- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Concepts clés du pliage de tôles
Concepts clés du pliage de tôles

En pliage de tôle, plusieurs concepts de conception doivent être pris en compte en fonction des dimensions finales de la pièce. Avant d’explorer ces idées clés, il est utile de comprendre quelques termes fondamentaux :
l Axe neutre :Une ligne imaginaire à l’intérieur du métal qui ne s’étire ni ne se comprime pendant le pliage.
l Zone de traction :La zone située à l’extérieur du pli où le matériau est étiré.
l Zone de compression :La zone située à l’intérieur du pli où le matériau est comprimé.
l Ligne de pliage :La ligne droite ou courbe le long de laquelle le pli est réalisé.
l Longueur de bride :La longueur de la partie plate s’étendant depuis la ligne de pliage.
Les principaux concepts de conception et de fabrication sont expliqués ci-dessous.
Rayon de pliage
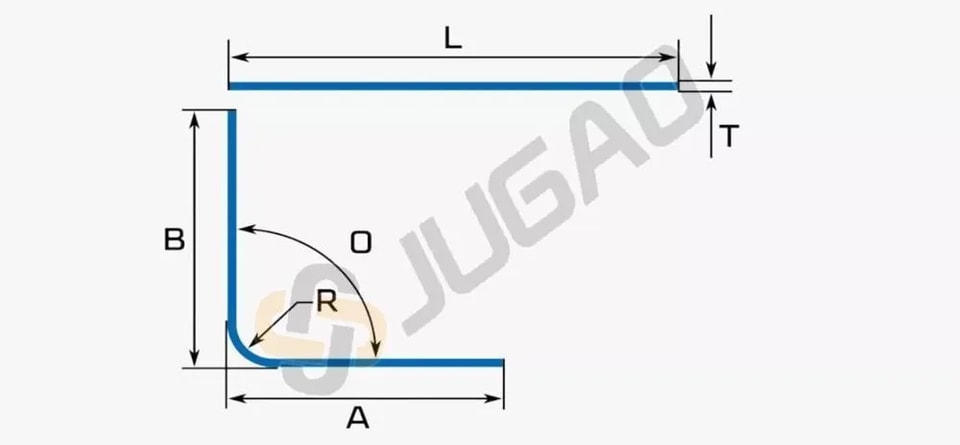
Le rayon de pliage est le rayon intérieur de courbure formé lors du pliage de la tôle. Il s’agit d’une variable de conception essentielle, qui influence la précision dimensionnelle, la résistance, la forme et l’intégrité structurelle.
Chaque matériau et chaque épaisseur ont un rayon minimal de pliage— une limite en dessous de laquelle le pliage devient impossible sans provoquer de dommages. En règle générale, le rayon minimal de pliage doit être au moins égal à l’épaisseur du matériau.
Rayon minimal de pliage (R<sub>min</sub>) = Épaisseur du matériau (t)
Déduction de pliage
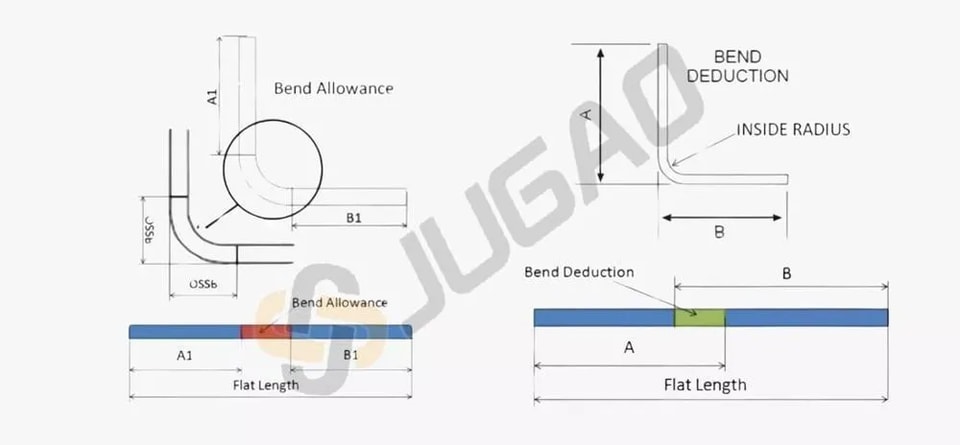
Lors du pliage, le matériau dans la zone de pli s’étire, ce qui rend la longueur totale à plat de la pièce légèrement inférieure à la somme de ses brides. La déduction de pliageest la quantité à soustraire de la longueur totale à plat afin d’obtenir les dimensions finales souhaitées après pliage.
Déduction de pliage = 2 × (recul extérieur – tolérance de pliage)
Il est essentiel de prendre en compte avec précision la déduction de pliage pour obtenir la bonne longueur de pièce et respecter les spécifications. La valeur de la déduction dépend du type de matériau, de l’épaisseur et du rayon de pliage.
