bâti de la machine ou tout défaut d’alignement du coulisseau.
Étape 4 : recalibrer le système de commande CNC
Effectuez un calibrage complet des axes Y1 et Y2, et vérifiez le déplacement parallèle du coulisseau à plusieurs positions de course afin de vous assurer que les performances de synchronisation répondent aux exigences de production.
Le respect de cette procédure de diagnostic étape par étape permet d’éviter le remplacement inutile de pièces de machine et de réduire au minimum les temps d’arrêt de production causés par des dysfonctionnements de l’équipement.
Foire aux questions (FAQ)
Quelle est la cause principale d’un dysfonctionnement de la synchronisation du coulisseau de la presse plieuse ?
D’après l’expérience pratique sur site, la pression hydraulique déséquilibrée entre les deux vérins et le mauvais alignement des codeurs linéaires sont les deux causes les plus fréquentes de défaillance de la synchronisation du coulisseau de la presse plieuse JUGAO.
Une maintenance insuffisante peut-elle entraîner des problèmes de synchronisation du coulisseau de la presse plieuse ?
Absolument. De mauvaises pratiques de maintenance, telles que l’utilisation d’un fluide hydraulique contaminé, des faisceaux de câbles desserrés du système de retour d’information et l’absence de lubrification régulière des pièces mécaniques, augmentent considérablement le risque de dysfonctionnements de synchronisation sur les presses plieuses.
Comment distinguer les causes mécaniques des causes hydrauliques des problèmes de synchronisation ?
Commencez le diagnostic en mesurant la pression hydraulique des vérins Y1 et Y2. Si les valeurs de pression des deux côtés sont stables et équilibrées, l’étape suivante consiste à vérifier l’usure mécanique (comme l’usure des rails de guidage) ainsi que les signaux de retour anormaux des codeurs.
Le recalibrage peut-il résoudre toutes les erreurs de synchronisation ?
Dans de nombreux cas pratiques, oui. Un calibrage correct des axes Y1 et Y2 et un réglage précis des paramètres de synchronisation du système CNC peuvent restaurer efficacement le déplacement parallèle stable du coulisseau. En revanche, si le problème est causé par des dommages matériels graves (comme une déformation du bâti ou des composants de codeur cassés), le recalibrage seul ne peut pas le résoudre.
Conclusion
La défaillance de synchronisation des coulisseaux des presses plieuses JUGAO est rarement causée par un seul facteur ; elle résulte souvent d’une combinaison de problèmes tels qu’un déséquilibre de pression hydraulique, des dysfonctionnements de codeurs, l’usure mécanique ou une calibration incorrecte du système CNC. D’après l’expérience pratique en ingénierie, la détection précoce des signes anormaux et une démarche de diagnostic structurée, étape par étape, sont les clés pour rétablir rapidement la précision de pliage de la presse plieuse.
En maintenant la propreté du système hydraulique, en protégeant l’intégrité et la précision des composants de retour d’information tels que les codeurs linéaires, en assurant une lubrification régulière des pièces mobiles mécaniques et en réalisant un calibrage planifié du système CNC, il est possible de réduire considérablement le risque de dysfonctionnement de synchronisation du coulisseau et de prolonger la durée de service de la presse plieuse.
Si vous rencontrez des problèmes de synchronisation persistants et non résolus sur votre presse plieuse, il est recommandé de contacter une équipe de service technique professionnelle pour une inspection complète sur site et un calibrage précis. Un entretien opportun et adéquat de l’équipement aujourd’hui peut éviter demain des arrêts de production coûteux.
