- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Types de procédés de pliage du métal
Types de procédés de pliage du métal

Les techniques de pliage de tôle ont toutes pour objectif commun de donner au métal la forme souhaitée, mais leurs principes de fonctionnement diffèrent considérablement. La maîtrise de ces méthodes exige de comprendre des facteurs clés tels que l’épaisseur du matériau, les dimensions du pli, le rayon de courbure et l’application visée, autant d’éléments qui influencent le choix du procédé de pliage le plus adapté.
Les méthodes suivantes illustrent non seulement comment plier la tôle, mais aussi comment choisir la technique appropriée pour obtenir des résultats optimaux. Les méthodes de pliage de tôle les plus courantes comprennent :
Pliage en V
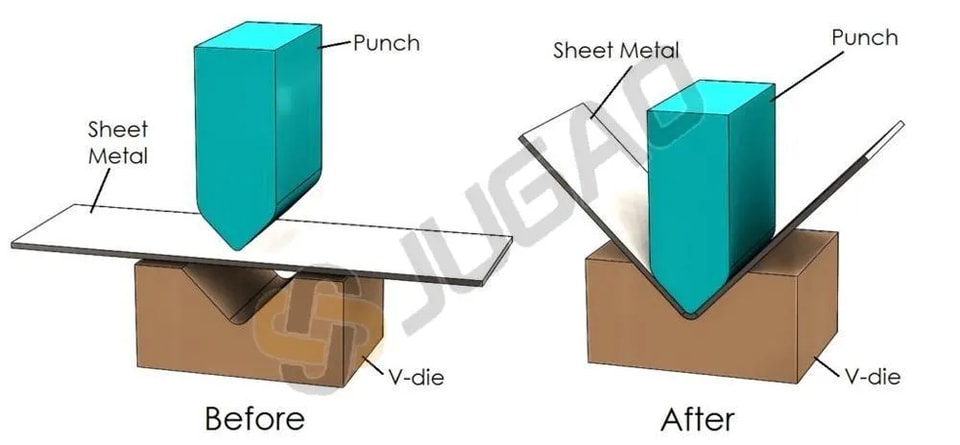
C’est la méthode de pliage la plus largement utilisée, adaptée à la majorité des projets de pliage. Elle utilise un poinçon et une matrice en V pour former la tôle à l’angle souhaité. Pendant le processus, le poinçon enfonce la tôle dans la matrice en V.
L’angle de pli obtenu dépend de la profondeur à laquelle le poinçon pénètre dans la matrice. Cette méthode est simple et efficace, car elle permet souvent de plier sans repositionner la pièce.
Le pliage en V peut être classé en trois sous-types :
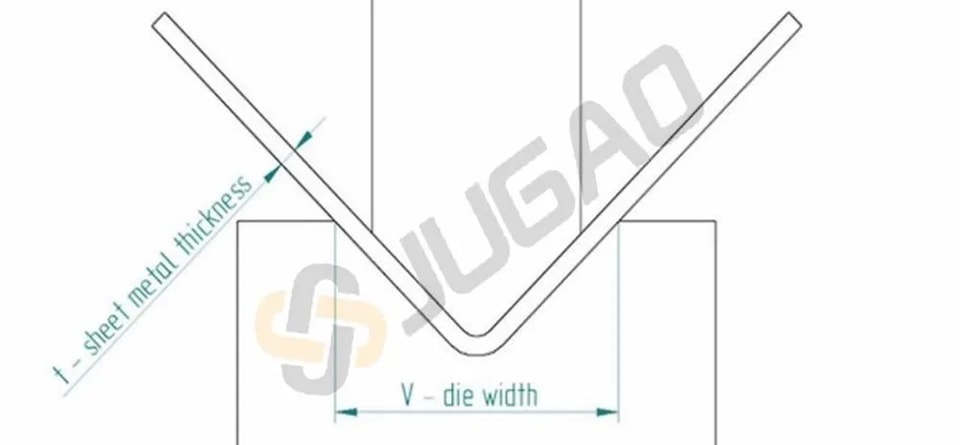
Pliage au fond
Le matriçage est similaire au pliage à l’air, mais avec une différence essentielle : le poinçon force complètement la tôle dans la matrice jusqu’à ce qu’elle soit en contact total avec les surfaces de celle-ci. Cette approche réduit le risque de défauts associés au pliage à l’air.
