- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Pourquoi le positionnement de la butée arrière de la presse plieuse est-il imprécis ?
Pourquoi le positionnement de la butée arrière de la presse plieuse est-il imprécis ?

Table des matières
• Causes mécaniques courantes de l’inexactitude de positionnement de la butée arrière de la presse plieuse
○ Vis à billes et guidages linéaires usés
○ Accouplements desserrés ou organes d’entraînement mal alignés
• Facteurs électriques et système CNC influençant la précision de la butée arrière
○ Erreurs de retour d’encodeur du servomoteur
○ Paramètres incorrects dans le contrôleur CNC
• Comment calibrer un système de butée arrière de presse plieuse
○ Étape 1 : Inspecter et nettoyer l’ensemble de butée arrière
○ Étape 2 : Vérifier le parallélisme mécanique
○ Étape 3 : Effectuer le calibrage des axes CNC
• Pratiques de maintenance pour prévenir les erreurs de positionnement de la butée arrière
○ Lubrification et nettoyage de routine
○ Contrôles périodiques de précision
○ Maîtrise de l’environnement
• FAQ
○ Quelle est la cause la plus fréquente des problèmes d’inexactitude de positionnement de la butée arrière d’une presse plieuse ?
○ Comment savoir si ma butée arrière doit être recalibrée ?
○ Des erreurs de paramètres CNC peuvent-elles provoquer une inexactitude de positionnement de la butée arrière ?
○ À quelle fréquence dois-je vérifier la précision de la butée arrière ?
• Conclusion
Un positionnement inexact de la butée arrière d’une presse plieuse est souvent le coupable caché derrière des longueurs de pièces irrégulières et des dimensions de brides instables lors des opérations de pliage. D’après l’expérience pratique en atelier, la cause profonde de ce type de problème provient rarement du contrôleur CNC lui-même. Elle résulte généralement plutôt de l’usure mécanique, d’un mauvais calibrage ou d’une maintenance quotidienne insuffisante. Cet article analyse les sources les plus fréquentes d’écarts de positionnement de la butée arrière, propose un guide de dépannage étape par étape et partage des solutions pratiques sur site pour rétablir des performances de pliage stables et de haute précision.
Causes mécaniques courantes de l’inexactitude de positionnement de la butée arrière de la presse plieuse
Le système de butée arrière repose sur des organes de transmission mécanique de haute précision, et même de légers écarts mécaniques peuvent entraîner des erreurs de l’ordre du millimètre sur les pièces finies.
Vis à billes et guidages linéaires usés
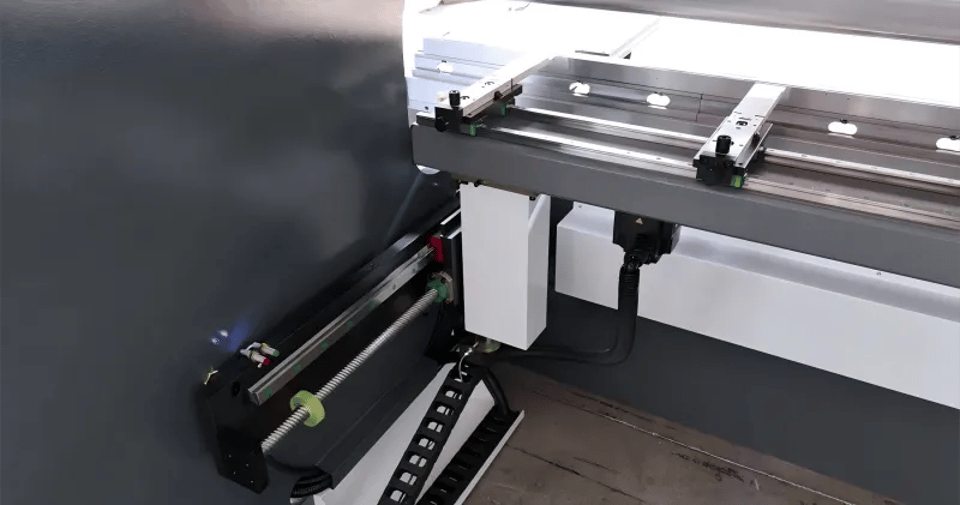
L’usure des vis à billes ou des rails de guidage linéaire est l’une des principales causes de positionnement inexact de la butée arrière. Avec une utilisation prolongée, la poussière, les copeaux métalliques et une lubrification insuffisante augmentent le frottement du mouvement et provoquent du jeu, ce qui nuit directement à la précision du positionnement.
