- tél. :+86-13222111178
- e-mail :info@ntjugao.com






Pourquoi le mode automatique DELEM DA-69S est-il si convivial ?
Pourquoi le mode automatique DELEM DA-69S est-il si convivial ?

Dans le domaine des opérations avancées de presse plieuse, le mode automatique DELEM DA-69S se distingue par sa conception conviviale. Que vous soyez technicien expérimenté ou novice en presse plieuse, cet article vous présentera les principaux avantages de ce mode et expliquera comment il simplifie les processus de travail des métaux et améliore l’efficacité opérationnelle.
I. Conception intuitive de l’interface du mode automatique DELEM DA-69S
La conception de l’interface est essentielle pour améliorer la convivialité. Le mode automatique DA-69S simplifie la logique de fonctionnement et optimise la présentation des informations, rendant les opérations de pliage complexes plus accessibles.
1. Menu de navigation simplifié
Le menu de navigation du mode automatique DA-69S est rationalisé et présente une logique de fonctionnement claire :
• Appuyez sur le bouton « Auto » pour basculer le système de commande en mode de production automatique.
• Appuyez sur la touche « Start » et le programme exécutera chaque étape de pliage séquentiellement, sans intervention manuelle, améliorant ainsi considérablement l’efficacité.
• Lors du passage d’un produit à un autre dans la bibliothèque de produits, le mode automatique peut passer directement à l’état de production sans réglages répétés.
• Lors de la sélection d’un nouveau programme de pliage, le système affiche une alerte « vérifier les outils » afin de garantir l’exactitude du modèle et du positionnement de l’outil, évitant ainsi les erreurs d’utilisation.

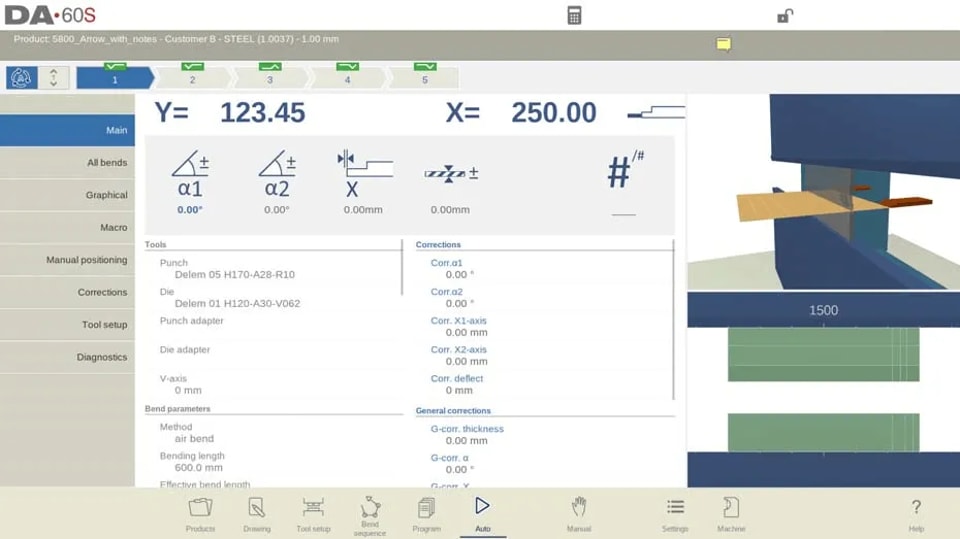
De plus, le haut de l’écran en mode automatique affiche clairement le produit actuellement sélectionné ainsi que sa description pour une confirmation rapide. Le sélecteur de pli en haut affiche toutes les étapes de pliage en attente ; toucher une étape sélectionne l’opération cible, et appuyer sur la touche de démarrage lance la production à partir de cette étape, offrant ainsi une plus grande flexibilité. Les grandes icônes (boutons de type mosaïque) au-dessus du menu facilitent la modification rapide des paramètres fréquemment utilisés, réduisant ainsi le nombre d’étapes opérationnelles.