Cette méthode nécessite un tonnage plus élevé, car une force supplémentaire est requise pour achever la déformation et maintenir la pièce en place après le formage. Elle est compatible avec diverses configurations de matrices en V.
Le matriçage offre une grande précision et ne nécessite pas de contrôle précis du tonnage, ce qui le rend adapté aux presses plieuses anciennes ou moins précises.
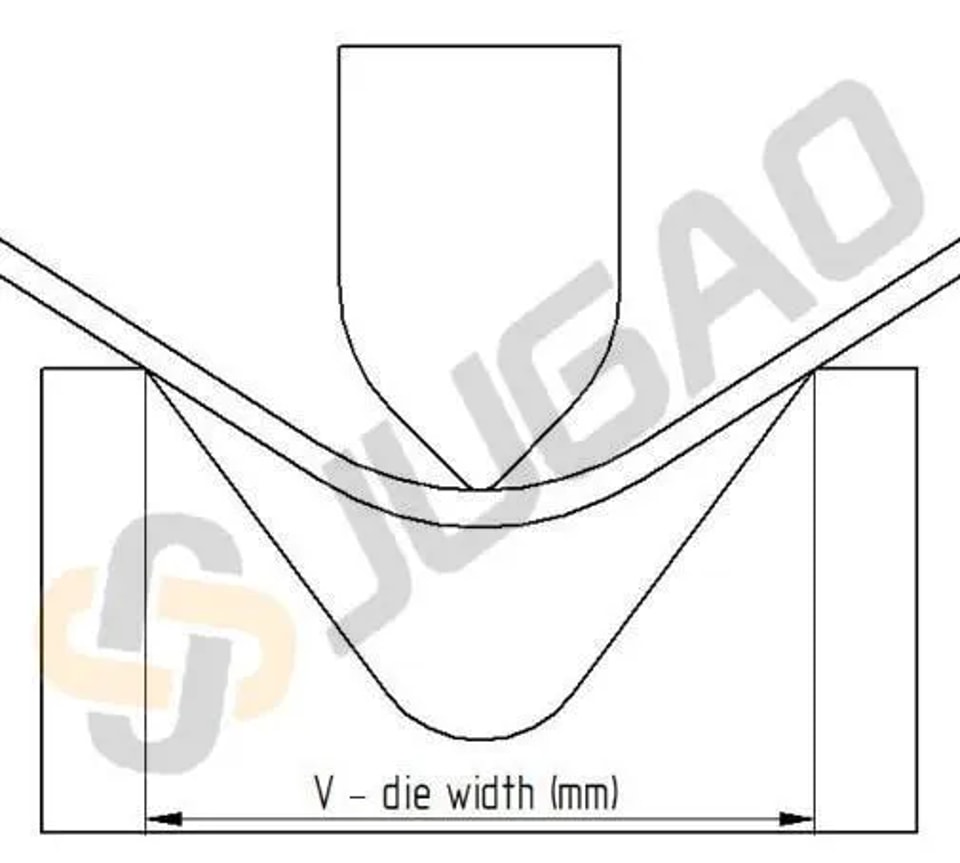
Frappe
Le monnayage consiste à presser la tôle entre le poinçon et la matrice sous un tonnage très élevé. Il en résulte un angle de pliage d’une grande précision avec un retour élastique minimal.
Bien que le monnayage offre une excellente précision, il exige un tonnage plus élevé et des temps de cycle plus longs que les autres méthodes.