Tolérance de pliage
La tolérance de pliage est la longueur de matériau nécessaire pour former la partie courbe du pli le long de l’axe neutre. Lorsqu’une tôle est pliée, l’intérieur se comprime et l’extérieur s’étire, mais l’axe neutre conserve une longueur constante.
La tolérance de pliage tient compte de l’épaisseur du matériau, de l’angle de pliage, de la méthode de pliage et du facteur K. Elle représente la longueur d’arc de l’axe neutre entre les deux brides.
Facteur K
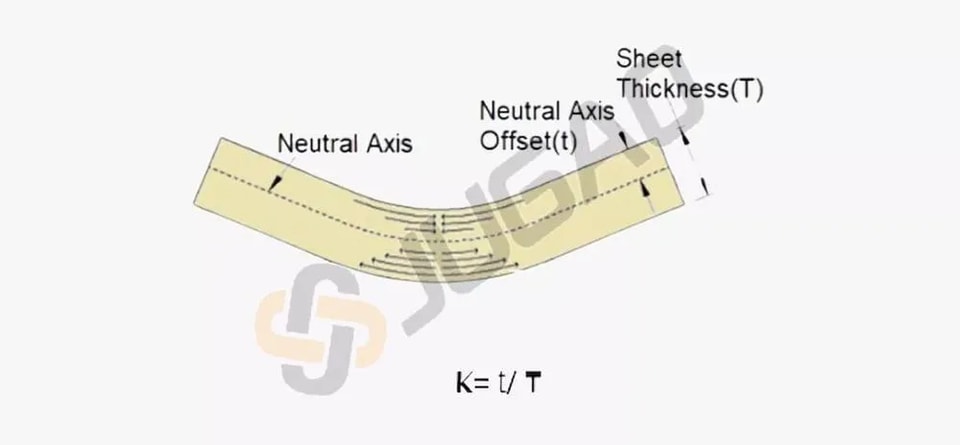
Le facteur K est un paramètre clé dans la conception de la tôle. Il correspond au rapport entre le décalage de la fibre neutre et l’épaisseur du matériau. Il varie généralement de 0 à 1 (souvent entre 0,25 et 0,5 en pratique). Par exemple, un facteur K de 0,3 signifie que la fibre neutre se situe à 30 % de l’épaisseur à partir de la surface intérieure du pli.
Le facteur K permet d’estimer l’ampleur de l’allongement ou de la compression du matériau et sert au calcul de la surépaisseur de pliage. Les valeurs recommandées varient selon le matériau et le rayon de pliage.
Dégagement de pliage
Un dégagement de pliage est une petite encoche ou découpe réalisée à l’extrémité d’une ligne de pliage afin d’éviter la déchirure ou la déformation du matériau. Il est essentiel pour préserver l’intégrité structurelle et la précision dimensionnelle, en particulier lorsqu’un pli ne s’étend pas sur toute la pièce.
Les dégagements de pliage ne sont pas nécessaires pour les plis qui vont d’un bord à l’autre. Ils sont utilisés lorsque le pli s’arrête à l’intérieur de la tôle afin d’éviter la concentration des contraintes.
Règle de conception :
Largeur minimale du dégagement ≥ épaisseur du matériau (t)
Profondeur minimale du dégagement ≥ t + rayon de pliage (R) + 0,5 mm
Un concept connexe est ledégagement d’angle, qui est une découpe réalisée aux intersections des lignes de pliage afin d’obtenir des angles nets et d’éviter les fissures.
Rebond élastique
Après relâchement de l’effort de pliage, le métal a tendance à revenir partiellement à sa forme initiale en raison du retour élastique — c’est ce qu’on appelle lerebond élastique. Cela influence l’angle et le rayon de pliage finaux ; les conceptions doivent donc en tenir compte pour atteindre la précision souhaitée.
Le rebond élastique dépend des propriétés élastiques du matériau, du rayon de pliage et de la méthode de pliage. Les matériaux à plus haute limite d’élasticité présentent un rebond plus important.
Séquence de pliage
L’ordre de pliage correspond à la séquence dans laquelle plusieurs plis sont réalisés sur une même tôle. Une séquence bien planifiée évite les interférences d’outillage, les déformations de la pièce et les problèmes de manutention. En général, les plis sont réalisés de l’extérieur vers l’intérieur, et les plis plus simples ou plus grands sont formés avant les plis plus complexes. La séquence doit également être adaptée à l’outillage disponible et aux capacités de la machine.
Sens du grain
Les métaux possèdent une structure cristalline à grains résultant de leur procédé de fabrication (par exemple, le laminage). L’orientation de ces grains influence l’aptitude au pliage.
Pour réduire le risque de fissuration, en particulier avec des plis serrés ou certains matériaux, la ligne de pliage doit être orientéeperpendiculairementau sens du grain. Un pliage parallèle au sens du grain augmente le risque de fissures.