2. Paramètres détaillés
Ce mode prend en charge des réglages de paramètres fins, permettant une personnalisation selon différents besoins de pliage afin de garantir la précision de l’usinage :
• Corrections d’angle (axes Y1/Y2): Des ajustements peuvent être effectués séparément pour les côtés gauche et droit de la machine. Par exemple, si un angle programmé de 90° donne un pli à 92°, il suffit de définir une valeur de correction de -2°. Cette valeur est automatiquement enregistrée afin de garantir la cohérence des opérations suivantes.
• Corrections des axes Y1/Y2: Applicable à la programmation absolue ou aux procédés de matriçage en fond de matrice. Les paramètres de correction sont enregistrés dans le programme actuellement actif, ce qui évite de les saisir à plusieurs reprises.
• Corrections de l’axe auxiliaire: Activées en fonction de la marge de pliage de l’axe X, ces corrections optimisent la précision du pliage et simplifient les flux de travail.
• Corrections générales: Les paramètres universels tels que l’épaisseur, l’angle et les réglages de l’axe X s’appliquent à toutes les étapes de pliage du programme, s’adaptant aux variations des matériaux et aux erreurs de la machine afin de garantir une qualité de sortie homogène.
• Corrections spécialisées: Prend en charge la correction de flèche et la correction de l’axe de support de pièce (PST), répondant aux exigences de précision des tâches de pliage complexes.
• Paramètres de stock et de répétition: Les opérateurs peuvent gérer efficacement le compteur de stock et définir des étapes de traitement répétées afin d’optimiser le rythme de production.
• Option du mode pas à pas: Contrairement au mode automatique continu, le mode pas à pas se met en pause après chaque cycle de pliage, permettant aux opérateurs d’inspecter l’état de la pièce et d’effectuer rapidement les réglages nécessaires.
3. Modes d’affichage intuitifs pour une utilisation fluide
Les modes d’affichage présentent une interface conviviale, permettant aux opérateurs de basculer rapidement entre les fonctions sans avoir à apprendre des opérations complexes, ce qui réduit le temps de préparation. Lors de l’entrée en mode automatique pour la première fois, le système affiche par défaut la vue principale, et les autres modes d’affichage peuvent être sélectionnés sur le côté droit de l’écran. Le changement d’affichage ne modifie ni les données de pliage ni l’état de démarrage. Les fonctions de chaque vue sont les suivantes :
• Vue principale (Main): Affiche à la fois les données numériques et les informations graphiques (si disponibles) relatives au pliage. Elle prend en charge la programmation directe des paramètres de correction et le basculement entre les vues graphique et numérique. La position de pliage peut être vérifiée grâce aux fonctions de zoom, de déplacement et de rotation. La vue outil se concentre automatiquement sur l’outil actuellement utilisé, indiquant ainsi le bon poste outil.
• Vue de tous les plis (All Bends): Affiche toutes les données de pliage sous forme de tableau, avec la possibilité d’afficher ou de masquer le panneau graphique. Les paramètres sont organisés en lignes pour faciliter la consultation par lot.
• Vue graphique (Graphical): Fournit une interface graphique plein écran du processus de pliage, avec prise en charge du passage à la vue 3D pour une observation détaillée. Elle permet également de régler l’angle de vue, le niveau de zoom et de consulter des vues photo de certaines étapes.
• Vue macro (Macro): Affiche les valeurs des axes dans une liste en gros caractères, adaptée aux situations où les opérations sont effectuées à distance du panneau de commande. Elle permet de surveiller simultanément les positions cible et réelle de tous les axes.
• Vue de positionnement manuel (Manual Positioning): Affiche les valeurs des axes en grand format, avec prise en charge du contrôle et du réglage des positions d’axe à l’aide d’une molette manuelle. En appuyant sur la flèche « indicateur d’apprentissage » (située entre la valeur réelle et la valeur programmée), la valeur actuelle de l’axe est enregistrée dans l’étape du programme. Si un pupitre externe optionnel est installé, il permet également la commande à distance de la molette pour l’apprentissage des axes et des positions de pliage.