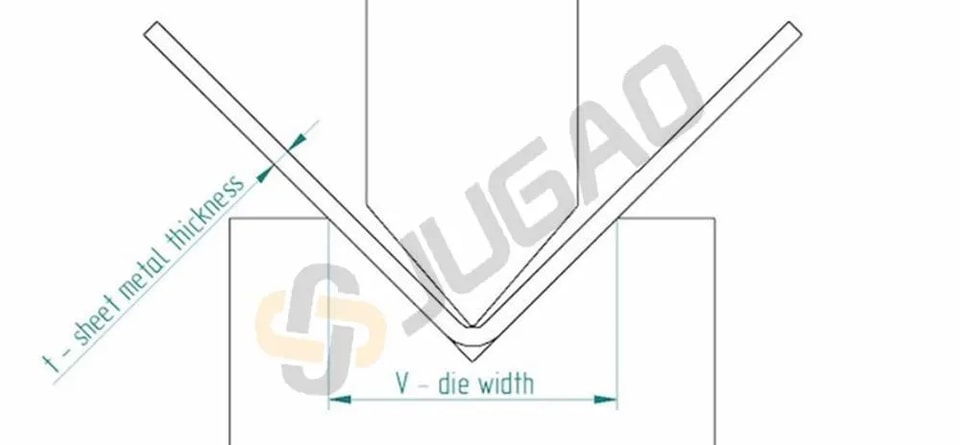
Pliage à l’air
Le pliage à l’air (ou pliage partiel) est moins précis que le matriçage ou le monnayage, mais il est largement utilisé en raison de sa simplicité et de la flexibilité de l’outillage, puisqu’il ne nécessite pas de matrices spéciales.
Un inconvénient notable est que le pliage à l’air est davantage sujet au retour élastique.
Dans ce procédé, le poinçon exerce une force en deux points sur la tôle, au-dessus de l’ouverture de la matrice. Comme la tôle ne touche pas le fond de la matrice, on utilise généralement une presse plieuse pour le pliage à l’air en V.
(Une presse plieuse est une machine utilisée en chaudronnerie qui maintient la pièce et applique une force entre un poinçon et une matrice afin de former le pli souhaité.)
Pliage par rouleaux
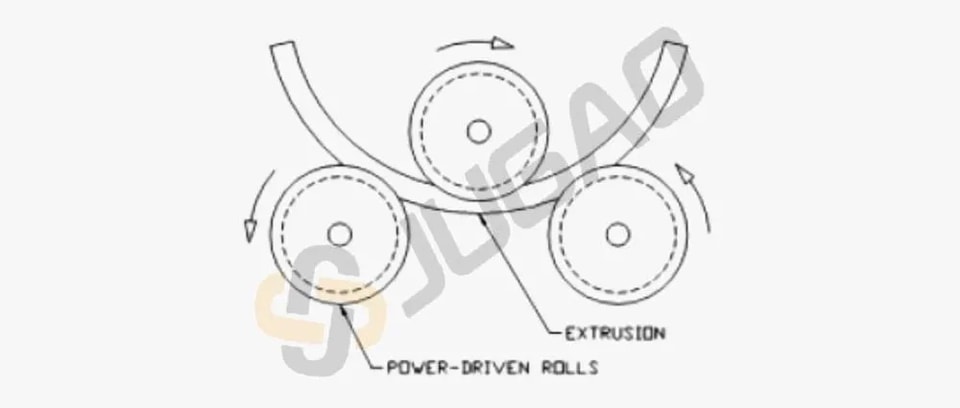
Le pliage par rouleaux utilise un ensemble de 2, 3 ou 4 rouleaux pour former des tôles en formes courbes. La configuration la plus courante est un système pyramidal à 3 rouleaux, où le rouleau supérieur est réglable et les deux rouleaux inférieurs sont fixes.
La tôle est introduite entre le rouleau supérieur et les deux rouleaux fixes. Lorsque les rouleaux tournent, ils entraînent la tôle tandis que le rouleau réglable exerce une pression vers le bas pour obtenir la courbure souhaitée. Un système à 4 rouleaux ajoute un rouleau supplémentaire pour un meilleur soutien, ce qui le rend idéal pour les applications intensives.
Cette méthode est principalement utilisée pour produire des formes cylindriques ou coniques telles que des tuyaux, des bouteilles de gaz, des réservoirs, des appareils à pression et des tubes.