Méthodes d’inspection:
1. Déplacez manuellement la butée arrière d’avant en arrière en mode pas à pas.
2. Soyez attentif à tout bruit inhabituel ou vibration anormale pendant le mouvement.
3. Utilisez un pied à coulisse numérique pour tester la précision de positionnement répétée.
Si le jeu dépasse la tolérance admissible, la vis à billes peut nécessiter un réglage ou un remplacement. Un nettoyage et une lubrification réguliers peuvent prolonger efficacement la durée de vie de ces composants.
Accouplements desserrés ou organes d’entraînement mal alignés
Le servomoteur transmet la puissance par l’intermédiaire d’accouplements pour entraîner la butée arrière. Des connexions desserrées ou un mauvais alignement entraînent une dérive de position et une instabilité de la précision dimensionnelle.
Points d’inspection clés:
• Boulons de fixation du support moteur
• Serrage de l’accouplement de transmission
• Alignement coaxial entre le moteur et la vis à billes
Même un léger défaut d’alignement peut provoquer des pannes de positionnement récurrentes.
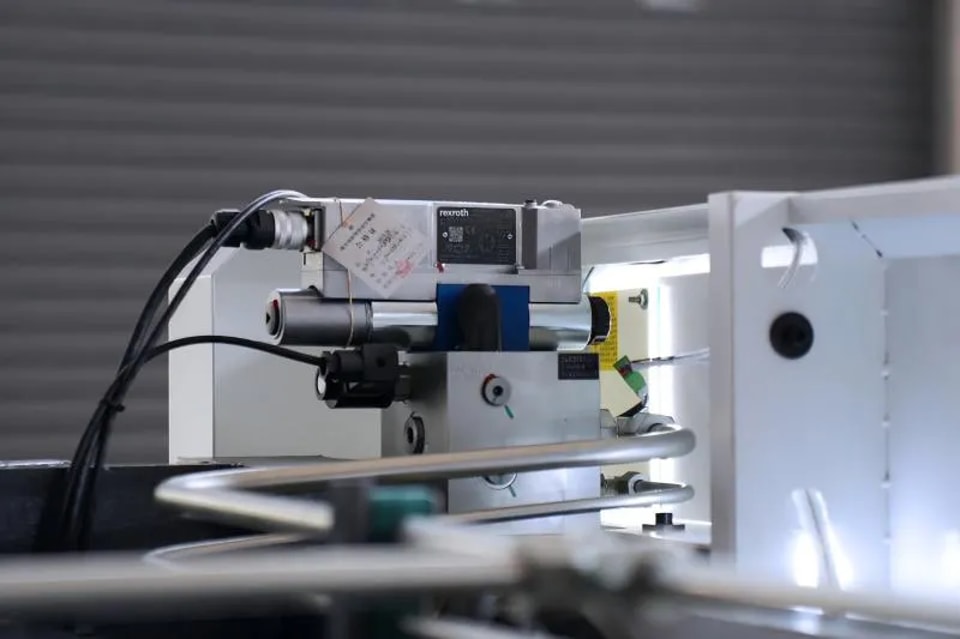
Facteurs électriques et système CNC influençant la précision de la butée arrière
Les presses plieuses CNC modernes adoptent des systèmes de butée arrière à servomoteur gérés par des contrôleurs intelligents, et les anomalies électriques compromettent directement la précision du positionnement.