• Vue des corrections (Corrections): Répertorie les valeurs de correction de toutes les étapes de pliage et permet des ajustements selon les besoins. Lorsqu’une valeur de correction α1 est saisie, le système la copie automatiquement vers α2, conserve l’écart entre les deux ou laisse α2 inchangée, selon le paramètre « Programmation de la correction d’angle ». La colonne « Correction enregistrée » (affichée lorsque la base de données de correction d’angle est activée) indique la valeur de correction pour chaque pli ; une entrée vide signifie qu’aucun enregistrement n’existe dans la base de données, et le symbole « > » indique des valeurs de pli identiques. En cliquant sur « Tout à partir des valeurs enregistrées », toutes les valeurs de correction de pliage du programme sont synchronisées avec celles de la base de données. En outre, il prend en charge l’ajout d’entrées au tableau des marges via « Marge de pliage » et le calcul des valeurs de correction à partir d’angles mesurés (la saisie d’un seul angle mesuré l’applique uniformément, tandis que la saisie des valeurs gauche/droite/milieu permet une correction absolue du bombage). Un rapporteur optionnel peut saisir directement les valeurs mesurées, et les valeurs de correction sont mises à jour après un nouveau cycle de pliage.
• Vue de réglage des outils (Tool Setup): Affiche la configuration des outils requise pour le programme en cours, permettant de vérifier les propriétés et positions des outils, sans toutefois les modifier. Pour ajuster les outils, quittez le mode automatique et accédez au menu « Réglage des outils ».
• Vue de diagnostic (Diagnostics): Principalement utilisée pour la maintenance, elle surveille l’état de fonctionnement des axes indépendants et l’état E/S du système de commande, fournissant des données utiles au dépannage.
II. Fonctions supplémentaires pour améliorer la précision et la productivité
Au-delà de la conception de l’interface, le mode automatique DA-69S est équipé d’une gamme de fonctions pratiques destinées à améliorer encore la précision de l’usinage et l’efficacité de la production.
1. Fonction Notes (Notes)
Les opérateurs peuvent ajouter des notes aux produits ou aux programmes en mode automatique :
• Les notes peuvent être de simples descriptions générales ou des détails relatifs à certaines étapes de pliage, et des documents PDF de référence peuvent également être joints.
• Un indicateur de notes à l’écran signale la présence de nouvelles notes ; il suffit d’appuyer dessus pour les consulter, garantissant ainsi l’accès permanent aux informations clés.
2. Correction de pliage par écrasement / chaînage
Permet de définir des paramètres généraux de correction pour les étapes de pliage par écrasement ou par chaînage. En appuyant sur « Corr. écras. » ou « Corr. chaînage », une fenêtre distincte s’ouvre pour saisir les valeurs de correction :
• Lors de la modification de la correction d’angle générale, toutes les valeurs de correction individuelles associées sont automatiquement recalculées, et inversement.
• Les axes α1 et α2 peuvent avoir des valeurs de correction indépendantes. Après la saisie d’une valeur de correction pour α1, le système la synchronise automatiquement avec α2, maintient l’écart entre les deux ou laisse α2 inchangé, selon le paramètre « Programmation de la correction d’angle ». Pour ajuster α2, agissez directement dans sa fenêtre de correction par écrasement/chaînage ou modifiez ses valeurs de correction individuelles.
3. Mode de pliage d’essai
Ce mode est spécialement conçu pour le réglage fin, afin d’aider les opérateurs à optimiser les paramètres avant la production formelle :
• Lorsqu’il est activé, tous les axes restent en position rentrée après le premier cycle de pliage. Si le support de pièce est activé, l’axe de support conserve son angle actuel.
• L’axe Y s’arrête au point mort supérieur (UDP), ce qui permet aux opérateurs de mesurer l’angle de pliage et d’effectuer des corrections. Une fois les corrections terminées, l’axe de support de pièce reprend son fonctionnement lorsque l’axe Y dépasse la position spécifiée, garantissant ainsi la précision des pliages suivants.