Pliage à essuyage
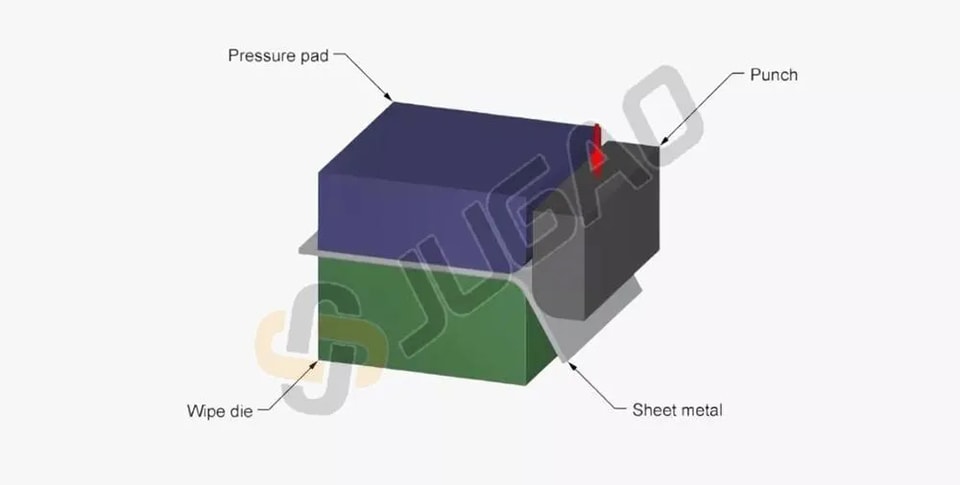
Le pliage à essuyage (ou pliage de bord) utilise une matrice d’essuyage et un poinçon. La tôle est maintenue entre la matrice et un patin de pression, en exposant la partie à plier. Le poinçon se déplace ensuite vers le bas, en rabatant le matériau sur le bord de la matrice pour former l’angle souhaité. Cette méthode constitue une bonne alternative au pliage sur presse pour les petites ailes.
Cette technique permet de former plusieurs bords simultanément, ce qui améliore la productivité. Elle réduit également le risque de fissuration de surface dans la zone de pliage.
Pliage rotatif
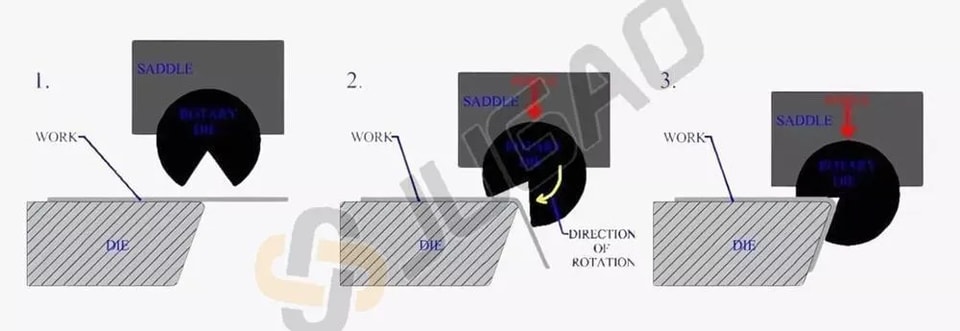
Le pliage rotatif est couramment utilisé pour plier des tubes et des tuyaux avec des courbures allant de 1° à 180°, mais il s’applique également à la tôle. Le procédé implique trois composants principaux : une matrice de pliage, une matrice de serrage et une matrice de pression. Les matrices de pliage et de serrage maintiennent la pièce, tandis que la matrice de pression applique une force tangentielle depuis l’extrémité libre vers le point de référence du pliage. Les matrices rotatives peuvent être réglées pour un contrôle précis de l’angle et du rayon de pliage. Un mandrin est souvent inséré à l’intérieur des tubes pendant le pliage afin d’éviter l’écrasement, mais il n’est pas nécessaire pour les pièces en tôle pleine.
Ce procédé de formage convient à la réalisation de plis sur des tôles plates et est largement utilisé dans la fabrication de tubes et de tuyaux.
Le pliage rotatif offre un excellent contrôle, permettant d’atteindre des tolérances serrées de ±0,5°. Comme le tonnage requis est inférieur de 50 % à 80 % à celui des autres méthodes, le risque de défauts de surface tels que les fissures est considérablement réduit.