Erreurs de retour d’encodeur du servomoteur
Des signaux d’encodeur instables empêchent le système CNC de capturer avec précision la position en temps réel de la butée arrière, ce qui se manifeste généralement par :
• Précision de positionnement répétée instable
• Dérive d’axe ou alarmes de suivi d’erreur
• Fluctuations soudaines des dimensions des pièces
Étapes de dépannage:
Vérifiez l’intégrité des câbles et connecteurs de l’encodeur, ainsi que la fiabilité du système de mise à la terre. Assurez-vous que les câbles blindés sont intacts afin d’éviter les interférences électromagnétiques.
Paramètres incorrects dans le contrôleur CNC

Dans certains cas, les erreurs de positionnement sont purement liées au logiciel. Une mauvaise compensation du pas, des paramètres de mise à l’échelle ou des réglages du rapport d’engrenage électronique entraîneront directement un mouvement inexact de la butée arrière.
Étapes de vérification recommandées:
1. Vérifiez les paramètres du pas de vis à billes dans le contrôleur.
2. Vérifiez la configuration du rapport d’engrenage électronique.
3. Réinitialisez et calibrez le point de référence zéro de l’axe.
Lors du calibrage de la butée arrière, commencez par réinitialiser la position de référence et comparez la course programmée à la valeur réellement mesurée.
Comment calibrer un système de butée arrière de presse plieuse
Le calibrage est le moyen le plus efficace d’éliminer les erreurs de positionnement systématiques et de rétablir la précision.
Étape 1 : Inspecter et nettoyer l’ensemble de butée arrière

Avant le calibrage officiel, nettoyez soigneusement les composants clés :
• Rails de guidage linéaire
• Vis à billes
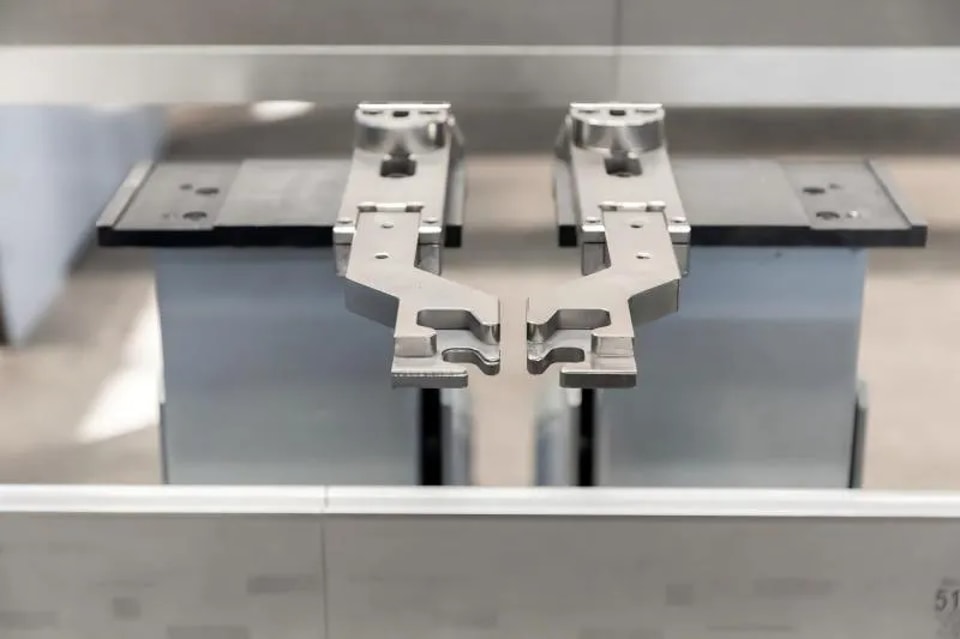
• Doigts de butée arrière
• Surfaces de détection des capteurs
L’accumulation de saletés et de débris provoque une résistance au mouvement irrégulière et affecte les résultats du calibrage.