4. Fonction de contrôle d’atelier et de liste de travaux
Simplifie les processus de gestion de production et prend en charge le suivi multi-lots ainsi que le suivi de l’avancement :
• Lorsque le système est en production d’un travail, un « indicateur de travail » affiche l’état actuel ; en appuyant dessus, il est possible de consulter et de gérer les travaux.
• Lorsqu’il faut changer de lot de produits dans la liste des travaux, appuyez sur la touche de fonction « Activer le produit » et le système basculera directement vers le produit cible.
• Pendant la production, les opérateurs peuvent mettre à jour le « nombre de produits rebutés » ; le système ajuste automatiquement le « nombre produit », qui peut également être modifié manuellement. Les opérateurs comme les gestionnaires de travaux peuvent ajouter des enregistrements de production ou des notes dans le « champ de commentaire ».
• L’état d’un travail est divisé en quatre catégories :
◦ Nouveau: Aucun produit de ce lot n’a encore été fabriqué ;
◦ Incomplet: Le rendement cible de ce lot n’a pas été atteint ;
◦ En cours: Ce lot a été chargé dans la machine et est en production ;
◦ Terminé: La production de ce lot a été confirmée comme terminée.
• Un travail reste actif jusqu’à ce qu’un nouveau produit ou travail soit sélectionné dans le « Mode Produits ». Après le chargement d’un nouveau produit, le travail initial est automatiquement désactivé et doit être resélectionné puis démarré si nécessaire.
III. Foire aux questions (FAQ)
1. Comment la fonction de contrôle d’atelier prend-elle en charge le mode automatique DELEM DA-69S ?
La fonction de contrôle d’atelier permet aux opérateurs de surveiller simultanément plusieurs lots de production, de mettre à jour les quantités de produits en temps réel et de suivre avec précision l’avancement de la production. Cela réduit le travail manuel de statistiques et améliore encore l’efficacité opérationnelle ainsi que la précision des données du mode automatique.
2. Comment calibrer avec précision la presse plieuse lors de l’utilisation du mode automatique DA-69S ?
Commencez par vous assurer que la presse plieuse est de niveau. Ensuite, utilisez un niveau numérique pour mesurer l’angle de la matrice de pliage et ajustez les paramètres conformément aux consignes d’étalonnage fournies par le fabricant. Après réglage, vérifiez le résultat de l’étalonnage afin de vous assurer qu’il répond aux exigences de précision de l’usinage.
3. Quelle est la fréquence d’entretien de la presse plieuse lorsque le mode automatique DA-69S est activé ?
Un entretien courant est recommandé toutes les 500 heures de fonctionnement. Il comprend l’inspection de l’usure des composants clés (tels que les axes et les matrices), le nettoyage des débris dans la machine et la lubrification des pièces mobiles afin de maintenir des conditions de fonctionnement optimales en mode automatique.
IV. Conclusion
La grande facilité d’utilisation du mode automatique DELEM DA-69S repose sur son double atout : « conception d’interface intuitive + fonctions de précision avancées ». L’interface simplifie la logique d’utilisation et réduit le temps d’apprentissage, tandis que les fonctions supplémentaires garantissent précision et efficacité. Les opérateurs débutants comme expérimentés peuvent le maîtriser rapidement, ce qui rationalise le processus de pliage dans l’atelier.
Si vous souhaitez obtenir plus de détails sur le fonctionnement spécifique du mode automatique DA-69S ou si vous avez des demandes personnalisées, n’hésitez pas à contacter notre équipe pour obtenir de l’aide. Vous pouvez également consulter d’autres ressources connexes afin d’optimiser votre plan d’exploitation de la transformation des métaux.
Souhaitez-vous que je prépare untableau de référence rapide des opérations de base pour le mode automatique DELEM DA-69S? Il résumera les étapes clés du menu de navigation, les réglages des paramètres et les modes d’affichage dans un tableau concis, ce qui vous permettra de le consulter et de l’utiliser rapidement lors des opérations sur site.