Étape 2 : Vérifier le parallélisme mécanique

Utilisez une règle de précision ou un comparateur à cadran pour vérifier que les côtés gauche et droit de la butée arrière se déplacent de manière synchronisée. Si un côté prend du retard, effectuez immédiatement un réglage de synchronisation.
Étape 3 : Effectuer le calibrage des axes CNC
La plupart des systèmes CNC prennent en charge le calibrage manuel des axes :
1. Déplacez la butée arrière vers une position de référence fixe.
2. Mesurez la distance réelle par rapport à l’axe central de l’outil.
3. Saisissez la valeur de correction dans le contrôleur CNC.
Après le calibrage, effectuez des tests de positionnement répétés à plusieurs distances de course afin de confirmer la stabilité et la constance.
Pratiques de maintenance pour prévenir les erreurs de positionnement de la butée arrière
La maintenance préventive est bien plus rentable que les réparations après panne. Un entretien régulier permet d’éviter la plupart des problèmes de positionnement de la butée arrière.
Lubrification et nettoyage de routine
• Lubrifiez chaque semaine les guidages linéaires de la butée arrière pour les machines à forte fréquence d’utilisation.
• Nettoyez quotidiennement la poussière et les débris dans les ateliers générant beaucoup de copeaux ou de poussières métalliques.
Contrôles périodiques de précision

Effectuez un contrôle de précision chaque mois :
1. Demandez à plusieurs reprises à la butée arrière d’aller en position 100 mm.
2. Mesurez la position réelle avec des outils de précision.
3. Comparez et enregistrez la valeur de l’écart.
Si l’écart dépasse la plage de tolérance, inspectez et ajustez rapidement le système.
Maîtrise de l’environnement
Les variations de température provoquent la dilatation thermique des pièces mécaniques. Dans les ateliers soumis à de fortes fluctuations de température, faites chauffer la machine avant d’effectuer des opérations de pliage de haute précision.
FAQ
Quelle est la cause la plus fréquente des problèmes d’inexactitude de positionnement de la butée arrière d’une presse plieuse ?
L’usure mécanique des vis à billes et une lubrification insuffisante sont les causes les plus fréquentes, suivies par des accouplements desserrés et des défauts de retour de signal de l’encodeur.
Comment savoir si ma butée arrière doit être recalibrée ?
Si des opérations de pliage répétées produisent des écarts dimensionnels constants, en particulier sur la longueur de la bride, la butée arrière doit être recalibrée.
Des erreurs de paramètres CNC peuvent-elles provoquer une inexactitude de positionnement de la butée arrière ?
Oui. Une compensation de pas incorrecte, des paramètres d’échelle erronés ou des réglages de point de référence dans le contrôleur CNC affecteront directement la précision de positionnement des axes.
À quelle fréquence dois-je vérifier la précision de la butée arrière ?
Pour les environnements de production en fonctionnement continu, des contrôles de précision mensuels sont recommandés. Une inspection immédiate est nécessaire après toute collision de machine ou tout incident de surcharge.
Conclusion
Un positionnement imprécis de la butée arrière de la presse plieuse est rarement accidentel. Il résulte généralement de l’usure mécanique, de pièces de transmission desserrées, de défauts de retour des signaux électriques ou d’un calibrage incorrect. En suivant un processus d’inspection structuré — vérification des composants de transmission mécanique, contrôle des signaux de l’encodeur servo et recalibrage des axes CNC — vous pouvez rapidement rétablir la précision de positionnement.
Des pratiques quotidiennes telles qu’une lubrification régulière, des tests de précision périodiques et un calibrage approprié peuvent réduire considérablement les coûts de rebut et de reprise. Si vous rencontrez des erreurs de positionnement persistantes ou avez besoin d’une assistance technique professionnelle, contactez une équipe de service spécialisée afin d’assurer la stabilité du pliage et l’efficacité de la production à long terme.
